Engineering Tools for Robust Creep Modeling
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Modelling and Control Methods with Applications to Mechanical Waves
Digital Comprehensive Summaries of Uppsala Dissertations from the Faculty of Science and Technology 1174 Modelling and Control Methods with Applications to Mechanical Waves HANS NORLANDER ACTA UNIVERSITATIS UPSALIENSIS ISSN 1651-6214 ISBN 978-91-554-9023-2 UPPSALA urn:nbn:se:uu:diva-229793 2014 Dissertation presented at Uppsala University to be publicly examined in room 2446, ITC, Lägerhyddsvägen 2, Uppsala, Friday, 17 October 2014 at 10:15 for the degree of Doctor of Philosophy. The examination will be conducted in English. Faculty examiner: Prof. Jonas Sjöberg (Chalmers). Abstract Norlander, H. 2014. Modelling and Control Methods with Applications to Mechanical Waves. Digital Comprehensive Summaries of Uppsala Dissertations from the Faculty of Science and Technology 1174. 72 pp. Uppsala: Acta Universitatis Upsaliensis. ISBN 978-91-554-9023-2. Models, modelling and control design play important parts in automatic control. The contributions in this thesis concern topics in all three of these concepts. The poles are of fundamental importance when analyzing the behaviour of a system, and pole placement is an intuitive and natural approach for control design. A novel parameterization for state feedback gains for pole placement in the linear multiple input case is presented and analyzed. It is shown that when the open and closed loop poles are disjunct, every state feedback gain can be parameterized. Other properties are also investigated. Hammerstein models have a static non-linearity on the input. A method for exact compensation of such non-linearities, combined with introduction of integral action, is presented. Instead of inversion of the non-linearity the method utilizes differentiation, which in many cases is simpler. -

Design Analysis Method for Multidisciplinary Complex Product Using Sysml
MATEC Web of Conferences 139, 00014 (2017) DOI: 10.1051/matecconf/201713900014 ICMITE 2017 Design Analysis Method for Multidisciplinary Complex Product using SysML Jihong Liu1,*, Shude Wang1, and Chao Fu1 1 School of Mechanical Engineering and Automation, Beihang University, 100191 Beijing, China Abstract. In the design of multidisciplinary complex products, model-based systems engineering methods are widely used. However, the methodologies only contain only modeling order and simple analysis steps, and lack integrated design analysis methods supporting the whole process. In order to solve the problem, a conceptual design analysis method with integrating modern design methods has been proposed. First, based on the requirement analysis of the quantization matrix, the user’s needs are quantitatively evaluated and translated to system requirements. Then, by the function decomposition of the function knowledge base, the total function is semi-automatically decomposed into the predefined atomic function. The function is matched into predefined structure through the behaviour layer using function-structure mapping based on the interface matching. Finally based on design structure matrix (DSM), the structure reorganization is completed. The process of analysis is implemented with SysML, and illustrated through an aircraft air conditioning system for the system validation. 1 Introduction decomposition and function modeling, function structure mapping and evaluation, and structure reorganization. In the process of complex product design, system The whole process of the analysis method is aimed at engineering is a kind of development methods which providing designers with an effective analysis of ideas covers a wide range of applications across from system and theoretical support to reduce the bad design and requirements analysis, function decomposition to improve design efficiency. -

