The Future of UK
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
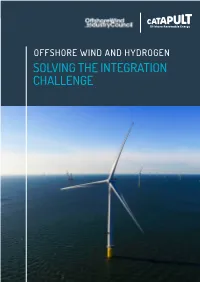
Offshore Wind and Hydrogen: Solving the Integration Challenge
OFFSHORE WIND AND HYDROGEN SOLVING THE INTEGRATION CHALLENGE OSW-H2: SOLVING THE INTEGRATION CHALLENGE 1 ACKNOWLEDGMENTS The study was jointly supported by the Offshore Wind Industry Council (OWIC) and Offshore Renewable Energy (ORE) Catapult, and delivered by ORE Catapult. The Offshore Wind Industry Council is a senior Government and industry forum established in 2013 to drive the development of the UK’s world- leading offshore wind sector. OWIC is responsible for overseeing implementation of the UK Offshore Wind Industrial Strategy. ORE Catapult is a not-for-profit research organisation, established in 2013 by the UK Government as one of a network of Catapults in high growth industries. It is the UK’s leading innovation centre for offshore renewable energy and helps to create UK economic benefit in the sector by helping to reduce the cost of offshore renewable energy, and support the growth of the industry. AUTHORS: ANGELIKI SPYROUDI KACPER STEFANIAK DAVID WALLACE STEPHANIE MANN GAVIN SMART ZEYNEP KURBAN The authors would like to thank a number of organisations and stakeholders for their support through Steering Committee and Expert Group meetings or individually. They include, in alphabetical order: Atkins (David Cole), BEIS (Tasnim Choudhury, Simone Cooper Searle, David Curran, Rose Galloway – Green, Fiona Mettam, Alan Morgan, Allan Taylor, Mark Taylor, Rita Wadey, Alex Weir) Committee on Climate Change (Mike Hemsley, David Joffe, Julia King), Crown Estate Scotland (Mark McKean), EDF Energy (David Acres), Energy Systems Catapult (Nick -

UK Offshore Oil and Gas
House of Commons Energy and Climate Change Committee UK offshore oil and gas First Report of Session 2008–09 Volume II Oral and written evidence Ordered by The House of Commons to be printed date 17 June 2009 HC 341-II Published on date 30 June 2009 by authority of the House of Commons London: The Stationery Office Limited £16.50 The Committee Name The Energy and Climate Change Committee is appointed by the House of Commons to examine the expenditure, administration, and policy of the Department of Energy and Climate Change and associated public bodies. Current membership Mr Elliot Morley MP (Labour, Scunthorpe) (Chairman) Mr David Anderson MP (Labour, Blaydon) Colin Challen MP (Labour, Morley and Rothwell) Nadine Dorries MP (Conservative, Mid Bedfordshire) Charles Hendry MP (Conservative, Wealden) Miss Julie Kirkbride MP (Conservative, Bromsgrove) Anne Main MP (Conservative, St Albans) Judy Mallaber MP (Labour, Amber Valley) John Robertson MP (Labour, Glasgow North West) Sir Robert Smith MP (Liberal Democrats, West Aberdeenshire and Kincardine) Paddy Tipping MP (Labour, Sherwood) Dr Desmond Turner MP (Labour, Brighton Kemptown) Mr Mike Weir MP (Scottish National Party, Angus) Dr Alan Whitehead MP (Labour, Southampton Test) Powers The committee is one of the departmental select committees, the powers of which are set out in House of Commons Standing Orders, principally in SO No 152. These are available on the Internet via www.parliament.uk. Publication The Reports and evidence of the Committee are published by The Stationery Office by Order of the House. All publications of the Committee (including press notices) are on the Internet at www.parliament.uk/parliamentary_committees/ecc.cfm. -

