Super Finishing Strips.Pdf
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Review of Superfinishing by the Magnetic Abrasive Finishing Process
High Speed Mach. 2017; 3:42–55 Review Article Open Access Lida Heng, Yon Jig Kim, and Sang Don Mun* Review of Superfinishing by the Magnetic Abrasive Finishing Process DOI 10.1515/hsm-2017-0004 In the conventional lapping process, loose abrasive Received May 2, 2017; accepted June 20, 2017 particles in the form of highly-concentrated slurry are of- ten used. The finishing mechanism then involves actions Abstract: Recent developments in the engineering indus- between the lapping plate, the abrasive, and the work- try have created a demand for advanced materials with su- piece, in which the abrasive particles roll freely, creating perior mechanical properties and high-quality surface fin- indentation cracks along the surface of the workpiece, ishes. Some of the conventional finishing methods such as which are then removed to finally achieve a smoother sur- lapping, grinding, honing, and polishing are now being re- face [1]. The lapping process typically is not used to change placed by non-conventional finishing processes. Magnetic the dimensional accuracy due to its very low material re- Abrasive Finishing (MAF) is a non-conventional superfin- moval rate. Grinding, on the other hand, is used to achieve ishing process in which magnetic abrasive particles inter- the surface finish and dimensional accuracy of the work- act with a magnetic field in the finishing zone to remove piece simultaneously [2]. In grinding, fixed abrasives are materials to achieve very high surface finishing and de- used by bonding them on paper or a plate for fast stock burring simultaneously. In this review paper, the working removal. -

The Art of Superfinishing
The Superfinishing Experts™ Corporate Headquarters Darmann Abrasive Products, Inc. 100 Sterling Street Clinton, MA 01510 Phone: 978-365-4544 Fax: 800-736-3839 Darmann Eastern Europe, LLC Przemyslowa 1 Street 41-300 Dabrowa Gorniza Poland Phone: +48 608 079 027 Darmann Abrasive Products, Inc. 1F, Building 36 458 North Fu Te Road Shanghai Waigaoqiao F.T.Z 200131 China Phone: +86 (21) 586 2809 www.darmann.com The Art of Superfinishing. About Us. The Superfinishing Process. Darmann Abrasive Products, Inc. has been designing and manu- Superfinishing, sometimes called micromachining or facturing fine grit, bonded abrasive products for superfinishing short-stroke honing, was invented in 1934 by Chrysler and precision grinding applications since 1983. Innovation, Corporation. However, it took about 40 years before gaining combined with superior engineering and unsurpassed customer widespread acceptance. service has made us a world-wide leader in the field. We have During grinding, extreme heat and aggressive stock developed a unique value proposition which we removal often alters micro structure and base metal hardness. call The Darmann Advantage. This creates slight dimensional and surface imperfections such as smeared peaks, waviness and chatter. The Darmann Advantage. Superfinishing, a low temperature, low stock removal • Darmann Is The Market Leader – process, improves part geometry and surface finish by removing No one sells more superfinishing tools than the amorphous layer formed during the grinding process. Darmann. We provide the broadest range This dramatically improves these imperfections, which can of conventional abrasive types, hardness, compromise part quality and performance. engineered structures, bond options, part geometries, packaging and printing. We’ve Superfinishing Benefits. -

Manufacture Engineers, Part B
CORE Metadata, citation and similar papers at core.ac.uk Provided by Cranfield CERES Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture http://pib.sagepub.com/ Electrolytic In-Process Dressing Superfinishing of Spherical Bearings Using Metal−−Resin Bond Ultra-Fine CBN Wheels M H Raffles, D J Stephenson, P Shore and T Jin Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture 2011 225: 112 DOI: 10.1243/09544054JEM2003 The online version of this article can be found at: http://pib.sagepub.com/content/225/1/112 Published by: http://www.sagepublications.com On behalf of: Institution of Mechanical Engineers Additional services and information for Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture can be found at: Email Alerts: http://pib.sagepub.com/cgi/alerts Subscriptions: http://pib.sagepub.com/subscriptions