Understanding the Rational Function Model: Methods and Applications
UNDERSTANDING THE RATIONAL FUNCTION MODEL: METHODS AND APPLICATIONS Yong Hu, Vincent Tao, Arie Croitoru GeoICT Lab, York University, 4700 Keele Street, Toronto M3J 1P3 - {yhu, tao, ariec}@yorku.ca KEY WORDS: Photogrammetry, Remote Sensing, Sensor Model, High-resolution, Satellite Imagery ABSTRACT: The physical and generalized sensor models are two widely used imaging geometry models in the photogrammetry and remote sensing. Utilizing the rational function model (RFM) to replace physical sensor models in photogrammetric mapping is becoming a standard way for economical and fast mapping from high-resolution images. The RFM is accepted for imagery exploitation since high accuracies have been achieved in all stages of the photogrammetric process just as performed by rigorous sensor models. Thus it is likely to become a passkey in complex sensor modeling. Nowadays, commercial off-the-shelf (COTS) digital photogrammetric workstations have incorporated the RFM and related techniques. Following the increasing number of RFM related publications in recent years, this paper reviews the methods and key applications reported mainly over the past five years, and summarizes the essential progresses and address the future research directions in this field. These methods include the RFM solution, the terrain- independent and terrain-dependent computational scenarios, the direct and indirect RFM refinement methods, the photogrammetric exploitation techniques, and photogrammetric interoperability for cross sensor/platform imagery integration. Finally, several open questions regarding some aspects worth of further study are addressed. 1. INTRODUCTION commercial companies, such as Space Imaging (the first high- resolution satellite imagery vendor), to adopt the RFM scheme A sensor model describes the geometric relationship between in order to deliver the imaging geometry model has also the object space and the image space, or vice visa. -
Reliability Block Diagram (Rbd)
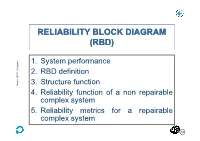
RELIABILITY BLOCK DIAGRAM (RBD) 1. System performance 2. RBD definition 3. Structure function Master ISMP Master ISMP - Castanier 4. Reliability function of a non repairable complex system 5. Reliability metrics for a repairable complex system 59 System performance Problem: Individual definition of the failure modes and components What about the global performance of the « system »? Master ISMP Master ISMP - Castanier 60 Reliability Block Diagram definition Definition A Reliability Block Diagram is a success-oriented graph which illustrates from a logical perspective how the different functional blocks ensure the global mission/function of the system. The structure of the reliability block diagram is mathematically described through structure functions which allow to assess some reliability measures of the (complex) Master ISMP Master ISMP - Castanier system. Function model EThe valve can be closed S and stop the flow SDV1 61 Reliability Block Diagram definition Decomposition of a complex system in functional blocks Component 1 8 9 4 4 2 7 8 10 Master ISMP Master ISMP - Castanier 5 6 3 9 10 Functional block 1 62 Reliability Block Diagram definition The classical architectures « Serie » structure A system which is operating if and only of all of its components are operating is called a serie structure/system. « Parallel » structure A system which is operating if at least one of its components is Master ISMP Master ISMP - Castanier operating is called a parallel structure/system. « oo » structure A system which is operating if at least of its component are operating is called a over structure/system 63 Reliability Block Diagram definition Example Let consider 2 independent safety-related valves V1 and V2 which are physically installed in series. -

A Model-Driven Data-Analysis Architecture Enabling Reuse and Insight in Open Data
A model-driven data-analysis architecture enabling reuse and insight in open data Robin Hoogervorst July 2018 Master's Thesis Master of Computer Science Specialization Software Technology University of Twente Faculty of Electrical Engineering, Mathematics and Computer Science Supervising committee: dr. Luis Ferreira Pires dr.ir. Maurice van Keulen prof.dr.ir. Arend Rensink Abstract The last years have shown an increase in publicly available data, named open data. Organisations can use open data to enhance data analysis, but tradi- tional data solutions are not suitable for data sources not controlled by the organisation. Hence, each external source needs a specific solution to solve accessing its data, interpreting it and provide possibilities verification. Lack of proper standards and tooling prohibits generalization of these solutions. Structuring metadata allows structure and semantics of these datasets to be described. When this structure is properly designed, these metadata can be used to specify queries in an abstract manner, and translated these to dataset its storage platform. This work uses Model-Driven Engineering to design a metamodel able to represent the structure different open data sets as metadata. In addition, a function metamodel is designed and used to define operations in terms of these metadata. Transformations are defined using these functions to generate executable code, able to execute the required data operations. Other transformations apply the same operations to the metadata model, allowing parallel transformation of metadata and data, keeping them synchronized. The definition of these metamodels, as well as their transformations are used to develop a prototype application framework able to load external datasets and apply operations to the data and metadata simultaneously. -

Integration Definition for Function Modeling (IDEF0)
NIST U.S. DEPARTMENT OF COMMERCE PUBLICATIONS £ Technology Administration National Institute of Standards and Technology FIPS PUB 183 FEDERAL INFORMATION PROCESSING STANDARDS PUBLICATION INTEGRATION DEFINITION FOR FUNCTION MODELING (IDEFO) » Category: Software Standard SUBCATEGORY: MODELING TECHNIQUES 1993 December 21 183 PUB FIPS JK- 45C .AS A3 //I S3 IS 93 FIPS PUB 183 FEDERAL INFORMATION PROCESSING STANDARDS PUBLICATION INTEGRATION DEFINITION FOR FUNCTION MODELING (IDEFO) Category: Software Standard Subcategory: Modeling Techniques Computer Systems Laboratory National Institute of Standards and Technology Gaithersburg, MD 20899 Issued December 21, 1993 U.S. Department of Commerce Ronald H. Brown, Secretary Technology Administration Mary L. Good, Under Secretary for Technology National Institute of Standards and Technology Arati Prabhakar, Director Foreword The Federal Information Processing Standards Publication Series of the National Institute of Standards and Technology (NIST) is the official publication relating to standards and guidelines adopted and promulgated under the provisions of Section 111 (d) of the Federal Property and Administrative Services Act of 1949 as amended by the Computer Security Act of 1987, Public Law 100-235. These mandates have given the Secretary of Commerce and NIST important responsibilities for improving the utilization and management of computer and related telecommunications systems in the Federal Government. The NIST, through its Computer Systems Laboratory, provides leadership, technical guidance, -

