Performance Tuning the B Series Engines
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Self-Study Programme 211 the New Beetle
High-mounted stop light The high-level stop light is integrated in the boot. If an LED fails, the complete unit must be replaced. When installing the stop light, take care to ensure that the rubber seal is properly seated, otherwise water may enter the luggage compartment. 211/047 Removing and installing of the front bumper The front bumper can only be removed as a unit complete with the two wings. These components can then be fitted individually. 211/078 Removing and installing the rear bumper The rear bumper also has to be removed together with the wings. The wings and bumper can be separated after this. 211/023 15 Engines General information The New Beetle, like the Golf ´98, Audi A3 and Design features of the 1.9-ltr. and 2.0-ltr. Skoda Oktavia, is based on the A-platform. The A4 platform engines: engines of these vehicles are almost identical from a technical viewpoint too. • No intermediate shaft The New Beetle is available with a 1.9-ltr. TDI • Chain-driven oil pump engine and a 2.0-ltr. petrol engine with crossflow • New thermostat housing cylinder head. • Small engine block • Aluminium oil sump • Lightweight valve train • New coolant pump housing • Pendulum-type engine support 211/135 211/016 Assembly mounting The assembly mounting comprises engine mount (hydraulic mount) -1-, gearbox mount (bonded rubber bush) -2- and stabiliser link -3-. The assembly layout is designed to increase flexibility about the axis of rotation of the engine. The stabiliser link absorbs the engine movement which is induced by engine torque. -

Vertical Shaft Engines 8 27 HP Kohler 17.5 HP Briggs & Stratton Briggs & Stratton Engines Courage Vertical 5 Ft-Lbs
4 Vertical Shaft Engines 8 www.surpluscenter.com 27 HP Kohler 17.5 HP Briggs & Stratton Briggs & Stratton Engines Courage Vertical 5 ft-lbs. Briggs & Vertical Engine Stratton Engine ITEM 28-1843 $439.95 Engine ITEM 28-1868 ITEM 28-1810 $629.95 $109.99 • New, KOHLER Courage series, twin • New BRIGGS & STRATTON PowerBuilt • New, BRIGGS & STRATTON vertical cylinder, vertical shaft gas engine. Ideal for INTEK vertical engine with AVS. Cast iron shaft L-head engine. Muffler guard. Man - lawn mower replacement or building sleeve. No muffler and fuel tank. Fuel filter ual throttle. Primer bulb. Not for sale in equipment. Aluminum block with cast iron included. Dual 3 and 5 amps alternator. California. cylinder liners. Features include 12 volt DC SPECIFICATIONS • Shaft 1˝ dia. x 3.16˝ SPECIFICATIONS 7/16 electric start, crossflow cylinder head with • Model 31C707-3346 tapped -20 • Model 10T502-0178-B1 • Shaft ⅞˝ dia. x 1.812˝ • Power 17.5 HP • Mount 10˝ bolt circle ⅜ overhead valves, pressurized lubrication • Disp. 502 cc. • No fuel tank • Displacement 158 cc w/keyway, tapped -24 with filter, electronic ignition, 12 volt fuel • Start electric • Size 18˝ x 15˝ x 12 ¼˝ • Torque 5 ft-lbs. at 3060 RPM • Mount 3 hole, 8˝ B.C. shutoff, fuel pump, float type carburetor, • Shaft orientation vertical • Shpg. 75 lbs. • HP (calculated) 4 at 3600 RPM • Fuel tank 1 quart and 12 volt DC 25 amp alternator. No fuel • Speed 3600 RPM max. • Size 12.8˝ x 11.5˝ x 9.5˝ tank or muffler. 12.5 HP Briggs & Stratton • Start recoil • Shpg. 33 lbs. -

2015 Jetta Release
Media Information VOLKSWAGEN OF AMERICA, INC. 2200 Ferdinand Porsche Drive Herndon, Virginia 20171 FOR IMMEDIATE RELEASE media.vw.com @VWnews CONTACT: Mark Gillies Darryll Harrison 703-364-7104 310-773-6720 [email protected] [email protected] 2015 VOLKSWAGEN JETTA: VOLKSWAGEN’S BEST-SELLING SEDAN, REFINED Freshened styling, enhanced content, new driver assistance systems, and improved fuel efficiency head the updates for the 2015 model year New front, rear, and interior styling enhance Jetta’s clean and timeless design New available driver assistance systems: Blind Spot Monitor, Rear Traffic Alert, Forward Collision Warning System, and Park Distance Control New 2.0T TDI® Clean Diesel EA288 engine offers an EPA-estimated highway fuel economy rating of 46 mpg with manual transmission Limited-edition 1.8T Sport