Paradoxical Territories of Traditional and Digital Crafts in Japanese Joinery
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

ARC 328W / 392W Wood Design Unique # 00780 / 01195 Spring
ARC 328W / 392W Wood Design Instructor – Mark Maček Unique # 00780 / 01195 [email protected] Spring 2019 office hours TTh 2:30 - 5:30 pm by appointment Build Lab GOL 1.101 GOL 3.106 Objectives Practice woodworking skills: tool sharpening, layout, millwork, joinery, gluing, & sanding. Learn the characteristics of the material wood, including specific species. Analyze the strength of wood joints. Design a piece of furniture based on a program, with materials and techniques in mind. Understand the point of view of the maker within the design process. Complete the final project. Schedule The first six weeks, we practice solid wood joinery using hand tools and power tools. This is a crucial time to attend every day and stay current. There will be an assignment each week due on Tuesday morning. Students sharpen chisels and mill lumber so it’s flat and straight. Our discussions are grounded in wood’s cellular structure and anisotropy. Strength derives from long grain, weakness from the lack of long grain. Changing moisture content creates expansion and contraction in predictable ways. We will study furniture design history and visit the shops of Austin craftspeople to see how they work. The final project is one piece of furniture of your choice of program. It must be mostly solid wood, no digital fabrication, and no larger than 25 cubic feet. Final project design assignments include sketches, scaled drawings, models at 3”=1’-0”, and full-scale mock-ups. The class holds two design reviews before construction begins, allowing seven weeks for completion. The class participates in school-wide final reviews with other design studios. -

Hand Saws Hand Saws Have Evolved to fill Many Niches and Cutting Styles
Source: https://www.garagetooladvisor.com/hand-tools/different-types-of-saws-and-their-uses/ Hand Saws Hand saws have evolved to fill many niches and cutting styles. Some saws are general purpose tools, such as the traditional hand saw, while others were designed for specific applications, such as the keyhole saw. No tool collection is complete without at least one of each of these, while practical craftsmen may only purchase the tools which fit their individual usage patterns, such as framing or trim. Back Saw A back saw is a relatively short saw with a narrow blade that is reinforced along the upper edge, giving it the name. Back saws are commonly used with miter boxes and in other applications which require a consistently fine, straight cut. Back saws may also be called miter saws or tenon saws, depending on saw design, intended use, and region. Bow Saw Another type of crosscut saw, the bow saw is more at home outdoors than inside. It uses a relatively long blade with numerous crosscut teeth designed to remove material while pushing and pulling. Bow saws are used for trimming trees, pruning, and cutting logs, but may be used for other rough cuts as well. Coping Saw With a thin, narrow blade, the coping saw is ideal for trim work, scrolling, and any other cutting which requires precision and intricate cuts. Coping saws can be used to cut a wide variety of materials, and can be found in the toolkits of everyone from carpenters and plumbers to toy and furniture makers. Crosscut Saw Designed specifically for rough cutting wood, a crosscut saw has a comparatively thick blade, with large, beveled teeth. -

Analysis and Strengthening of Carpentry Joints 1. Introduction 2
Generated by Foxit PDF Creator © Foxit Software Branco, J.M., Descamps, T., Analysis and strengthening http://www.foxitsoftware.comof carpentry joints. Construction andFor Buildingevaluation Materials only. (2015), 97: 34–47. http://dx.doi.org/10.1016/j.conbuildmat.2015.05.089 Analysis and strengthening of carpentry joints Jorge M. Branco Assistant Professor ISISE, Dept. Civil Eng., University of Minho Guimarães, Portugal Thierry Descamps Assistant Professor URBAINE, Dept. Structural Mech. and Civil Eng., University of Mons Mons, Belgium 1. Introduction Joints play a major role in the structural behaviour of old timber frames [1]. Current standards mainly focus on modern dowel-type joints and usually provide little guidance (with the exception of German and Swiss NAs) to designers regarding traditional joints. With few exceptions, see e.g. [2], [3], [4], most of the research undertaken today is mainly focused on the reinforcement of dowel-type connections. When considering old carpentry joints, it is neither realistic nor useful to try to describe the behaviour of each and every type of joint. The discussion here is not an extra attempt to classify or compare joint configurations [5], [6], [7]. Despite the existence of some classification rules which define different types of carpentry joints, their applicability becomes difficult. This is due to the differences in the way joints are fashioned depending, on the geographical location and their age. In view of this, it is mandatory to check the relevance of the calculations as a first step. This first step, to, is mandatory. A limited number of carpentry joints, along with some calculation rules and possible strengthening techniques are presented here. -

