Corbin Handbook of Bullet Swaging No. 9
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Integrating Cold Forging and Progressive Stamping for Cost
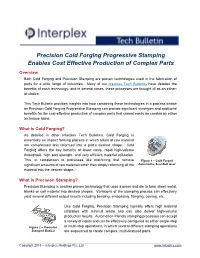
Precision Cold Forging Progressive Stamping Enables Cost Effective Production of Complex Parts Overview Both Cold Forging and Precision Stamping are proven technologies used in the fabrication of parts for a wide range of industries. Many of our previous Tech Bulletins have detailed the benefits of each technology, and in several cases, these processes are thought of as an either- or choice. This Tech Bulletin provides insights into how combining these technologies in a process known as Precision Cold Forging Progressive Stamping can provide significant synergies and additional benefits for the cost-effective production of complex parts that cannot easily be created by either technique alone. What is Cold Forging? As detailed in other Interplex Tech Bulletins, Cold Forging is essentially an impact forming process in which billets of raw material are compressed and reformed into a part’s desired shape. Cold Forging offers the key benefits of lower costs, rapid high-volume throughput, high part strength, and very efficient material utilization. This, in comparison to processes like machining that remove Figure 1 – Cold Forged significant amounts of raw material rather than simply reforming all the Automotive Seat Belt Gear material into the desired shape. What is Precision Stamping? Precision Stamping is another proven technology that uses a press and die to form sheet metal, blanks or coil material into desired shapes. Variations of the stamping process can effectively yield several different output results including bending, embossing, flanging, coining, etc. Like Cold Forging, Precision Stamping typically offers high material utilization with minimal waste and can also deliver high-volume production results. -

1 Modeling and Optimization in Manufacturing by Hydroforming and Stamping
13 1 Modeling and Optimization in Manufacturing by Hydroforming and Stamping Hakim Naceur1 and Waseem Arif2 1Université Polytechnique Hauts-de-France, CNRS, INSA Hauts-de-France, UMR 8201-LAMIH, F-59313 Valenciennes, France 2University of Gujrat, Mechanical Engineering Department, Gujrat, Pakistan 1.1 Introduction Due to the strict environmental policies and shortage of energy, the manufacturing industries are pressurized to cut down the raw material cost and to save energy. This is particularly true in the automotive industry, where manufacturers are obliged to develop advanced techniques to reduce the pollution by reducing the fuel con- sumption without significant increase in the cost. Among all the manufacturing techniques, the stamping and hydroforming methods hold a top position among the cold sheet metal forming processes due to the versatility of components that can be produced and high production rates [1]. Stamping and hydroforming processes are intensively used in various industrial sectors such as transportation, car body in white (Figure 1.1), household appliances, metal packaging, etc. The use of fluid pressure has been remarkably increased in sheet metal form- ing processes since it allows a superior final surface quality of the workpiece than standard deep drawing process [2–4]. In particular, sheet hydroforming process has great potential to manufacture body-in-white parts with consistently extreme level of ultimate tensile strength, reduced weight, geometrical accuracy, and minimum tol- erances. It has certain advantages, e.g. more uniform thickness distribution of the final workpiece component, lower tooling cost, and versatility to produce partswith different geometries using the same setup [5]. The worldwide acknowledgment of these two sheet metal forming processes is largely due to the external pressure from the government legislators to develop lightweight products. -
Problem- Solving Guide
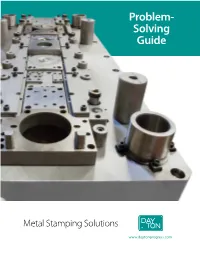
Common Stamping Problems Problem- Manufacturers know that punching can be the most cost-effective process for making Dayton Progress Corporation holes in strip or sheet metal. However, as the part material increases in hardness to 500 Progress Road Solving accommodate longer or more demanding runs, greater force is placed on the punch P.O. Box 39 Dayton, OH 45449-0039 USA and the die button, resulting in sudden shock, excessive wear, high compressive loading, and fatigue-related failures. Dayton Progress Detroit Guide 34488 Doreka Dr. The results of some of these Fraser, MI 48026 problems are shown in the Dayton Progress Portland photos on this page. 1314 Meridian St. Portland, IN 47371 USA Dayton Progress Canada, Ltd. 861 Rowntree Dairy Road Woodbridge, Ontario L4L 5W3 Punch Chipping & Point Breakage Dayton Progress Mexico, S. de R.L. de C.V. Access II Number 5, Warehouse 9 Chips and breaks can be caused by Benito Juarez Industrial Park press deflection, improper punch Querétaro, Qro. Mexico 76130 materials, excessive stripping force, Dayton Progress, Ltd. and inadequate heat treatment. G1 Holly Farm Business Park Honiley, Kenilworth Slug Jamming Warwickshire CV8 1NP UK Slug jamming is often the result Dayton Progress Corporation of Japan of improper die design, worn-out 2-7-35 Hashimotodai, Midori-Ku die parts, or obstruction in the slug Sagamihara-Shi, Kanagawa-Ken relief hole. 252-0132 Japan Slug Pulling Dayton Progress GmbH Adenauerallee 2 Slug pulling occurs when the slug 61440 Oberursel/TS, Germany sticks to the punch face upon withdrawal and comes out of the Dayton Progress Perfuradores Lda Zona Industrial de Casal da Areia Lote 17 lower die button. -