Reprints: http://www.sagepub.com/journalsReprints.nav Permissions: http://www.sagepub.com/journalsPermissions.nav Citations: http://pib.sagepub.com/content/225/1/112.refs.html Downloaded from pib.sagepub.com at CRANFIELD UNIV INFO & LIB SVC on May 4, 2011 112 SPECIAL ISSUE PAPER Electrolytic in-process dressing superfinishing of spherical bearings using metal–resin bond ultra-fine CBN wheels M H Raffles, D J Stephenson*, P Shore, and T Jin Cranfield University, Cranfield, UK The manuscript was received on 28 January 2010 and was accepted after revision for publication on 19 July 2010. DOI: 10.1243/09544054JEM2003 Abstract: The use of electrolytic in-process dressing (ELID) superfinishing has been investi- gated with the aim of substantially improving surface finish on spherical bearing balls as well as reducing process times. -

Lesson 6 - GRINDING and OTHER ABRASIVE PROCESSES Abrasive Machining
Lesson 6 - GRINDING AND OTHER ABRASIVE PROCESSES Abrasive Machining Material removal by action of hard, abrasive particles usually in the form of a bonded wheel • Generally used as finishing operations after part geometry has been established by conventional machining • Grinding is most important abrasive process • Other abrasive processes: honing, lapping, superfinishing, polishing, and buffing 2002©John Wiley & Sons, Inc. M. P. Groover, “Fundamentals of Modern Manufacturing 2/e” Why Abrasive Processes are Important • Can be used on all types of materials • Some can produce extremely fine surface finishes, to 0.025µm (1 -in) • Some can hold dimensions to extremely close tolerances 휇 2002©John Wiley & Sons, Inc. M. P. Groover, “Fundamentals of Modern Manufacturing 2/e” Grinding Material removal process in which abrasive particles are contained in a bonded grinding wheel that operates at very high surface speeds Grinding wheel • Grinding wheel are usually disk-shaped and Rotation precisely balanced for high rotational speeds • Grinding process involves abrasives which remove small amounts of material from a surface Small chips through a cutting process that produces tiny chips Workpiece https://www.youtube.com/watch?v=nNDIm8eLrQ8 2002©John Wiley & Sons, Inc. M. P. Groover, “Fundamentals of Modern Manufacturing 2/e” Grinding • Grinding is a chip-removal process that uses an individual abrasive grain as the cutting tool Copyright © 2010 Pearson Education South Asia Pte Ltd Grinding • Grinding applications include: 1. Finishing of ceramics and glasses 2. Cutting off lengths of bars, structural shapes, masonry and concrete 3. Removing unwanted weld beads and spatter 4. Cleaning surfaces with jets of air or water containing abrasive particles. -

Grinding Wheels and Abrasives Wheel Conditioning (Truing and Dressing) Honing Lapping Polishing
MATERIAL REMOVAL PROCESSES 2 ABRASIVE (FINISHING) TECHNOLOGIES Prof. Peter Krajnik Presented by Dr. Dinesh Mallipeddi Contents Abrasive finishing Fundamentals of grinding Grinding wheels and abrasives Wheel conditioning (truing and dressing) Honing Lapping Polishing 3 Abrasive technologies Technology Finishing Technology Process Motion-copying processes Pressure-copyingPressure processes- Principles Dimensional finishing Abrasive fine -finishing Abrasive Single- point Multiple Bonded abrasive Un-bonded abrasive States Cutting edge cutting edges Cutting Grinding Abrasive Coated Abrasive Free Abrasive Abrasive Tools tool wheel stone abrasive media abrasive slurry flow Media g Buffing Grinding Honing Lapping Blasting Finishing Polishing Brushing Jet finishing Magnetic Hard turning machinin Superfinishing Mass finishing Methods Abrasive flow Film/tape finishingFilm/tape abrasive finishing Finishing processes in manufacturing Finishing Precision components (Grinding) Precision components Finishing is the (Hard turning) final step in the manufacture of components which require the highest Bearings Engine block cylinders Precision components Turbine blades quality in terms (superfinishing) (honing) (mass finishing) (blasting) of form, accuracy, and surface integrity. Optics Silicon wafers Jewels Manifolds (lapping/polishing) (lapping/polishing) (polishing/buffing) (abrasive flow machining) Why abrasive technologies are important? 10 Hard Workpiece: hardened steel Can be used on all Grinding types of materials turning Peel Some can produce µmRa 1 extremely fine surface Superfinishing finishes (nanometer- Honing Vibratory roughness scale, e.g. 10-100 nm) 0.1 Finishing Tape Can hold dimensions to Lapping/ Surface Polishing extremely close tolerances (e.g. 1 mm) 0.01 1 10 100 1,000 10,000 Specific energy u J/mm³ Difference between milling and grinding Source: Klocke, F., Basisseminar Schleiftechnik, WZL RWTH Aachen, 2006. -