February 2004 Fleam
True Japanese Dovetail Saws 2 new rip-tooth dozuki saws are efficient dovetailers. utting dovetail pins and tails is primarily a ripping C operation. So it has always bewildered me that almost every Japanese saw sold for dovetailing had teeth designed for crosscut- ting or cutting plywood. A few specialty importers do sell Japanese backsaws with a rip- tooth configuration, but these are made mostly by hand and cost between $140 and $1,500. Why, I wonder, isn’t there a machine-made dozuki that sells for about $35 – the cost of a de- cent crosscutting dozuki? Well, I don’t have the answer yet, but the two new rip-tooth dozukis on the market are considerably less expensive (between $70 and $80). To check the quality, I com- pared them to a premium rip- tooth dozuki that I’m quite fa- miliar with – the Kaneharu rip- ping dozuki, sold by Hiraide America for $182 (see the Sources box for more information). Sure they look like standard dozukis, but these saws have rip teeth.We by Christopher Schwarz compare the Kaneharu (in use) with new saws from Harima-Daizo (left) Comments or questions? Contact Chris and Lee Valley (right). at 513-531-2690 ext. 1407 or Photo by Al Parrish Photo by [email protected]. 62 POPULAR WOODWORKING February 2004 Fleam The Kaneharu saw has graduated teeth. Near the handle (left) there are 15 teeth per The Lee Valley saw has 18 tpi and a The Harima-Daizo Deluxe saw has inch, while at the toe (right) there are 10 tpi.This combination of tpi makes the saw small fleam that it uses for crosscutting. -
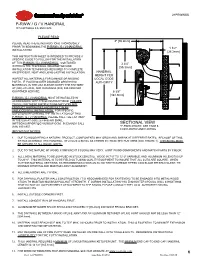
P-Rww / G / V Handrail Sectional View
24PRWWSS P-RWW / G / V HANDRAIL WITH OPTIONAL S.S. END CAPS PLEASE READ 3" [76.2mm] PLEASE READ THESE INSTRUCTIONS THOROUGHLY PRIOR TO BEGINNING THE P-RWW / G / V HANDRAIL 1 1/2" INSTALLATION! [38.2mm] THIS INSTRUCTION SHEET IS INTENDED TO PROVIDE A SPECIFIC GUIDE TO FOLLOW FOR THE INSTALLATION OF THIS P-RWW / G / V HANDRAIL. CONTAINED 3 3/4" WITHIN IS THE TECHNICAL INFORMATION AND [95.3mm] INSTALLATION TECHNIQUES REQUIRED TO COMPLETE AN EFFICIENT, NEAT AND LONG-LASTING INSTALLATION. HANDRAIL HEIGHT PER INSPECT ALL MATERIALS FOR DAMAGE OR MISSING LOCAL CODE PARTS. IF YOU DISCOVER DAMAGED OR MISSING AUTHORITY MATERIALS, IN THE USA PLEASE NOTIFY THE FACTORY AT (800) 233-8493, AND IN CANADA (888) 895-8955 FOR CUSTOMER SERVICE. 6 3/8" [161.9mm] P-RWW / G / V HANDRAIL MUST BE INSTALLED IN ACCORDANCE WITH THESE INSTRUCTIONS! FAILURE TO FOLLOW THESE INSTRUCTIONS MAY VOID ANY PRODUCT WARRANTIES AND RESULT IN AN UNSUCCESSFUL INSTALLATION. FOR SPECIFIC QUESTIONS REGARDING THE INSTALLATION OF THIS P-RWW / G / V HANDRAIL PLEASE CALL THE FACTORY IN THE USA AT (800) 233-8493 OR EMAIL [email protected]. IN CANADA CALL SECTIONAL VIEW (888) 895-8955. *P-RWW SHOWN SEE PAGE 6 FOR P-RWWV AND P-RWWG IMPORTANT NOTES 1. DUE TO WOOD BEING A NATURAL PRODUCT, COMPONENTS MAY GROW AND SHRINK AT DIFFERENT RATES. BECAUSE OF THIS, CS HAS DESIGNED THIS HANDRAIL TO UTILIZE A BEVEL AS SHOWN IN THESE INSTRUCTIONS (SEE FIGURE 1). THIS BEVEL MUST BE APPLIED AT ALL WOOD JOINTS. 2. DUE TO THE NATURE OF WOOD, COMPONENT COLORS MAY VERY. -