Methods Used for the Compaction and Molding of Ceramic Matrix Composites Reinforced with Carbon Nanotubes
processes Review Methods Used for the Compaction and Molding of Ceramic Matrix Composites Reinforced with Carbon Nanotubes Valerii P. Meshalkin and Alexey V. Belyakov * Mendeleev University of Chemical Technology of Russia (MUCTR), 9 Miusskaya Square, 125047 Moscow, Russia; [email protected] * Correspondence: [email protected]; Tel.: +7-495-4953866 Received: 2 August 2020; Accepted: 11 August 2020; Published: 18 August 2020 Abstract: Ceramic matrix composites reinforced with carbon nanotubes are becoming increasingly popular in industry due to their astonishing mechanical properties and taking into account the fact that advanced production technologies make carbon nanotubes increasingly affordable. In the present paper, the most convenient contemporary methods used for the compaction of molding masses composed of either technical ceramics or ceramic matrix composites reinforced with carbon nanotubes are surveyed. This stage that precedes debinding and sintering plays the key role in getting pore-free equal-density ceramics at the scale of mass production. The methods include: compaction in sealed and collector molds, cold isostatic and quasi-isostatic compaction; dynamic compaction methods, such as magnetic pulse, vibration, and ultrasonic compaction; extrusion, stamping, and injection; casting from aqueous and non-aqueous slips; tape and gel casting. Capabilities of mold-free approaches to produce precisely shaped ceramic bodies are also critically analyzed, including green ceramic machining and additive manufacturing technologies. Keywords: carbon nanotubes; ceramic matrix composites; compaction; molding; casting; powder mixtures; green bodies; plastic molding powders; slips; polymerizable monomers; solid freeform fabrication; machinery 1. Introduction Compaction molding is an important technological stage in the mass production of technical ceramics and ceramic matrix composites (hereinafter, CMCs). -