Norwegian Petroleum Technology a Success Story ISBN 82-7719-051-4 Printing: 2005
Norwegian Academy of Technological Sciences Offshore Media Group Norwegian Petroleum Technology A success story ISBN 82-7719-051-4 Printing: 2005 Publisher: Norwegian Academy of Technological Sciences (NTVA) in co-operation with Offshore Media Group and INTSOK. Editor: Helge Keilen Journalists: Åse Pauline Thirud Stein Arve Tjelta Webproducer: Erlend Keilen Graphic production: Merkur-Trykk AS Norwegian Academy of Technological Sciences (NTVA) is an independent academy. The objectives of the academy are to: – promote research, education and development within the technological and natural sciences – stimulate international co-operation within the fields of technology and related fields – promote understanding of technology and natural sciences among authorities and the public to the benefit of the Norwegian society and industrial progress in Norway. Offshore Media Group (OMG) is an independent publishing house specialising in oil and energy. OMG was established in 1982 and publishes the magazine Offshore & Energy, two daily news services (www.offshore.no and www.oilport.net) and arranges several petro- leum and energy based conferences. The entire content of this book can be downloaded from www.oilport.net. No part of this publication may be reproduced in any form, in electronic retrieval systems or otherwise, without the prior written permission of the publisher. Publisher address: NTVA Lerchendahl gaard, NO-7491 TRONDHEIM, Norway. Tel: + (47) 73595463 Fax: + (47) 73590830 e-mail: [email protected] Front page illustration: FMC Technologies. Preface In many ways, the Norwegian petroleum industry is an eco- passing $ 160 billion, and political leaders in resource rich nomic and technological fairy tale. In the course of a little oil countries are looking to Norway for inspiration and more than 30 years Norway has developed a petroleum guidance. -
Ormen Lange and Nyhamna Expansion the Ormen Lange Story
ORMEN LANGE AND NYHAMNA EXPANSION THE ORMEN LANGE STORY 2001 PHASE 1 – DEVELOPMENT OF ORMEN LANGE AND NYHAMNA 2002 Nyhamna is selected as the land facility for the Ormen Lange gas. 2003 Start up of development offshore and onshore 2004 - the bigges ever industry project in Norwegian history. 2005 West Navigator starts drilling the world’s largest gas wells. 2006 Shell takes over as operator of Ormen Lange. First gas. 2007 PHASE 2 – ORMEN LANGE IN OPERATION 2008 First full year of operation. More wells are drilled. Tuning of the facility optimises production. First hot tap and x-mas tree installation from vessel instead of rig. 2009 2010 A fourth well template is installed north 2011 on the field. Start-up of subsea compression test pilot. 2012 PHASE 3 – FURTHER DEVELOPMENT AND EXPANSION OF NYHAMNA 2013 Start of the Nyhamna expansion project. Further development of Ormen Lange includes drilling of more wells, exploration of near field opportunities and seismic 2014 surveys. Photo: Lars Øvrum IMPORTANT FOR EUROPE. Ormen Lange exports natural gas to Europe, and has covered about 20 per cent of the UK’s total gas consumption since 2009. 20% Stable and reliable gas supply from Norway is important for ORMEN LANGE SUPPLIES EU countries that want improved utilisation of nearby resources THE UK WITH UP TO 20 PER - thereby reducing their dependency on gas import from outside CENT OF THE COUNTRY’S Europe. GAS NEEDS When the expansion project at Nyhamna is completed, the facility will be able to deliver gas equivalent to the consumption of 22 million homes in the UK and continental Europe. -