Contact Rail System
SECTION 34 24 13 CONTACT RAIL SYSTEM PART 1 – GENERAL 1.01 SECTION INCLUDES A. Contact rail assembly B. Insulator assembly C. Anchor assembly D. Expansion joint assembly E. Coverboard assembly F. Miscellaneous materials 1.02 MEASUREMENT AND PAYMENT Not used. 1.03 REFERENCES A. General 1. Submit certification that products furnished conform to the applicable reference standards and specified requirements. All design, materials, and testing shall be in compliance with the latest edition of referenced standards, codes and regulatory requirements. 2. Where any requirements of these Specifications are more stringent than the requirements of applicable laws, regulatory requirements, standards, or codes, the requirements indicated in these Specifications shall govern. 3. A certification or published specification data statement by a manufacturer listed as a member of the National Electrical Manufacturers Association (NEMA), to the effect that products conform to the specified NEMA standards, will be acceptable evidence that the products meet the requirements of these Standards. B. American National Standards Institute 1. ANSI B18.2.1 Square and Hex Bolts and Screws (Inch Series) 2. ANSI B18.2.2 Square and Hex Nuts (Inch Series) 3. ANSI B18.22.1 Plain Washers 4. ANSI C29.1 Test Methods for Electrical Power Insulators RELEASE – R3.1 SECTION 34 42 13 BART FACILITIES STANDARDS ISSUED: JANUARY 2017 PAGE 1 OF 37 STANDARD SPECIFICATIONS CONTACT RAIL SYSTEM 5. ANSI C29.5 Wet-Process Porcelain Insulators - Low- and Medium-Voltage Types 6. ANSI C29.7 Wet-Process Porcelain Insulators - High-Voltage Line-Post Type 7. ANSI/ASC H35.1 Alloy and Temper Designation Systems for Aluminum C. -

Vantage Stair Lift CONTENTS
Stair Lift SL400 INSTALLATION AND SERVICE MANUAL ATTENTION! STRICT ADHERENCE TO THESE INSTALLATION INSTRUCTIONS is required and will promote the safety of those installing this product, as well as those who will ultimately use the lift for its intended purpose. Any deviation from these instructions will void the LIMITED WARRANTY that accompanies the product. Additionally, any party installing the product who deviates from the INSTALLATION INSTRUCTIONS shall be taken to agree to INDEMNIFY, SAVE AND HOLD HARMLESS the manufacturer from any and all loss, liability or damage, including attorneys fees, that might arise out of or in connection with such deviation. © 2016Harmar Mobility, LLC • All Rights Reserved TEC0017 2016APR11 P/N: 630-00027 Rev D Vantage Stair Lift CONTENTS INSTALLATION & APPLICATION NOTES 3 READ AND UNDERSTAND THIS MANUAL PRIOR TO PREPARATION INSTALLATION OR OPERATION. Tool Checklist .................................4 Please read, follow, and fully understand the installation section of this manual before beginning. What's In the Box .............................5 Knowing the lift’s adjustments and the tips on proper Getting to Know the Rail ......................6 installation and operation techniques will save time, energy and avoid possible injury. If you do not Measuring the Rail ..........................7-8 understand any portion of installation or operation, please consult our technical service department. Cutting the Rail ............................9-11 Cutting the Gear Rack .......................12 SYMBOLS USED IN THIS MANUAL Preparing the Rail .........................13-17 READ MANUAL - Pay close attention to the instructions in the manual. INSTALLATION Adjusting the Gear Rack ...................18-19 CAUTION - Hazardous situation. If not avoided, could result in serious damage Installing the Rail ............................20 to property. -