The Simulation of Cold Volumetric Stamping by the Method of Transverse Extrusion
MATEC Web of Conferences 224, 01105 (2018) https://doi.org/10.1051/matecconf/201822401105 ICMTMTE 2018 The simulation of cold volumetric stamping by the method of transverse extrusion Anatoly K. Belan1, Vladimir A. Nekit1,*, and Olga A. Belan1 1Nosov Magnitogorsk State Technical University, Lenin Street, 38, Magnitogorsk city, Chelyabinsk Region, Russian Federation, 455000 Abstract. The article is devoted to the theoretical study and development of the production process of manufacturing rod products with larger heads by transverse extrusion. For carrying out researches the elastic-plastic finite- element model based on the variation principle was chosen. This model, due to the development of a complex of boundary and initial conditions, has been adapted to the scheme of volume stamping of the fasteners and implemented in the form of a software package in the system DEFORM 3D.The paper presents the results of computer simulation of the technology of manufacturing the mortgage bolt 1 Introduction With the development of mechanical engineering, automotive and construction, there is a growing need for sophisticated modern fasteners which allows you to create strong, high- performance, reliable and durable connections. These fasteners contain: flanged fasteners, self-drilling and self-tapping screws, their use greatly simplifies and speed up installation work [1]. Fig. 1. Items with long cone and an enlarged head. To reduce terms of development and introduction of new types of fasteners the systems of the automated design and modelling allowing to model several options of the technology * Corresponding author: [email protected] © The Authors, published by EDP Sciences. This is an open access article distributed under the terms of the Creative Commons Attribution License 4.0 (http://creativecommons.org/licenses/by/4.0/). -

Hand-Forging and Wrought-Iron Ornamental Work
This is a digital copy of a book that was preserved for generations on library shelves before it was carefully scanned by Google as part of a project to make the world’s books discoverable online. It has survived long enough for the copyright to expire and the book to enter the public domain. A public domain book is one that was never subject to copyright or whose legal copyright term has expired. Whether a book is in the public domain may vary country to country. Public domain books are our gateways to the past, representing a wealth of history, culture and knowledge that’s often difficult to discover. Marks, notations and other marginalia present in the original volume will appear in this file - a reminder of this book’s long journey from the publisher to a library and finally to you. Usage guidelines Google is proud to partner with libraries to digitize public domain materials and make them widely accessible. Public domain books belong to the public and we are merely their custodians. Nevertheless, this work is expensive, so in order to keep providing this resource, we have taken steps to prevent abuse by commercial parties, including placing technical restrictions on automated querying. We also ask that you: + Make non-commercial use of the files We designed Google Book Search for use by individuals, and we request that you use these files for personal, non-commercial purposes. + Refrain from automated querying Do not send automated queries of any sort to Google’s system: If you are conducting research on machine translation, optical character recognition or other areas where access to a large amount of text is helpful, please contact us. -

Bending & Metalworking Machinery
Call TODAY for a quote! MACHINERY BENDING & METALWORKING AND PROFILE TUBE,PIPE ERCOLINA Leasing Options Available 563-391-7700 PROFESSIONAL SERIES ® CML USA Inc. Ercolina TUBE, PIPE AND PROFILE “ Excellence in Quality, Support and Service ” BENDING & 3100 Research Parkway • Davenport, IA 52806 Ph. 563-391-7700 • [email protected] METALWORKING © 02/20 ercolina-usa.com MACHINERY Taking Care of Bending Manufacturer of Tube, Pipe and Profile Bending and Metalworking Machinery elcome to CML USA, Inc., North American supplier of Ercolina® tube, pipe and profile bending W machinery. vadimone/Bigstock.com We are pleased to offer our customers the highest quality Application Review tube and pipe benders and related metal fabrication equip- Demonstration / Training Facility ment available today. Ercolina’s affordable tubing benders and fabricating machinery are designed to reliably and accurately produce your applications – increasing profit, improving product quality and finish. Our product line is always expanding to include more manual, automatic and CNC pipe and tube bending machines, mandrel benders, NC swaging equipment and metalforming machinery. Ercolina’s experienced sales, service and support staff is always ready to offer positive application solutions for today’s fabricator. Company Profile: CML USA, Inc. consistently leads the industry providing Service After the Sale quality metal fabricating equipment to commercial and professional metal fabricators in the United States, Canada, Mexico and South America. Our product line includes rotary draw tube and pipe bending machine equipment, NC and CNC mandrel benders, angle rolls, section benders We invite you to tour our website or call our trained and and tube and pipe notchers, ornamental metalworking knowledgeable product support representatives today at machinery and much more. -