Norwegian Experience As a Promising Measure for the Russian Energy System Development
International Journal of Energy Economics and Policy ISSN: 2146-4553 available at http: www.econjournals.com International Journal of Energy Economics and Policy, 2017, 7(3), 31-35. Norwegian Experience as a Promising Measure for the Russian Energy System Development Elena S. Balashova1, Elizaveta A. Gromova2* 1Peter the Great St. Petersburg Polytechnic University, Saint-Petersburg, Russia, 2Peter the Great St. Petersburg Polytechnic University, Saint-Petersburg, Russia. *Email: [email protected] ABSTRACT At the moment, Arctic is in the interest of many countries, and not only near the Arctic. A high degree of the region promising in the context of undiscovered oil and gas resources is the explanation for it. Russia possessing the most significant share of these reserves has a fairly low rate of investigation of the Arctic shelf. Arctic hydrocarbon resources occupy the important strategic place in the development of the fuel-energy complex of Russia, ensuring its energy security. Hence, the goal of this research is to identify effective model of the offshore fields development in the Arctic zone of the Russian Federation. The Norwegian model of formation of consortia for the development of the offshore fields is analyzed and it is examined in the context of the Russian Arctic. The effectiveness of the introduction of this model in Russia is proved. Keywords: Consortium, Energy System, Arctic Shelf, Arctic Zone of the Russian Federation JEL Classifications: Q43, Q48, R11 1. INTRODUCTION Ormen Lange (Norway) have already been identified. In addition, the prospects of the oil and gas potential of other less studied In recent years, the issues of exploration and exploitation areas of the Arctic shelf were confirmed. -

SUBC Q2 2021 Presentation
Second Quarter 2021 Earnings Presentation 28 July 2021 1 © Subsea 7 - 2021 subsea7.com Forward looking statements • This document may contain ‘forward-looking statements’ (within the meaning of the safe harbour provisions of the U.S. Private Securities Litigation Reform Act of 1995). These statements relate to our current expectations, beliefs, intentions, assumptions or strategies regarding the future and are subject to known and unknown risks that could cause actual results, performance or events to differ materially from those expressed or implied in these statements. Forward-looking statements may be identified by the use of words such as ‘anticipate’, ‘believe’, ‘estimate’, ‘expect’, ‘future’, ‘goal’, ‘intend’, ‘likely’ ‘may’, ‘plan’, ‘project’, ‘seek’, ‘should’, ‘strategy’ ‘will’, and similar expressions. The principal risks which could affect future operations of the Group are described in the ‘Risk Management’ section of the Group’s Annual Report and Consolidated Financial Statements for the year ended 31 December 2020. Factors that may cause actual and future results and trends to differ materially from our forward-looking statements include (but are not limited to): (i) our ability to deliver fixed price projects in accordance with client expectations and within the parameters of our bids, and to avoid cost overruns; (ii) our ability to collect receivables, negotiate variation orders and collect the related revenue; (iii) our ability to recover costs on significant projects; (iv) capital expenditure by oil and gas companies, -
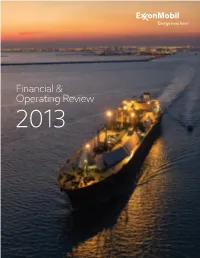
2013 Financial and Operating Review
Financial & Operating Review 2 013 Financial & Operating Summary 1 Delivering Profitable Growth 3 Global Operations 14 Upstream 16 Downstream 58 Chemical 72 Financial Information 82 Frequently Used Terms 90 Index 94 General Information 95 COVER PHOTO: Liquefied natural gas (LNG) produced at our joint ventures with Qatar Petroleum is transported to global markets at constant temperature and pressure by dedicated carriers designed and built to meet the most rigorous safety standards. Statements of future events or conditions in this report, including projections, targets, expectations, estimates, and business plans, are forward-looking statements. Actual future results, including demand growth and energy mix; capacity growth; the impact of new technologies; capital expenditures; project plans, dates, costs, and capacities; resource additions, production rates, and resource recoveries; efficiency gains; cost savings; product sales; and financial results could differ materially due to, for example, changes in oil and gas prices or other market conditions affecting the oil and gas industry; reservoir performance; timely completion of development projects; war and other political or security disturbances; changes in law or government regulation; the actions of competitors and customers; unexpected technological developments; general economic conditions, including the occurrence and duration of economic recessions; the outcome of commercial negotiations; unforeseen technical difficulties; unanticipated operational disruptions; and other factors discussed in this report and in Item 1A of ExxonMobil’s most recent Form 10-K. Definitions of certain financial and operating measures and other terms used in this report are contained in the section titled “Frequently Used Terms” on pages 90 through 93. In the case of financial measures, the definitions also include information required by SEC Regulation G. -

