Redalyc.L (+) Lactic Acid Fermentation and Its Product Polymerization
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Calcium Stearate Processing
National Organic Standards Board Technical Advisory Panel (TAP) Review Compiled by University of California Sustainable Agriculture Research and Education Program (UC SAREP) for the USDA National Organic Program Calcium Stearate Processing Executive Summary1 A petition is under consideration with respect to NOP regulations subpart G §205.605, governing the use of substances in processed products: Petitioned: Inclusion of calcium stearate on National List of nonagricultural substances allowed in or on processed products labeled as “organic” or “made with organic (specified ingredients or food group(s)).” Calcium stearate is a compound of calcium with a mixture of solid organic acids obtained from edible sources. It is generally used as a solid-phase lubricant that reduces friction between particles of the substance to which it is added. The Petitioner’s intended use is “as a flow agent (anti-dusting agent)” to be used in dry flour based ingredients sold to bakeries (NOSB Petition). The NOP has no prior listing or ruling on the substance. All three reviewers agreed that the substance should be considered synthetic. The reviewers were divided over the use of calcium stearate in food labeled as “organic.” Two of the reviewers felt it should not be allowed in these foods, while one reviewer felt it should be accepted. One reviewer who voted to restrict its use indicated that more information was needed on the nature of the substance and its potential applications, and the other reviewer felt that inclusion of a “synthetic” substance in organics runs contrary to consumer’s expectations regarding organic products. All three reviewers agreed that the substance should be allowed in products labeled as “made with organic…” ingredients. -

Microbial Biosynthesis of Lactate Esters
University of Tennessee, Knoxville Trace: Tennessee Research and Creative Exchange Faculty Publications and Other Works -- Engineering -- Faculty Publications and Other Chemical and Biomolecular Engineering Works 2019 Microbial biosynthesis of lactate esters Jong-Won Lee University of Tennessee, Knoxville Cong T. Trinh University of Tennessee, Knoxville Follow this and additional works at: https://trace.tennessee.edu/utk_chembiopubs Recommended Citation Lee, Jong-Won and Trinh, Cong T., "Microbial biosynthesis of lactate esters" (2019). Faculty Publications and Other Works -- Chemical and Biomolecular Engineering. https://trace.tennessee.edu/utk_chembiopubs/103 This Article is brought to you for free and open access by the Engineering -- Faculty Publications and Other Works at Trace: Tennessee Research and Creative Exchange. It has been accepted for inclusion in Faculty Publications and Other Works -- Chemical and Biomolecular Engineering by an authorized administrator of Trace: Tennessee Research and Creative Exchange. For more information, please contact [email protected]. Lee and Trinh Biotechnol Biofuels (2019) 12:226 https://doi.org/10.1186/s13068-019-1563-z Biotechnology for Biofuels RESEARCH Open Access Microbial biosynthesis of lactate esters Jong‑Won Lee1,2 and Cong T. Trinh1,2,3* Abstract Background: Green organic solvents such as lactate esters have broad industrial applications and favorable envi‑ ronmental profles. Thus, manufacturing and use of these biodegradable solvents from renewable feedstocks help beneft the environment. -

Liquid-Phase Dehydration of Lactic Acid for the Production of Bio-Acrylic Acid Development of a Multi-Step Process
Liquid-phase dehydration of lactic acid for the production of bio-acrylic acid Development of a multi-step process Flüssigphasen-Dehydratisierung von Milchsäure zur Produktion von biobasierter Acrylsäure Entwicklung eines mehrstufigen Prozesses Der Technischen Fakultät der Friedrich-Alexander-Universität Erlangen-Nürnberg zur Erlangung des Grades DOKTOR-INGENIEUR vorgelegt von Matthias Kehrer, M. Sc. aus Nürnberg Als Dissertation genehmigt von der Technischen Fakultät der Friedrich-Alexander-Universität Erlangen-Nürnberg. Tag der mündlichen Prüfung: 17. Dezember 2018 Vorsitzende/r des Promotionsorgans: Prof. Dr.