Terminal Ballistics
Terminal ballistics Terminal ballistics, a sub-field of ballistics, is the study of the behavior and effects of a projectile when it hits its target.[1] Terminal ballistics is relevant both for small caliber pro- jectiles as well as for large caliber projectiles (fired from artillery). The study of extremely high velocity impacts is still very new and is as yet mostly applied to spacecraft design. 1 General An early result is due to Newton; the impact depth of any .32 ACP full metal jacket, .32 S&W Long wadcutter, .380 ACP projectile is the depth that a projectile will reach before jacketed hollow point stopping in a medium; in Newtonian mechanics, a pro- jectile stops when it has transferred its momentum to an equal mass of the medium. If the impactor and medium 2.1.1 Target shooting have similar density this happens at an impact depth equal to the length of the impactor. For short range target shooting on ranges up to 50 me- For this simple result to be valid, the arresting medium is ters (55 yd), aerodynamics is relatively unimportant and considered to have no integral shear strength. Note that velocities are low. As long as the bullet is balanced so it even though the projectile has stopped, the momentum is does not tumble, the aerodynamics are unimportant. For still transferred, and in the real world spalling and similar shooting at paper targets, the best bullet is one that will effects can occur. punch a perfect hole through the target. These bullets are called wadcutters. They have a very flat front, often with a relatively sharp edge along the perimeter. -

The Dynisco Extrusion Processors Handbook 2Nd Edition
The Dynisco Extrusion Processors Handbook 2nd edition Written by: John Goff and Tony Whelan Edited by: Don DeLaney Acknowledgements We would like to thank the following people for their contributions to this latest edition of the DYNISCO Extrusion Processors Handbook. First of all, we would like to thank John Goff and Tony Whelan who have contributed new material that has been included in this new addition of their original book. In addition, we would like to thank John Herrmann, Jim Reilly, and Joan DeCoste of the DYNISCO Companies and Christine Ronaghan and Gabor Nagy of Davis-Standard for their assistance in editing and publication. For the fig- ures included in this edition, we would like to acknowledge the contributions of Davis- Standard, Inc., Krupp Werner and Pfleiderer, Inc., The DYNISCO Companies, Dr. Harold Giles and Eileen Reilly. CONTENTS SECTION 1: INTRODUCTION TO EXTRUSION Single-Screw Extrusion . .1 Twin-Screw Extrusion . .3 Extrusion Processes . .6 Safety . .11 SECTION 2: MATERIALS AND THEIR FLOW PROPERTIES Polymers and Plastics . .15 Thermoplastic Materials . .19 Viscosity and Viscosity Terms . .25 Flow Properties Measurement . .28 Elastic Effects in Polymer Melts . .30 Die Swell . .30 Melt Fracture . .32 Sharkskin . .34 Frozen-In Orientation . .35 Draw Down . .36 SECTION 3: TESTING Testing and Standards . .37 Material Inspection . .40 Density and Dimensions . .42 Tensile Strength . .44 Flexural Properties . .46 Impact Strength . .47 Hardness and Softness . .48 Thermal Properties . .49 Flammability Testing . .57 Melt Flow Rate . .59 Melt Viscosity . .62 Measurement of Elastic Effects . .64 Chemical Resistance . .66 Electrical Properties . .66 Optical Properties . .68 Material Identification . .70 SECTION 4: THE SCREW AND BARREL SYSTEM Materials Handling . -
High Integrity Die Casting Processes
HIGH INTEGRITY DIE CASTING PROCESSES EDWARD J. VINARCIK JOHN WILEY & SONS, INC. This book is printed on acid-free paper. ࠗϱ Copyright ᭧ 2003 by John Wiley & Sons, New York. All rights reserved Published by John Wiley & Sons, Inc., Hoboken, New Jersey Published simultaneously in Canada No part of this publication may be reproduced, stored in a retrieval system or transmitted in any form or by any means, electronic, mechanical, photocopying, recording, scanning or otherwise, except as permitted under Section 107 or 108 of the 1976 United States Copyright Act, without either the prior written permission of the Publisher, or authorization through payment of the appropriate per-copy fee to the Copyright Clearance Center, Inc., 222 Rosewood Drive, Danvers, MA 01923, (978) 750-8400, fax (978) 750-4470, or on the web at www.copyright.com. Requests to the Publisher for permission should be addressed to the Permissions Department, John Wiley & Sons, Inc., 111 River Street, Hoboken, NJ 07030, (201) 748-6011, fax (201) 748-6008, e-mail: [email protected]. Limit of Liability/Disclaimer of Warranty: While the publisher and author have used their best efforts in preparing this book, they make no representations or warranties with respect to the accuracy or completeness of the contents of this book and specifically disclaim any implied warranties of merchantability or fitness for a particular purpose. No warranty may be created or extended by sales representatives or written sales materials. The advice and strategies contained herein may not be suitable for your situation. You should consult with a professional where appropriate. Neither the publisher nor author shall be liable for any loss of profit or any other commercial damages, including but not limited to special, in- cidental, consequential, or other damages. -