Subsea Brochure Final.Pdf
— INSUBSEA® Power and Automation Expanding capacity, extending lifespan and reducing cost for oil and gas fields — ABB Energy Industries abb.com/oilandgas © Copyright 2020 ABB. All rights reserved. Specifications subject to change without notice. 9AKK107045A3106 2 INSUBSEA® POWER AND AUTOMATION 3 — — We are making a world of Table of contents difference by enabling safe, smart and sustainable operations through innovative & integrated solutions that digitalize, automate 04 Challenges facing the offshore & electrify the industry. ABB has sector been a leading innovator in 05 Pre-studies to front-end engineering and design developing the next generation of 06 Subsea power subsea technologies for our energy 07 Long step-out system customers. 08 Direct electrical heating 09 Subsea power distribution system 10 Subsea automation 11 Going the distance 12-13 Global references 4 INSUBSEA® POWER AND AUTOMATION 5 — — Challenges facing the offshore sector Pre-studies to front-end engineering and design “Subsea to market” is a future vision whereby the — — ABB’s specialists have a thorough understanding entire processing plant – production, separation Benefits Challenge of the power requirements for subsea and storage – is relocated to the sea bed, from applications such as boosting and separation, which oil and gas is piped directly to onshore • Minimizes capital and operating expenditures Today’s projects need to be completed on- and add high-value expertise to both system and tanks. through lower project investment and schedule, on budget and without any risks to application engineering. Analyzing the system maintenance personnel or future production. usage under both steady state and dynamic Fully powered and automated subsea oil and gas • Improves recovery rates conditions reduces any risks associated with production facilities, moves platform workers to • Extends life of aging assets — equipment dimensioning. -

Coating the 'Long Connection'
corrosion control Robert Buchanan, Canusa-CPS and Sean Haberer, Bredero Shaw, Canada, describe the Langeled pipeline project and detail the pipe coating applications used on the subsea gas pipeline. Coating the 'long connection' rmen Lange is the second largest gas field on the Norwegian continental shelf, with estimated natural gas reserves of 400 billion m3. The production capacity of the field, which is operated by Hydro, will reach 70 million m3/d, totalling O21 billion m3/yr. The gas will be transported by the Langeled pipeline from Nyhamna on the north-west coast of Norway to Easington on the north-east coast of England, via the Sleipner riser platform in the North Sea. By connecting the pipeline systems through Sleipner, there is the flexibility to send gas to the UK through the new pipeline, as well as through existing pipelines to mainland Europe. Gas from other fields in Norway could also be delivered through the new connection. Navigate the official website for the Ormen Lange field and you will find some interesting facts about this mega-project.1 The Ormen Lange field will be capable of supplying up to 20% of the UK’s natural gas demand. To understand how this capacity will be achieved, it is helpful to illustrate the dimensions of the Langeled project with the following: in comparison with some of the world’s most remarkable engineering feats, the pipe steel would weigh 15 times the steel used in the Hoover Dam; the concrete would build 9 Toronto CN Towers; and if the steel rein- forcements were to be unspooled, they would travel 1.3 times around the Equator, Figure 1. -