Microstar High Precision Microfinishing Surface Treatment
MicroStar High Precision Microfinishing Surface Treatment MicroStar series 200 MicroStar evo MicroStar series 300 2 MICROSTAR 3 MICROSTAR – THE INNOVATION IN SURFACE FINISHING MICROFINISH – THE PRINCIPLE Where there is a demand for extreme precision and long waviness. This method is applied for roll- you will find that microfinishing/superfinishing will er bearings, roll barrels, piston pins and shock ab- achieve the highest form and surface qualities. sorber rods. This method eliminates amorphous surfaces and increases the internal compressive tension. Fur- Instead of stones you can also use Microfinish/ thermore, it generates a metallurgically pure sur- Superfinish tapes. They are either only rotating or face structure, minimizes friction and increases the both rotating and oscillating, or while they are ro- load capacity and performance. tating the workpiece is oscillating. Tapes are used mostly for machining crankshafts, drive shafts as According to DIN 8589 the Microfinish/Superfinish well as steering racks. For machining flat or spher- process is de fined as machining with geometrically ical surfaces cup wheels or sleeves are brought in undefined cutting edges. When machining cylindri- contact with the workpiece by drive systems (e.g. cal workpieces – like journals on drive shafts – a NC axes). Here both the workpiece and the cup Microfinish/Superfinish tool (stone tape or belt) is wheel rotate in opposite direction with the cup plac ed against the surface of the workpiece. The wheel positioned slightly beyond the workpiece tool then oscillates with short strokes while the center. As opposed to grinding the Microfinish/Su- workpiece rotates. The stones have grit between perfinish tools are not dressed. -

A Review on Surface Roughness (Ra) Ranges for Some Finishing Processes Mohammad Dashtia, Abdulaziz Albannaib
International Journal of Scientific & Engineering Research Volume 11, Issue 4, April-2020 623 ISSN 2229-5518 A Review on Surface Roughness (Ra) Ranges for Some Finishing Processes Mohammad Dashtia, Abdulaziz Albannaib Abstract— The surface finish has a huge impact on machined parts characteristics like wear resistance, fatigue strength, corrosion resistance and power loss due to friction and loss of energy. Unfortunately, conventional machining methods like turning or milling can’t meet this requirement. Therefore, surface finish quality is one of the important factors industries searching for in order to ensure reliability and sustainability. Surface roughness average value (Ra) is one of the significant measurements that indicates the finishing quality surface of the machined parts. Usually, typical cutting operations like turning and milling producing high surface roughness values, which force the industries to seek some other finishing operations such as (grinding, honing, lapping, and superfinishing) in order to gain lower surface roughness values and higher quality. In this paper the authors made an investigation and reviewed the surface roughness (Ra) range of some finishing processes to buildup a simple guidance clear for the audience to pick the right process for the required surface roughness (Ra) values. Keywords— Average surface roughness (Ra); Machining; Superfinishing processes; Review —————————— —————————— 1. INTRODUCTION: owadays turning is one of the important machining vibration [3]. One of the most important values used for N processes used in industries to form some cylindrical surface roughness is (Ra) which refers to surface roughness shapes out of the raw materials due to its simplicity, average and a measure of the average height of the higher productivity, and low cost. -
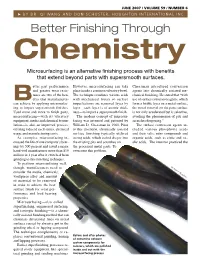
Better Finishing Through Chemistry Microsurfacing Is an Alternative Finishing Process with Benefits That Extend Beyond Parts with Supersmooth Surfaces