trim offers sport suspension, navigation, rearview camera, and rear spoiler starting at $20,895 Improved aerodynamics and reduced rolling resistance help increase efficiency across Jetta lineup Bi-Xenon headlights with LED Daytime Running Lights and Adaptive Front- lighting System now available on select trims Herndon, VA – In America, the Jetta has held the crown as Volkswagen’s best-selling car for many years, a title that has continued to this day thanks to the success of the sixth-generation model, released in 2011. Now for 2015, Volkswagen presents its refined, redesigned Jetta. Following the updates that arrived with the 2014 model, which included a 1.8-liter turbocharged EA888 engine replacing the 2.5-liter five-cylinder unit, the 2015 Jetta brings with it a fresh new face and some important updates underneath. -

Hyster Forklifts & Lift Trucks Warehouse-Industrial Crane.Market
Technical Guide Sit-down, Counterbalanced I.C.E. Pneumatic Tire Courtesy of Crane.Market H40-70FT DIMENSIONS 21 Dual Tread 63 (1601) 44.9 (1140) 17 22 For 90˚ Stacking Aisle, Add Outside Turning Radius 21 24 Plus Dimension 22 Plus Load Length. LIFT LOAD TRUCK CAPACITY CENTER FGJL MODEL lb (kg) in (mm) percent percent in (mm) in (mm) 15 15 H40FT 4000 (1814) 24.0 (610) 48% 25.3% 27.6 (702) 15.0 (382) H50FT 5000 (2268) 24.0 (610) 44% 25.3% 27.6 (702) 15.0 (382) H60FT 6000 (2721) 24.0 (610) 52% 28.0% 28.6 (727) 16.0 (407) H70FT 7000 (3175) 24.0 (610) 54% 28.0% 28.6 (727) 16.0 (407) 18 10 Head Clearance When Seat Is In Depressed Position H40-50FT (see chart lower left) 42.3 (1075) H60FT 20 45.9 (1167) H70FT 44.6 (1134) 11 Optional L 11 Standard J F 37 38 G Tow Pin H40-50FT - 14.4 (365) 22 35 H60-70FT - 15.4 (390) SEAT TYPE STANDARD OHG OPTIONAL OHG 16 in (mm) in (mm) Non-Suspension 42.0 (1067) 39.4 (1001) Semi-Suspension 42.5 (1079) 39.9 (1013) Full-Suspension 42.0 (1067) N/A Swivel Full-Suspension 41.8 (1061) N/A Circled dimensions correspond to the line numbers on the tabulated chart inside the technical guide. Dimensions are in inches (millimeters). Truck shown with optional equipment. 2 Courtesy of Crane.Market H40FT SPECIFICATIONS 1 Manufacturer Name Hyster Company 2 Model H40FT Engine PSI 2.4L Kubota 2.5L Kubota 2.4L Tier 4 Final 3 Rated Capacity lb (kg) 4000 (1814) 4 Load Center, Distance in (mm) 24.0 (610) 5 Power Type - LPG, Diesel, Dual Fuel LPG Dual Fuel LPG Diesel GENERAL 6 Operator Type Sit-Down Rider 7 Step Height in (mm) 15.0 -
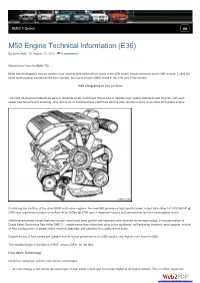
M50 Engine Technical Information (E36) by John Avis · August 19, 2012 · 0 Comments
BMW 3 Series M50 Engine Technical Information (E36) By John Avis · August 19, 2012 · 0 comments Reproduced from the BMW TIS. BMW has developed a new six-cylinder, four valve engine which will be found in the 525i model. Known internally as the M50 engine, it uses the same technological concept as the four-cylinder, four valve engine (M42) found in the 318i and 318is models. Visit efragrance to buy perfume The main development objectives were to maximize power output and torque and to maintain high quality standards and long life, with even easier maintenance and servicing. And, above all, to combine these objectives with the silky smooth running of an inline six-cylinder engine. Continuing the tradition of the other BMW multi-valve engines, the new M50 provides a high specific power output – 141 KW/188 HP @ 5900 rpm, a generous torque curve – 245Nm @ 4700 rpm (= maximum torque) and low emission and fuel consumption levels. Additional advanced design features include: direct solid state ignition with separate coils mounted above spark plugs, a new generation of Digital Motor Electronics – DME 3.1, maintenance-free ribbed belt drive to the auxiliaries, self-adjusting hydraulic valve tappets, vertical oil filter configuration, a plastic intake manifold assembly and asbestos-free gaskets and seals. Despite its use of four valves per cylinder and its higher performance, the M50 weighs only slightly more than the M20. The installed angle of the M50 is 30° versus 20° for the M20. Four Valve Technology Using four valves per cylinder has various advantages: Less energy is lost during gas exchange, so that power output and torque are higher at all engine speeds. -