1. Hand Tools 3. Related Tools 4. Chisels 5. Hammer 6. Saw Terminology 7. Pliers Introduction
1 1. Hand Tools 2. Types 2.1 Hand tools 2.2 Hammer Drill 2.3 Rotary hammer drill 2.4 Cordless drills 2.5 Drill press 2.6 Geared head drill 2.7 Radial arm drill 2.8 Mill drill 3. Related tools 4. Chisels 4.1. Types 4.1.1 Woodworking chisels 4.1.1.1 Lathe tools 4.2 Metalworking chisels 4.2.1 Cold chisel 4.2.2 Hardy chisel 4.3 Stone chisels 4.4 Masonry chisels 4.4.1 Joint chisel 5. Hammer 5.1 Basic design and variations 5.2 The physics of hammering 5.2.1 Hammer as a force amplifier 5.2.2 Effect of the head's mass 5.2.3 Effect of the handle 5.3 War hammers 5.4 Symbolic hammers 6. Saw terminology 6.1 Types of saws 6.1.1 Hand saws 6.1.2. Back saws 6.1.3 Mechanically powered saws 6.1.4. Circular blade saws 6.1.5. Reciprocating blade saws 6.1.6..Continuous band 6.2. Types of saw blades and the cuts they make 6.3. Materials used for saws 7. Pliers Introduction 7.1. Design 7.2.Common types 7.2.1 Gripping pliers (used to improve grip) 7.2 2.Cutting pliers (used to sever or pinch off) 2 7.2.3 Crimping pliers 7.2.4 Rotational pliers 8. Common wrenches / spanners 8.1 Other general wrenches / spanners 8.2. Spe cialized wrenches / spanners 8.3. Spanners in popular culture 9. Hacksaw, surface plate, surface gauge, , vee-block, files 10. -

Overlap/Splice Joint of Surespan EX - S14.3 Sheathing Wall Construction with Gypsum, Plywood Or OSB Sheathing
Overlap/Splice Joint of SureSpan EX - S14.3 Sheathing Wall Construction with gypsum, plywood or OSB sheathing. Apply SureSpan Adhesive to both sides of the joint. A 3/8-inch roller to apply sufficient pressure to set the SureSpan Adhesive. bead on both sides of the joint will spread to a width of 1/2 inch Vertical joints should be overlapped as shown below. If mitered (12-15 mils thick). Sealant coverage may vary depending on the or field-cut corners are used, apply enough sealant under the porosity or texture of substrate. Place the SureSpan EX into the wet corner joint so the excess sealant fills the miter joint. sealant using hand pressure to adequately spread the SureSpan Prior to tooling the excess SureSpan Adhesive alongside the Adhesive onto the extrusion, usually squeezing a small amount of extrusion, shoot an additional 1/4-inch bead of SureSpan Adhesive SureSpan Adhesive out alongside the extrusion. Small adjustments to smooth out and counterflash the exposed edge of the extrusion to the placement of the SureSpan EX may be done at this time, 3/4 of an inch. Tool excessive sealant immediately. but lifting and re-seating should be avoided and may result in needing additional SureSpan Adhesive installed to fully engage the Masking tape, if used, must be removed before the SureSpan extrusion into the wet sealant. Use a small roller such as a laminate Adhesive begins to form a skin. Use SureSpan Adhesive as an adhesive and counter-flashing as shown in S27.1 Use SureSpan Adhesive as - S27.3 counter-flashing as shown in S27.1 - S27.3 SureSpan Adhesive used as an adhesive for SureSpan EX joints SureSpan EX Surfaces must be clean of any type of contamination which impair adhesion of the FastFlash to the structural substrate. -