JUNE 2007 / VOLUME 59 / NUMBER 6 ➤ BY DR. QI WANG AN D D O N S C H U S T E R , H O U G H T O N I NTERNATIONAL I NC. Better Finishing Through Chemistry Microsurfacing is an alternative finishing process with benefits that extend beyond parts with supersmooth surfaces. etter part performance However, microsurfacing can take Cheesman introduced conversion and greater wear resis- place inside a common vibratory bowl. agents into chemically assisted me- tance are two of the ben- The technique combines various acids chanical finishing. He stated that “with Befits that manufacturers with mechanical forces so surface use of surface conversion agents, which can achieve by applying microsurfac- imperfections are removed layer by form a friable layer on a metal surface, ing to impart supersmooth finishes. layer—each layer is of atomic thick- the metal removal on the parts surface Used more and more to finish parts, ness—to impart a supersmooth finish. is not only accelerated but is selective, microsurfacing—with its vibratory The modern concept of microsur- avoiding the phenomenon of pits and equipment, media and chemical formu- facing was invented and patented by scratches deepening.” lation—is also an improved process, William D. Cheesman in 1963. Prior The surface conversion agents in- offering reduced cycle times, chemical to this invention, chemically assisted cluded various phosphoric acids usage and manufacturing costs. surface finishing typically utilized and their salts, nitro compounds and As examples, microsurfacing in- strong acids, which etched deeper into organic acids, such as citric and ox- creased the life of one company’s bear- the existing pits and scratches on alic acids. -
Exploring Precision Machining Processes to Improve Manufacturing Systems TABLE of CONTENTS
A CRC PRESS FREEBOOK Exploring Precision Machining Processes to Improve Manufacturing Systems TABLE OF CONTENTS Introduction Q Chapter 1: Nanofinishing: An Introduction from Nanofinishing Science and Technology:Basic and Advanced Finishing and Polishing Processes Q Chapter 2: Economics of Grinding from Handbool<of Machining with Grinding Wheels, Second Edition Q Chapter 3: Machining Processes from Fundamentals of Machining Processes: Conventional and Nonconventional Processes, Second Edition Q Chapter 4: Cutting Fluids from Fundamentals of Metal A Cutting Theoryand Practice, ThirdEdition W What's New in Manufacturing and Industrial Engineering? Tools, Techniques, and Strategies for Navigating Today's M&IE Landscape Visit www.crcpress.com to browse our collection of books in Precision Machining Processes and Manufacturing Systems SAVE 20% and receive FREE Shipping, simply enter code GQR35 at time of checkout. Introduction About this Free Book Exploring Precision Machining Processes to Improve Manufacturing Systems is a FreeBook brought to you by CRC Press - Taylor and Francis Group. It contains a collection of curated content from some of our bestselling books and leading experts. We hope you enjoy it. Finishing is the final operation after a part is sized and shaped. Currently in high tech industries, there is a demand for nano level surface finishing of components. This process is done to improve the surface finish, to remove the recast layer, or to remove surface and sub-surface defects. The result is low friction, longer product life, and low power requirements. Equally important is the aesthetic aspect of the product. This subject is growing very fast from the technology as well as a science point of view. -

Effect of Superfinishing on Scuffing Resistance
Proceedings of DETC’03 ASME 2003 Design Engineering Technical Conferences and Computers and Information in Engineering Conference Chicago, Illinois, USA, September 2-6, 2003 DETC2003/PTG-48124 EFFECT OF SUPERFINISHING ON SCUFFING RESISTANCE Lane W. Winkelmann Mark D. Michaud REM Research Group, Inc. REM Chemicals, Inc. Brenham, Texas, USA 77833 Brenham, Texas, USA 77833 Ray W. Snidle Mark P. Alanou Cardiff University Cardiff University Mechanical Engineering and Energy Studies Division Mechanical Engineering and Energy Studies Division Cardiff CF24 OYF, Wales, UK Cardiff CF24 OYF, Wales, UK ABSTRACT DESCRIPTION OF THE TEST A fundamental understanding of gear scuffing has been promoted for a number of years by the use of twin disc scuffing Testing Apparatus rigs. Quantities of interest such as friction and bulk The scuffing test bench as described by Patching et al. has temperature are more easily and less expensively measured been developed entirely at Cardiff University and is fully than performing actual gear testing. This paper discusses the described elsewhere [1]. Apart from the high speed/high scuffing test data performed on specimens superfinished using temperature capability other special features are the use of chemically accelerated vibratory finishing. One set of samples crowned discs to give a self-aligning contact, and axial finish of was superfinished using a high density non-abrasive ceramic the disc surfaces, which reproduces the orientation of finish media, while another set of samples was superfinished using a found on most types of gears. The machine was designed to non-abrasive plastic media. This data is compared to other impose a maximum load of 4 kN at the contact which, for the specimens with different surface finishes tested under identical geometry chosen (i.e., 76.2 mm diameter discs, nominally 10 conditions. -