Functions As Models Chapter Outline
www.ck12.org CHAPTER 7 Functions as Models Chapter Outline 7.1 REVIEW OF FUNCTIONS 7.2 CHOOSING A FUNCTION MODEL 136 www.ck12.org Chapter 7. Functions as Models 7.1 Review of Functions Learning Objectives • Review the definition and notation for a function. • Understand how functions are a special class of relations. • Recognize that a function can be represented as an ordered pair, an equation or a graph. • Review function families that we will use to model relationships in our data. Definition We start with remembering the definition of a function. A function is a set of ordered pairs in which the first coordinate, usually x, matches with exactly one second coordinate, y. Equations that follow this definition can be written in function notation. The y coordinate represents the dependent variable, meaning the values of this variable depend upon what is substituted for the other variable. A function can be expressed as an equation, as shown below. In the equation, f represents the function name and (x) represents the variable. In this case the parentheses do not mean multiplication; rather, they separate the function name from the independent variable. input # f (x) = y out put |{z} f unction box You may have seen functions represented by a function machine. These emphasize the fact that functions are rules that explain how the input and output are related. For example, the function below triples the value of the input (x) and subtracts 1 from it. If 3 is fed into the machine, 3(3) − 1 = 8 comes out. 137 7.1. -

Software Engineering Session 7 – Main Theme Business Model
Software Engineering Session 7 – Main Theme Business Model Engineering Dr. Jean-Claude Franchitti New York University Computer Science Department Courant Institute of Mathematical Sciences 1 Agenda 11 IntroductionIntroduction 22 BusinessBusiness ModelModel RepresentationRepresentation 33 BusinessBusiness ProcessProcess ModelingModeling 44 CapturingCapturing thethe OrganizationOrganization andand LocationLocation AspectsAspects 55 DevelopingDeveloping aa ProcessProcess ModelModel 66 BPMN,BPMN, BPML,BPML, andand BPEL4WSBPEL4WS 77 BusinessBusiness ProcessProcess InteroperabilityInteroperability 88 SummarySummary andand ConclusionConclusion 2 What is the class about? Course description and syllabus: » http://www.nyu.edu/classes/jcf/g22.2440-001/ » http://www.cs.nyu.edu/courses/spring10/G22.2440-001/ Textbooks: » Software Engineering: A Practitioner’s Approach Roger S. Pressman McGraw-Hill Higher International ISBN-10: 0-0712-6782-4, ISBN-13: 978-00711267823, 7th Edition (04/09) » http://highered.mcgraw-hill.com/sites/0073375977/information_center_view0/ » http://highered.mcgraw- hill.com/sites/0073375977/information_center_view0/table_of_contents.html 3 Icons / Metaphors Information Common Realization Knowledge/Competency Pattern Governance Alignment Solution Approach 44 Agenda 11 IntroductionIntroduction 22 BusinessBusiness ModelModel RepresentationRepresentation 33 BusinessBusiness ProcessProcess ModelingModeling 44 CapturingCapturing thethe OrganizationOrganization andand LocationLocation AspectsAspects 55 DevelopingDeveloping aa ProcessProcess -

Function Modeling Using the System State Flow Diagram
Artificial Intelligence for Engineering Design, Analysis and Manufacturing (2017), 31, 413–435. # Cambridge University Press 2017 0890-0604/17 This is an Open Access article, distributed under the terms of the Creative Commons Attribution licence (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted re-use, distribution, and reproduction in any medium, provided the original work is properly cited. doi:10.1017/S0890060417000294 Function modeling using the system state flow diagram UNAL YILDIRIM, FELICIAN CAMPEAN, AND HUW WILLIAMS Automotive Research Centre, Faculty of Engineering and Informatics, University of Bradford, Bradford, United Kingdom (RECEIVED November 20, 2016; ACCEPTED March 31, 2017) Abstract This paper introduces a rigorous framework for function modeling of complex multidisciplinary systems based on the sys- tem state flow diagram (SSFD). The work addresses the need for a consistent methodology to support solution-neutral function-based system decomposition analysis, facilitating the design, modeling, and analysis of complex systems architec- tures. A rigorous basis for the SSFD is established by defining conventions for states and function definitions and a rep- resentation scheme, underpinned by a critical review of existing literature. A set of heuristics are introduced to support the function decomposition analysis and to facilitate the deployment of the methodology with strong practitioner guidelines. The SSFD heuristics extend the existing framework of Otto and Wood (2001) by introducing a conditional fork node heur- istic, to facilitate analysis and aggregation of function models across multiple modes of operation of the system. The em- pirical validation of the SSFD function modeling framework is discussed in relation to its application to two case studies: a benchmark problem (glue gun) set for the engineering design community; and an industrial case study of an electric vehicle powertrain. -
IDEF0 Includes Both a Definition of a Graphical Model
Faculty of Information Technologies Basic concepts of Business Process Modeling Šárka Květoňová Brno, 2006 Outline • Terminology • A Brief History on Business Activity • The basic approaches to Business Process Modeling – Formal x informal methods of specification and analysis – Verification of the informal defined methods • Software tools for Business Process specification and analysis (ARIS, BP Studio, JARP, Woflan, Flowmake, Oracle BPEL Process Manager, etc.) • Standards of BPM in context of BP Challenges – BPEL, BPMN, BPML, BPQL, BPSM, XPDL, XLANG, WSCI etc. • Mapping of UML Business Processes to BPEL4WS • Conclusions Terminology of BPM • Business Process is a set of one or more linked procedures or activities which collectively realize a business objective or policy goal, normally within the context of an organizational structure defining functional roles and relationships. • Business process model – is the representation of a business process in a form which supports automated manipulation, such as modeling or enactment. The process definition consists of a network of activities and their relationships, criteria to indicate the start and termination of the process, and information about the individual activities, such as participants, associated data, etc. • Workflow – is the automation of a business process, in whole or part, during which documents, information or tasks are passed from one participant to another for action, according to a set of procedural rules. Terminology of BPM • Method is well-considered (sophisticated) system -