-Ing. Reinhard Lerch Gutachter/in: Prof. Dr. Peter Wasserscheid Prof. Dr. Nicolas Vogel To my family “Obstacles don’t have to stop you. If you run into a wall, don’t turn around and give up. Figure out how to climb it, go through it, or walk around it.” Michael Jordan Preface i Preface The present work was carried out in the period from May 2014 to December 2017 at the Institute of Chemical Reaction Engineering of the Friedrich-Alexander-University Er- langen-Nürnberg, headed by Prof. Dr. Peter Wasserscheid. The results presented herein where achieved within the scope of the research project “Liquid-phase dehydration of lactic acid obtained via fermentation for the production of bio-acrylic acid”, which was carried out in close collaboration with the industrial partner Procter & Gamble. At this point, I would like to dedicate personal thanks to a large number of people and their various contributions, involved in the development of this work: First and foremost, I would like to thank my supervisor, Prof. Dr. Peter Wasserscheid, for giving me the opportunity to be part of this interesting and exciting project and for the excellent mentoring during the entire period of this thesis. -

Your Reliable Partner DELIVERING SAFE and QUALITATIVE PRODUCTS for HIGH PERFORMANCE SOLUTIONS
Your reliable partner DELIVERING SAFE AND QUALITATIVE PRODUCTS FOR HIGH PERFORMANCE SOLUTIONS corbion.com/biochemicals Why Corbion? Advanced technology and R&D At Corbion, we engage in ongoing R&D efforts to improve performance and sustainability of our products and processes. Consistent high quality Corbion has mastered the production technology to make high purity, high performance lactic acid, derivatives and lactides at industrial scale. Corbion factory in The Netherlands 100 100 years of experience Corbion has 100 years of experience in sales, application development and industrial scale production. Corbion is the global market leader in lactic acid, derivatives and lactides. Your reliable Global presence With 10 production facilities and sales offices on every partner continent, we are always close by to help you with your application development. All our products are available at an industrial scale Innovation and Application Our innovation and Application centers are focused on your Safer and more friendly for our planet challenges of tomorrow. Our technical team of chemist, analytical Corbion produces high quality lactic acid and derivatives and application technologist are available to provide you with using a biochemical fermentation process by efficient customized solutions. conversion of sugars. Corbion products are regarded as safe, offering a good alternative to traditional products that Deliveries have become under increased regulatory pressure. Corbion works on continuous improvement of its delivery times and reliability. Working to improve consistency within the supply chain is making the network more responsive while streamlining operations. Prevention Corbion deploys prevention activities in our plants and throughout our supply chain in order to avoid the occurrence of incidents. -
Emulsions and the HLB System
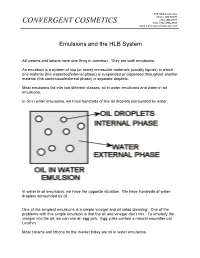
2393 Blaine Avenue Orono, MN 55391 (952) 906-0771 CONVERGENT COSMETICS FAX: (952) 906-9781 www.ConvergentCosmetics.com Emulsions and the HLB System All creams and lotions have one thing in common. They are both emulsions. An emulsion is a system of two (or more) immiscible materials (usually liquids) in which one material (the dispersed/internal phase) is suspended or dispersed throughout another material (the continuous/external phase) in separate droplets. Most emulsions fall into two different classes, oil in water emulsions and water in oil emulsions. In oil in water emulsions, we have hundreds of tiny oil droplets surrounded by water. In water in oil emulsions, we have the opposite situation. We have hundreds of water droplets surrounded by oil. One of the simplest emulsions is a simple vinegar and oil salad dressing. One of the problems with this simple emulsion is that the oil and vinegar don’t mix. To emulsify the vinegar into the oil, we can use an egg yolk. Egg yolks contain a natural emulsifier call Lecithin. Most creams and lotions on the market today are oil in water emulsions. 2393 Blaine Avenue Orono, MN 55391 (952) 906-0771 CONVERGENT COSMETICS FAX: (952) 906-9781 www.ConvergentCosmetics.com In 1949, William C. (Bill) Griffin developed the Hydrophile-Lipophile Balance System or HLB System when he was a chemist at the Atlas Powder Company, which eventually became ICI Surfactants and is part of Uniqema today. All emulsifier have two parts; like a bar magnet. A bar magnet has a north pole and a south pole. Nonionic emulsifiers also have two poles or parts. -