Superfinishing
Superabrasives Engineering Certification Course Super-finishing Operating Characteristics Super-finishing is a fine material removal process. This process usually involves very low surface roughness values (between 0.012µm – 0.025µm). The roughing process involves a relatively large grained stone removing much of the desired stock while simultaneously eliminating macro-geometric defects. The finishing process imparts the final form and required surface roughness by using a fine-grained stone. The heat due to friction is low compared to other machining processes and is not detrimental to the work piece. Hence, structural changes in the work piece grains and cracking are avoided. Also, the cycle time is very low and is suitable for mass production. An oscillating abrasive stone, applied with pressure to a rotating work piece, fundamentally characterizes super-finishing. The stone typically oscillates between 10 to 20 degrees of arc. Super-abrasives used in super-finishing are Diamond and Cubic Boron Nitride (CBN), as opposed to conventional grinding abrasives made from Aluminum Oxide (Al2O3) and Silicon Carbide (SiC). Experimental Set-up Machine Tool: Thielenhaus KM 26 Super-finishing Machine Tooling & Fixtures: Ball-bearing race grinding Material: M50 Ball Bearing-steel races Experiment: CBN vs. Aluminum Oxide or Silicone Carbide Description: Compare grinding performance of the indicated materials at a test sample size of 10 parts (20 second cycles per part) Measurements: Quality; surface roughness & stock removal Tool performance; Super-finish ratio (stock removal / tool wear) Abrasive efficiency; Stone hungriness (Material removal rate / power consumed) Conclusion: Student will draw conclusions based on test results PMMC / 12-17-01. -
Grinding and Other Abrasive Processes
Abrasive Machining Material removal by action of hard, abrasive particles usually in the form of a bonded wheel . Generally used as finishing operations after part geometry has been established by conventional machining . Grinding is most important abrasive process . Other abrasive processes: honing, lapping, superfinishing, polishing, and buffing MECH4950 Advanced Manufacturing Technology - Dr Ghassan Al-Kindi Why Abrasive Processes are Important . Can be used on all types of materials . Some can produce extremely fine surface finishes, to 0.025 m . Some can hold dimensions to extremely close tolerances MECH4950 Advanced Manufacturing Technology - Dr Ghassan Al-Kindi Grinding Material removal process in which abrasive particles are contained in a bonded grinding wheel that operates at very high surface speeds . Grinding wheel usually disk-shaped and precisely balanced for high rotational speeds MECH4950 Advanced Manufacturing Technology - Dr Ghassan Al-Kindi The Grinding Wheel Consists of abrasive particles and bonding material . Abrasive particles accomplish cutting . Bonding material holds particles in place and establishes shape and structure of wheel MECH4950 Advanced Manufacturing Technology - Dr Ghassan Al-Kindi Grinding Wheel Parameters . Abrasive material . Grain size . Bonding material . Wheel grade . Wheel structure MECH4950 Advanced Manufacturing Technology - Dr Ghassan Al-Kindi Abrasive Material Properties . High hardness . Wear resistance . Toughness . Friability - capacity to fracture when cutting edge dulls, so a new sharp edge is exposed MECH4950 Advanced Manufacturing Technology - Dr Ghassan Al-Kindi Traditional Abrasive Materials . Aluminum oxide (Al2O3) - most common abrasive . Used to grind steel and other ferrous high-strength alloys . Silicon carbide (SiC) - harder than Al2O3 but not as tough . Used on aluminum, brass, stainless steel, some cast irons and certain ceramics MECH4950 Advanced Manufacturing Technology - Dr Ghassan Al-Kindi Newer Abrasive Materials .