The Volkswagen 2.0 Liter Chain-Driven TSI Engine Volkswagen Group of America, Inc
Service Training Self-Study Program 824803 The Volkswagen 2.0 Liter Chain-Driven TSI Engine Volkswagen Group of America, Inc. Volkswagen Academy Printed in U.S.A. Printed 5/2008 Course Number 824803 ©2008 Volkswagen Group of America, Inc. All rights reserved. All information contained in this manual is based on the latest information available at the time of printing and is subject to the copyright and other intellectual property rights of Volkswagen Group of America, Inc., its affi liated companies and its licensors. All rights are reserved to make changes at any time without notice. No part of this document may be reproduced, stored in a retrieval system, or transmitted in any form or by any means, electronic, mechanical, photocopying, recording or otherwise, nor may these materials be modified or reposted to other sites without the prior expressed written permission of the publisher. All requests for permission to copy and redistribute information should be referred to Volkswagen Group of America, Inc. Always check Technical Bulletins and the latest electronic repair information for information that may supersede any information included in this booklet. Trademarks: All brand names and product names used in this manual are trade names, service marks, trademarks, or registered trademarks; and are the property of their respective owners. Contents Introduction ...............................................................................1 Engine Mechanicals ...................................................................3 Lubrication -

Type 3 Efficient Durable Reliable for More Than 40 Years We Have Specialised in Developing and Producing Gas Engines for an Optimised Power and Heat Generation
Type 3 efficient durable reliable For more than 40 years we have specialised in developing and producing gas engines for an optimised power and heat generation. Drawing on our vast experience, we are able to supply our customers with fully developed products to cover their specific needs. Our high-tech engines in the 0.3 – 3 Megawatt range are designed for stationary non-intermittent operation and are characterised by extremely high degrees of efficiency, low exhaust gas emissions, durability and a high level of reliability. Besides natural gas, the engines can be operated using a broad spectrum of different gases. This offers customers all over the world the best guarantee for an efficient and safe energy supply. Our wide scope of supply ranges from gensets to complete cogeneration systems, including extensive maintenance and service packages. 3 efficient Long service intervals, maintenance-friendly engine design and low fuel consumption guarantee maximum efficiency durable 4 Optimised engine components enable prolonged component service life, even when using polluted fuel gases such as landfill gas reliable 5 Type 3 stands out in its power range of 600 to 1,100 kW because of its technical maturity and high degree of reliability 6 2 1 2 Type Technical Features 1 Spark plug We continuously develop and optimise • long adjustment cycles • service life of up to 15,000 the electrode alloys and geometry to keep pace with the operating hours • outstanding reliability of operation, even at requirements of modern gas engines. low emission levels 2 Gas mixer The gas mixer we have developed • optimised geometry and short floating times • low pressure functions according to the equal-pressure principle and has been losses and therefore high degree of efficiency at full load • strict optimised over the years to meet the requirements of modern adherence to NOx emission values • trouble-free operation with gas engines. -
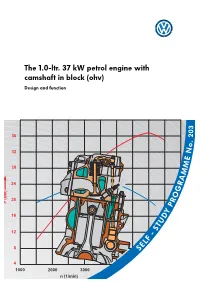
The 1.0-Ltr. 37 Kw Petrol Engine with Camshaft in Block (Ohv) Design and Function