Fermentation and Ester Taints
Fermentation and Ester Taints Anita Oberholster Introduction: Aroma Compounds • Grape‐derived –provide varietal distinction • Yeast and fermentation‐derived – Esters – Higher alcohols – Carbonyls – Volatile acids – Volatile phenols – Sulfur compounds What is and Esters? • Volatile molecule • Characteristic fruity and floral aromas • Esters are formed when an alcohol and acid react with each other • Few esters formed in grapes • Esters in wine ‐ two origins: – Enzymatic esterification during fermentation – Chemical esterification during long‐term storage Ester Formation • Esters can by formed enzymatically by both the plant and microbes • Microbes – Yeast (Non‐Saccharomyces and Saccharomyces yeast) – Lactic acid bacteria – Acetic acid bacteria • But mainly produced by yeast (through lipid and acetyl‐CoA metabolism) Ester Formation Alcohol function Keto acid‐Coenzyme A Ester Ester Classes • Two main groups – Ethyl esters – Acetate esters • Ethyl esters = EtOH + acid • Acetate esters = acetate (derivative of acetic acid) + EtOH or complex alcohol from amino acid metabolism Ester Classes • Acetate esters – Ethyl acetate (solvent‐like aroma) – Isoamyl acetate (banana aroma) – Isobutyl acetate (fruit aroma) – Phenyl ethyl acetate (roses, honey) • Ethyl esters – Ethyl hexanoate (aniseed, apple‐like) – Ethyl octanoate (sour apple aroma) Acetate Ester Formation • 2 Main factors influence acetate ester formation – Concentration of two substrates acetyl‐CoA and fusel alcohol – Activity of enzyme responsible for formation and break down reactions • Enzyme activity influenced by fermentation variables – Yeast – Composition of fermentation medium – Fermentation conditions Acetate/Ethyl Ester Formation – Fermentation composition and conditions • Total sugar content and optimal N2 amount pos. influence • Amount of unsaturated fatty acids and O2 neg. influence • Ethyl ester formation – 1 Main factor • Conc. of precursors – Enzyme activity smaller role • Higher fermentation temp formation • C and N increase small effect Saerens et al. -

Application of Hollow Fiber Supported Liquid Membrane As a Chemical Reactor for Esterification of Lactic Acid and Ethanol to Ethyl Lactate
Korean J. Chem. Eng., 33(1), 8-13 (2016) pISSN: 0256-1115 DOI: 10.1007/s11814-015-0233-5 eISSN: 1975-7220 RAPID COMMUNICATION INVITED REVIEW PAPER Application of hollow fiber supported liquid membrane as a chemical reactor for esterification of lactic acid and ethanol to ethyl lactate Thanyarutt Teerachaiyapat and Prakorn Ramakul† Department of Chemical Engineering, Faculty of Engineering and Industrial Technology, Silpakorn University, Nakhon Pathom 73000, Thailand (Received 11 August 2015 • accepted 6 November 2015) Abstract−Hollow fiber supported liquid membrane was applied as a reactor to synthesize ethyl lactate from lactic acid. Lactic acid in the feed solution was extracted by tri-n-octylamine (TOA) and stripped by ethanol with p-toluene sulfonic acid acting as the catalyst to form ethyl lactate. Central composite design (CCD) was used to determine the significant factors and their interactions. The response surface was applied for optimization. An optimized yield of 30% was predicted and its validity was evaluated by comparison with experimental results at different concentrations of lac- tic acid in the feed solution, with good agreement achieved. Keywords: Liquid Membrane, Hollow Fiber, Ethyl Lactate, Lactic Acid, CCD INTRODUCTION acid and ethanol because both can be produced in large quantities by fermentation. The esterification between lactic acid and etha- Liquid membrane processes have been promising methods for nol is an equilibrium-limited reaction. Higher yields of ethyl lac- metal ion and organic compound separation. They have received tate can be obtained by shifting the reaction towards products by considerable attention due to the advantages of combining extraction hybrid processes, such as pervaporation-aided reactor and reac- and stripping processes in one stage, as well as non-equilibrium tive distillation instead of using a large excess of reactants. -