Fourth Quarter and Full Year 2019 Earnings Presentation
Fourth Quarter and Full Year 2019 Earnings Presentation 26 February 2020 1 © Subsea 7 - 2020 subsea7.com Forward-looking statements Certain statements made in this presentation may include ‘forward-looking statements’. These statements may be identified by the use of words like ‘anticipate’, ‘believe’, ‘could’, ‘estimate’, ‘expect’, ‘forecast’, ‘intend’, ‘may’, ‘might’, ‘plan’, ‘predict’, ‘project’, ‘scheduled’, ‘seek’, ‘should’, ‘will’, and similar expressions. The forward-looking statements reflect our current views and are subject to risks, uncertainties and assumptions. The principal risks and uncertainties which could impact the Group and the factors which could affect the actual results are described but not limited to those in the ‘Risk Management’ section in the Group’s Annual Report and Consolidated Financial Statements for the year ended 31 December 2018. These factors, and others which are discussed in our public announcements, are among those that may cause actual and future results and trends to differ materially from our forward-looking statements: actions by regulatory authorities or other third parties; our ability to recover costs on significant projects; the general economic conditions and competition in the markets and businesses in which we operate; our relationship with significant clients; the outcome of legal and administrative proceedings or governmental enquiries; uncertainties inherent in operating internationally; the timely delivery of vessels on order; the impact of laws and regulations; and operating hazards, including spills and environmental damage. Many of these factors are beyond our ability to control or predict. Other unknown or unpredictable factors could also have material adverse effects on our future results. Given these factors, you should not place undue reliance on the forward-looking statements. -

The Future of Uk Gas Supplies
October 2004 Number 230 THE FUTURE OF UK GAS SUPPLIES The UK’s gas reserves are declining. Government and from self-sufficiency to import dependency on the industry analysts estimate that by around 2006 the UK security of UK energy supplies.5 This is because gas is will no longer be self-sufficient in gas production and also integral to the UK’s electricity generation industry, so will revert to being a net gas importer. Gas is the that security of gas supply cannot be decoupled from largest proportion of the UK’s primary energy supply, security of electricity supply. Gas is expected to continue and gas-fired power plants are the main method of to play a large role in future electricity generation power generation. The UK will increasingly depend on especially as nuclear facilities reach the end of their gas imported from Europe and further afield. This operational lives and carbon emission reductions force POSTnote examines the UK’s options for dealing with a the modernisation or closure of older coal-fired power diminishing domestic gas supply and for ensuring future plants. The 2003 Energy White Paper does not set gas security. specific targets for the share of gas in the total energy mix. Instead the Government prefers to create a market Background framework which encourages investment in a diversity of The UK relies on gas to provide energy for heating and energy sources. However, estimates suggest that the electricity more than any other primary energy source.1 minimum share of gas in electricity generation will rise to 39% of the UK’s primary energy comes from gas, 46% by 2012 and some analysts suggest this figure compared with 35% from oil, 15% from coal, 9% from could be as high as over 60%. -

Nord Stream: Not Just a Pipeline
FNI Report 15/2008 Nord Stream: Not Just a Pipeline An analysis of the political debates in the Baltic Sea region regarding the planned gas pipeline from Russia to Germany Bendik Solum Whist Nord Stream: Not Just a Pipeline An analysis of the political debates in the Baltic Sea Region regarding the planned gas pipeline from Russia to Germany Bendik Solum Whist [email protected] November 2008 Copyright © Fridtjof Nansen Institute 2008 Title: Nord Stream: Not Just a Pipeline. An analysis of the political debates in the Baltic Sea region regarding the planned gas pipeline from Russia to Germany Publication Type and Number Pages FNI Report 15/2008 79 Author ISBN Bendik Solum Whist 978-82-7613-546-6-print version 978-82-7613-547-3-online version Project ISSN 1504-9744 Abstract This report is an analysis of the planned gas pipeline from Russia to Germany through the Baltic Sea known as Nord Stream. Although not yet realised, the project has, since its birth, been the subject of harsh criticism and opposition by a significant number of states that consider themselves affected by the pipeline. Whereas the Baltic States and Poland have interpreted the pipeline as a political- ly motivated strategy that will increase Russia’s leverage on them and threaten their energy security, the debate in Sweden was at first mostly concerned with the prospect of increased Russian military presence in the Swedish Exclusive Economic Zone. The potential environmental impact of the pipeline has been, and continues to be, an overarching concern shared by all the littoral states of the Baltic Sea.