The 1.0-ltr. 37 kW petrol engine with camshaft in block (ohv) Design and function 3 0 36 2 . o 32 N E 28 M M A 24 R G 20 O P (kW) R P Y 16 D U T 12 S - F L E 8 S 4 1000 2000 3000 n (1/min) In the Lupo, VW will be extending its range of petrol engines with a new 1.0-ltr. engine with aluminium block with camshaft in block (ohv). It conforms to the exhaust emission standards EU III and D3. This compact and light-weight engine is an in-Group development and is based on proven engine components. 203/24 In this Self-Study Programme, we will explain to you the design and function of this new engine. At a glance Specifications .............................................................. 4 Engine data Engine overview Engine mechanicals ................................................... 6 Crankshaft Cylinder block Cylinder liner Timing gears Valve timing adjustment Oil pump Valve timing Drives for auxiliary components Coolant pump System overview ........................................................ 10 Engine management system Simos 2P Sensors/actuators Sensors ......................................................................... 14 Engine speed sender G28 and TDC recognition Intake manifold pressure sender G71 and intake air temperature sender G41 Knock sensor G61 Injection system .......................................................... 17 Intake module with injectors Functional diagram .................................................... 18 Self-diagnosis ............................................................. 20 Test your knowledge .................................................. 21 New Important Note The Self-Study Programme Please always refer to the relevant is not a Workshop Manual. Service Literature for all inspection, adjustment and repair instructions. 3 Specifications Engine data Engine code: AHT 40 Type: 4-cylinder 36 in-line engine 32 3 Displacement: 997 cm 28 Bore: 72 mm Stroke: 61.2 mm 24 Compression ratio: 10 : 1 20 90 P (kW) P Rated output: 37 kW at 16 80 5000 rpm 12 70 Max. -

2.0-Litre Engine
Service. Self-Study Programme 233 2.0-litre Engine Design and Function The 2.0-litre engine stems from a successful In this Self-Study Programme, you can familiarise engine generation and has a long history. yourself with the design and function of the 113 series engine and 827 series engine with The engine blocks of the 1.6-litre and 1.8-litre intermediate distributor drive shaft. engines have a similar design. VW has been fitting the engine with intermediate The functions of components such as the coolant shaft in the Golf convertible since May 1999. pump, radiator, oil pump and oil pump motor are identical. The 2.0-litre/88 kW engine with flying camshaft (Flino) and new functional features will also be A notable feature of these engines is their closed presented. system control loops which greatly reduce the pollutant emission in the exhaust gases. The 2.0-litre engine has different structural design details than the 113 and 827 series. 233_024 New Important Note The Self-Study Programme Please always refer to the relevant Service Literature is not a Workshop Manual! for all inspection, adjustment and repair instructions. Service Literature. 2 Table of contents 2.0-litre/85 kW engine AQY/ATU . 4 Crankcase breather . 8 Fuel injection . 9 Pistons . 10 Sensors . 11 PTFE oil seal . 12 Secondary air system . 13 Emission control . 15 ODB II exhaust emission monitoring system . 17 System overview . 18 Function diagram . 20 Self-diagnosis . 24 2.0-litre/88 kW engine ATF/ASU . 26 Flying camshaft . 28 System overview ATF/ASU . -
Media Information VOLKSWAGEN of AMERICA, INC
Media Information VOLKSWAGEN OF AMERICA, INC. 2200 Ferdinand Porsche Drive Herndon, Virginia 20171 (703) 364-7000 media.vw.com FOR IMMEDIATE RELEASE @VWNews 2015 VOLKSWAGEN PASSAT: BUILT IN AMERICA, FOR AMERICA Outstanding fuel efficiency, class-leading rear-seat legroom, priced from $21,340 New 2.0-liter turbocharged and direct-injection four-cylinder TDI® Clean Diesel engine; brings enhanced horsepower and fuel economy Only TDI® Clean Diesel option in segment with EPA estimated 44 mpg highway fuel economy and range of nearly 814 miles Rearview camera now available on S and Wolfsburg trims Windshield wiper rain sensor now available on SEL trims Herndon, VA – The 2015 Volkswagen Passat is an American-built mid-size sedan with the amenities and space of many