Niaproof ® Calcium Stearoyl Lactylate
Technical Data Sheet Ref.: 2019_02v3 Niaproof ® Calcium Stearoyl Lactylate Niaproof® Calcium Stearoyl Lactylate is to exceed 0.5 parts for each 100 parts by offered as a white to cream colored powder weight of flour used. CSL is especially grade. preferred in lean hearth bread type formulations as a dough strengthener. PRODUCT PROPERTIES It is also used as a whipping agent in liquid and frozen egg white at a level not to Chemical Calcium Stearoyl-2- exceed 0.05 percent. In dried egg white at a name Lactylate level not to exceed 0.5 percent. In whipped Formula C48H86CaO12 vegetable oil topping at a level not to exceed 0.3 percent of the weight of the finished White to cream colored whipped vegetable oil topping. Product form powder with a slightly Niaproof CSL is used as a conditioning sweet (caramel) odor agent in dehydrated potatoes in an amount Molecular not to exceed 0.5 percent by weight thereof. 895.27 g/mol weight Legislation CAS No. 5793-94-2 Niaproof Calcium Stearoyl Lactylate EINECS No. 227-335-7 complies with the Food Chemical Codex (FCC). It is a non-toxic additive permitted for HS-code EU 2915.70 direct addition to food for human HS-code US 2915.70 consumption as listed in 21 CFR 172.844. Niaproof CSL is also an approved food Flash point 222 °C additive according to EU with E-number Solubility in Sparingly soluble E482. Water Please check local legislation for the exact dosage levels and allowed applications. Stability Applications Niaproof Calcium Stearoyl Lactylate is stable for 2 years from date of manufacture. -

Alkanoyl Lactyl Lactate Salts As Used in Cosmetics
Safety Assessment of Alkanoyl Lactyl Lactate Salts as Used in Cosmetics Status: Final Report Release Date: July 17, 2019 Panel Date: June 6-7, 2019 The 2019 Cosmetic Ingredient Review Expert Panel members are: Chair, Wilma F. Bergfeld, M.D., F.A.C.P.; Donald V. Belsito, M.D.; Ronald A. Hill, Ph.D.; Curtis D. Klaassen, Ph.D.; Daniel C. Liebler, Ph.D.; James G. Marks, Jr., M.D.; Ronald C. Shank, Ph.D.; Thomas J. Slaga, Ph.D.; and Paul W. Snyder, D.V.M., Ph.D. The CIR Executive Director is Bart Heldreth, Ph.D. This report was prepared by Wilbur Johnson, Jr., M.S., Senior Scientific Analyst. © Cosmetic Ingredient Review 1620 L STREET, NW, SUITE 1200 ◊ WASHINGTON, DC 20036-4702 ◊ PH 202.331.0651 ◊ FAX 202.331.0088 ◊ [email protected] ABSTRACT: The Cosmetic Ingredient Review (CIR) Expert Panel (Panel) reviewed the safety of 10 alkanoyl lactyl lactate salts. These ingredients have the surfactant function in cosmetics in common. The Panel reviewed data relevant to the safety of these ingredients, and concluded that these 10 ingredients are safe in cosmetics in the present practices of use and concentration described in the safety assessment when formulated to be non-irritating and non-sensitizing, which may be based on a quantitative risk assessment (QRA) or other accepted methodologies. INTRODUCTION The safety of the following 10 alkanoyl lactyl lactate salts as used in cosmetics is reviewed in this Cosmetic Ingredient Review (CIR) safety assessment. Calcium Stearoyl Lactylate Sodium Cupheoyl Lactylate Sodium Behenoyl Lactylate Sodium Isostearoyl -

Food and Drug Administration, HHS § 172.846
Food and Drug Administration, HHS § 172.846 (i) Polysorbate 65. § 172.844 Calcium stearoyl-2-lactylate. (ii) Polysorbate 60. The food additive calcium stearoyl-2- When used alone, the maximum lactylate may be safely used in or on amount of sorbitan monostearate shall food in accordance with the following not exceed 0.7 percent of the weight of prescribed conditions: the cake icing or cake filling. When (a) The additive, which is a mixture used with polysorbate 65 and/or poly- of calcium salts of stearoyl lactylic sorbate 60, it shall not exceed 0.7 per- acids and minor proportions of other calcium salts of related acids, is manu- cent, nor shall the polysorbate 65 ex- factured by the reaction of stearic acid ceed 0.32 percent or the polysorbate 60 and lactic acid and conversion to the exceed 0.46 percent, and no combina- calcium salts. tion