Analysis of Structural Timber Joints Made with Glass Fibre / Epoxy
ANALYSIS OF STRUCTURAL TIMBER JOINTS MADE WITH GLASS FIBRE / EPOXY BRUNO MASSE A thesis submitted in partial fulfilment of the University's requirements for the Degree of Doctor of Philosophy JUNE 2003 COVENTRY UNIVERSITY ABSTRACT This study investigates the potential of using glass fibre and epoxy resin to join timber members of the same thickness in the same plane. A total of 64 full-scale wood/glass/epoxy adhesive joints made with unidirectional or bidirectional glass fibres were fabricated. Joints with the load applied parallel to the grain or applied at 90°, 60° and 30° to the grain were tested in static tension. Results of strength and stiffness were compared between joint configurations. The strength and stiffness of wood/glass/epoxy joints are mainly driven by the bond quality. The load capacity is governed by the shear strength of the timber, which appeared to be slightly affected by the grain orientation. Finite element analysis was used to model the joints and confirmed the non-uniform load transfer that occurs on adhesive joints such as wood/glass/epoxy joints. An internal bending effect occurring at the overlap was also identified in the FE analysis. The results derived from finite element models correlate well with experimental results obtained from the sample tests. Finally the fatigue resistance of wood/glass/epoxy joints was assessed. A total of 13 full-scale wood/glass/epoxy joints (with straight configuration) were tested in cyclic tension-tension at R = 0.1. The fatigue tests were carried out at a frequency of 0.33 Hz. Wood/glass/epoxy joints exhibit good fatigue resistance compared to other mechanical timber joints. -

Gränsfors Bruks Small Forest Axe VS Roselli Long Axe
Gränsfors Bruks Small Forest Axe VS Roselli Long Axe Outdoors-Magazine.com http://outdoors-magazine.com Gränsfors Bruks Small Forest Axe VS Roselli Long Axe James - Gear reviews and tests - Edged tools - Axes and hatchets - Publication: Monday 8 September 2003 Description : I find axes in the 50 cm size very useful, much more than hatchets that can be easily replaced by a knife. Here is a comparative of two very different small axes. Copyright (c) Outdoors-Magazine.com under a Creative Commons Attribution-Non-Commercial-Share Alike License Copyright © Outdoors-Magazine.com Page 1/11 Gränsfors Bruks Small Forest Axe VS Roselli Long Axe The Roselli long axe, and just below, the Gränsfor Bruks SFA The same, here shown with a huge japanese saw, Note the differences in length and compactness Copyright © Outdoors-Magazine.com Page 2/11 Gränsfors Bruks Small Forest Axe VS Roselli Long Axe The Gränsfors Bruks Small Forest Axe Here in it's sheath Copyright © Outdoors-Magazine.com Page 3/11 Gränsfors Bruks Small Forest Axe VS Roselli Long Axe Here stuck in a piece of olive wood The Small Forest Axe, is a very nice looking axe. The head is forged (machine forged), and the handle is some nicely grained american hickory wood. The poll can be used as a hammer. The Small Forest Axe (SFA) is really targeted at nordic forests, so its head is very thin and concave after the bevel, excellent for limbing and cutting in soft green woods. It is very well balanced, and handling it is a pleasure. It comes with a sturdy leather head protection. -

Analysis of Longitudinal Timber Beam Joints Loaded with Simple Bending
sustainability Article Analysis of Longitudinal Timber Beam Joints Loaded with Simple Bending Kristyna Vavrusova 1,* , Antonin Lokaj 1 , David Mikolasek 1 and Oldrich Sucharda 2 1 Department of Structures, Faculty of Civil Engineering, VSB—Technical University of Ostrava, 708 00 Ostrava-Poruba, Czech Republic; [email protected] (A.L.); [email protected] (D.M.) 2 Department of Building Materials and Diagnostics, Faculty of Civil Engineering, VSB—Technical University of Ostrava, 708 00 Ostrava-Poruba, Czech Republic; [email protected] * Correspondence: [email protected]; Tel.: +420-599-321-375 Received: 6 October 2020; Accepted: 4 November 2020; Published: 9 November 2020 Abstract: The joints in timber structures are often the decisive factor in determining the load-bearing capacity, rigidity, sustainability, and durability of timber structures. Compared with the fasteners used for steel and concrete structures, fasteners for timber structures generally have a lower load-bearing capacity and rigidity, with the exception of glued joints. Glued joints in timber structures constitute a diverse group of rigid joints which are distinguished by sudden failure when the joint’s load-bearing capacity is reached. In this contribution, the load-bearing capacity of a longitudinal joint for a beam under simple flexural stress is analyzed using glued, double-sided splices. Joints with double-sided splices and connecting screws were also tested to compare the load-bearing capacity and rigidity. A third series of tests was carried out on joints made using glued double-sided splices augmented with screws. The aim of this combined joint was to ensure greater ductility after the load-bearing capacity of the glued splice joint had been reached.