full-size models, with best-in-class, stretch-out rear-seat legroom and trunk space to match. The Passat TDI® version—the only clean diesel option in the segment—delivers an EPA estimated 44 miles per gallon on the highway with the manual transmission, giving a range of almost 814 miles. The previous-generation diesel engine, matched to a six-speed manual transmission, and driven using special, highly efficient driving techniques and tires, set a new GUINNESS WORLD RECORDS® achievement for the “lowest fuel consumption—48 U.S. states for a non-hybrid car” category with a stellar 77.99 mpg—more than 10 mpg better than the previous mark of 67.9 mpg. New for 2015 Headlining the Passat’s changes for 2015 is a new 2.0-liter four-cylinder engine TDI Clean Diesel engine that produces 150 horsepower and carries the designation EA288. -
Ford Pushrod
Words Paul Davies Ford Photos Jon Hill Pushrod A popular engine to play with, Ford's pushrod powers many of our beloved retro cars. Here's how to get the best from it. retro cars 11 04 In the near future retro-kids will ask about the facts of life. "Daddy what's a pushrod?" the miniature enthusiast will question. Born in a world of overhead camshafts, multi-valve cylinder heads and engine manage- ment systems, the mere idea of operating the valves through long sticks, pushed up and down by a single shaft buried deep in the engine, will seem just crazy. Retro-dad will sigh, put down his copy of Classic Anorak magazine, and begin. The BMC A-Series engine will be dismissed in a few words as "so 1950s" and then he'll go dewy-eyed as he tells the story about Ford's great range of four-cylinder pushrod motors. Generations of classic car enthusi- asts, he'll say, owe it all to a dynasty produced from the late '50s through to the turn of the last century. Without these the Anglia, Cortina, Escort and others — not to mention such famous names as Cosworth, Holbay, Stewart, Clark (J and R) and Senna — might not have happened. Yes it's old technology now, but the Ford fours can lay claim to being at the centre of the formative years of the classic car. And, more to the point, they're still out there in hundreds of thousands — waiting to be lovingly rebuilt and modified. Pushrod Fords slip comfortably into two sections: Kent crossflow engines and the earlier pre-crossflow units. -

Natural Gas, the Engines Can Be Operated Using a Broad Spectrum of Different Gases
Type 6 efficient durable reliable For more than 40 years we have specialised in developing and producing gas engines for an optimised power and heat generation. Drawing on our vast experience, we are able to supply our customers with fully developed products to cover their specific needs. Our high-tech engines in the 0.3 – 3 Megawatt range are designed for stationary non-intermittent operation and are characterised by extremely high degrees of efficiency, low exhaust gas emissions, durability and a high level of reliability. Besides natural gas, the engines can be operated using a broad spectrum of different gases. This offers customers all over the world the best guarantee for an efficient and safe energy supply. Our wide scope of supply ranges from gensets to complete cogeneration systems, including extensive maintenance and service packages. efficient 3 The engine speed of 1,500 rpm results in a high capacity rate and, therefore, low installation costs. The pre-combustion chamber concept enables you to achieve both maximum efficiency and the lowest emission rates at the same time durable 4 For this type in the 1.7 MW to 3 MW power ran- ge, the perfected design concepts and optimised components guarantee a service life of 60,000 operating hours before the first major over- haul reliable Continuous and dedicated refining 5 based on extensive experience has resulted in a reliable and state-of- the-art product 2 1 2 Type Technical Features 1 Four-valve cylinder head The cylinder • little charge changing work • efficient and stable combustion head, equipped with two intake and two exhaust valves and a centrally located scavenged pre-combustion chamber, was developed using state-of-the-art calculation and simulation methods (CFD).