of these emulsifiers shall exceed 1 (b) The additive meets the following percent of the weight of the cake icing specifications: or cake filling. (5) As an emulsifier in solid-state, ed- Acid number, 50–86. Calcium content, 4.2–5.2 percent. ible vegetable fat-water emulsions in- Lactic acid content, 32–38 percent. tended for use as substitutes for milk Ester number, 125–164. or cream in beverage coffee, with or (c) It is used or intended for use as without one or a combination of the follows: following: (1) As a dough conditioner in yeast- (i) Polysorbate 60. leavened bakery products and prepared (ii) Polysorbate 65. mixes for yeast-leavened bakery prod- The maximum amount of the additive ucts in an amount not to exceed 0.5 or additives shall not exceed 0.4 per- part for each 100 parts by weight of cent by weight of the finished edible flour used. -

Green Solvents….Changing the Future
Green Solvents- A sustainable option Sangeeta Srivastava Godavari Biorefineries Limited Mumbai www.somaiya.com Solvents!!!! • Playa major rolein manyareas of technology • Provide many opportunities for improvement of environmental aspects. • Represent a very large proportion of the volatile organic compounds (VOCs) released into theatmosphere. • Used in coating, cleaning, extraction, reaction, energy control, mixing etc. What are Green Solvents? • Chemicals arising from fermentation and renewable resources • Minimizetheuseand generation of hazardous substances • Theymeet thegoal to minimizeenvironmental impact • Therefore Theyare–A sustainableOption. Market of Green & Biosolvent • The market size, in terms of value--about USD 5.58 Billion in 2015 and is projected to reach USD 8.17 Billion by 2020, at a CAGR of 7.94% between 2015 and 2020. • The green and bio-solvents market, along with its applications, witnessed a moderate-to-high growth in the past few years and is likely to continue so in the in the coming years. • Bio-solvents have made rapid incursions into a variety of end-use segments such as printing inks, coatings, edible oil adhesives, food processing, and cleaning products, among others. • Regulatory mandates for the printing ink industry have set stringent guidelines for the use of solvents, thereby driving the increased use of bio-solvents in the printing ink industry. Principles of Green Chemistry Prevention Inherently safer chemistry for Atom Economy accident prevention Real-time analysis for pollution prevention Less Hazardous -
Process Intensification for the Green Solvent Ethyl Lactate Production Based on Simulated Moving Bed and Pervaporation Membrane Reactors
Process Intensification for the Green Solvent Ethyl Lactate Production based on Simulated Moving Bed and Pervaporation Membrane Reactors A Dissertation Presented to the Faculdade de Engenharia da Universidade do Porto for the degree of PhD in Chemical and Biological Engineering by Carla Sofia Marques Pereira Supervised by Professor Alírio Egídio Rodrigues and Dr. Viviana Manuela Tenedório Matos da Silva Laboratory of Separation and Reaction Engineering, Associate Laboratory LSRE/LCM Department of Chemical Engineering, Faculty of Engineering, University of Porto October 2009 FEUP-LSRE/LCM - Universidade do Porto © Carla Sofia Marques Pereira, 2009 All rights reserved Acknowledgements First of all, I want to thank my supervisors, Professor Alírio Rodrigues and Dr Viviana Silva. Professor Alírio, thank you for all the friendship, constant support and for always challenging me to reach higher goals within my work. Dr. Viviana, I want to thank you for all the encouragement, motivation, constant support, for all the long discussions and great ideas that make me go further and further within my work, and, also, for being a truly and special friend. I am very grateful to Professor Simão Pinho, for the friendship and all the support in the framework of the project “POCI/EQU/61580/2004” and to Professor Madalena Dias for the support whenever needed. To all my LSRE colleagues, especially Israel Pedruzzi, Pedro Sá Gomes, Michael Zabka, João Santos, Miguel Granato, João Pedro Lopes, Alexandre Ferreira and Nuno Lourenço for the friendship, collaboration, and support whenever I needed. To my primary school teacher, Professor João Aveiro, for always believing in me and keeping me motivated along the years.