Inverted Weibull Regression Models and Their Applications
Article Inverted Weibull Regression Models and Their Applications Sarah R. Al-Dawsari * and Khalaf S. Sultan Department of Statistics and Operations Research, College of Science, King Saud University, P.O. Box 2455, Riyadh 11451, Saudi Arabia; [email protected] * Correspondence: [email protected] Abstract: In this paper, we propose the classical and Bayesian regression models for use in conjunction with the inverted Weibull (IW) distribution; there are the inverted Weibull Regression model (IW-Reg) and inverted Weibull Bayesian regression model (IW-BReg). In the proposed models, we suggest the logarithm and identity link functions, while in the Bayesian approach, we use a gamma prior and two loss functions, namely zero-one and modified general entropy (MGE) loss functions. To deal with the outliers in the proposed models, we apply Huber and Tukey’s bisquare (biweight) functions. In addition, we use the iteratively reweighted least squares (IRLS) algorithm to estimate Bayesian regression coefficients. Further, we compare IW-Reg and IW-BReg using some performance criteria, such as Akaike’s information criterion (AIC), deviance (D), and mean squared error (MSE). Finally, we apply the some real datasets collected from Saudi Arabia with the corresponding explanatory variables to the theoretical findings. The Bayesian approach shows better performance compare to the classical approach in terms of the considered performance criteria. Keywords: Bayesian generalized linear models; Huber’s function; identity link function; log link function; modified general entropy loss function; Tukey’s bisquare function; zero-one loss function Citation: Al-Dawsari, S.R.; Sultan, K.S. Inverted Weibull Regression Models and Their Applications. -

Holistic Digital Function Modelling with Graph- Based Design Languages
INTERNATIONAL CONFERENCE ON ENGINEERING DESIGN, ICED19 5-8 AUGUST 2019, DELFT, THE NETHERLANDS HOLISTIC DIGITAL FUNCTION MODELLING WITH GRAPH- BASED DESIGN LANGUAGES Elwert, Michael (1); Ramsaier, Manuel (1); Eisenbart, Boris (2); Stetter, Ralf (1) 1: University of Applied Sciences Ravensburg-Weingarten; 2: Swinburne University of Technology ABSTRACT Graph-based design languages offer a promising approach to address several major issues in engineering, e. g. the laborious manual transfer between CAD and CAE. Such languages generate a digital meta- or system model storing all relevant information about a design and feed this into any relevant CAE tool as needed to simulate and test the impact of any design variation on the resulting product performance. As this can be automated in digital compilers to perform systematic design variation for an almost infinite amount of parameters, such graph-based languages are a powerful means to generate viable design alternatives and thus permit fast evaluations. To leverage the full potential of graph-based design languages, possibilities are presented to expand their applicability into the domain of product functions. This possibilities allow to cohesively link integrative function modelling to product structures. This intends to close the gap between the early, abstract stages and the systematic, concrete design generation and validation with relevant CAE tools. In this paper, the IFM Framework was selected as integrated function model to be linked with the graph- based design languages. Keywords: Functional modelling, Systems Engineering (SE), Digital / Digitised engineering value chains Contact: Stetter, Ralf University of Applied Sciences Ravensburg-Weingarten Mechanical Engineering Germany [email protected] Cite this article: Elwert, M., Ramsaier, M., Eisenbart, B., Stetter, R.