Characterization and Evaluation of Fired Projectiles (Class Characteristics)
Sample Forensic Examination Worksheet Characterization and Evaluation of Fired Projectiles (Class Characteristics) Lab File No.:____________________ Examiner: _____________________ Administrative Lab File No. Packaging Examiner Condition Item No. Type of Seal Received From Condition Date Markings Received By Released To Date Date (Insert or attach digital images / photographs of both the exterior packaging, as received, and of the unopened evidence container.) Initials: _____ 10.1ws_fired_bullets.pdf Page 1 of 7 Sample Forensic Examination Worksheet Characterization and Evaluation of Fired Projectiles (Class Characteristics) Lab File No.:____________________ Examiner: _____________________ Trace Evidence Trace Exams Requested Trace Examiner(s) Trace Evidence Observed (Insert or attach a digital image / photograph of trace evidence in place.) Initials: _____ 10.1ws_fired_bullets.pdf Page 2 of 7 Sample Forensic Examination Worksheet Characterization and Evaluation of Fired Projectiles (Class Characteristics) Lab File No.:____________________ Examiner: _____________________ Marking of Evidence Marked Location Previous Marks Location Other Marks Location Initials: _____ 10.1ws_fired_bullets.pdf Page 3 of 7 Sample Forensic Examination Worksheet Characterization and Evaluation of Fired Projectiles (Class Characteristics) Lab File No.:____________________ Examiner: _____________________ Physical Features Weight (grains) Length Magnetic or special properties Bullet color Bullet composition (e.g., jacket and core materials or solid bullet material) -

Importers and Wholesalers of Stainless Steel Hardware and Wire Rope Fittings, Swage Presses and Associated Machinery. Grade 50 Load Rated Lifting Chain and Components
Importers and Wholesalers of Stainless Steel Hardware and Wire Rope Fittings, Swage Presses and associated machinery. Grade 50 load rated lifting chain and components. BRIDGE & COMPANY PTY LTD 37 Taree Street Burleigh QLD 4220 Telephone: (07) 55 935 688 Fax: (07 55 935 872 Email: [email protected] www.bridco.com.au This catalogue contains a comprehensive range STAINLESS STEEL LIFTING COMPONENTS: INTRODUCTION of quality stainless steel components for virtually High quality 316L grade Stainless Steel products, all rigging and architectural requirements. rated specifically for the lifting industry. High grade chain, hooks, rings and shackles. Using this catalogue Some products in this catalogue have been TALURIT SWAGE CLAMPS: tested for strength. These are measured in 2 EN standard aluminium clamps for wire rope different ways. swaging. Hydraulic clamps in copper and TDL (Tested Deformation Load) is the load at stainless steel. which the product starts to deform. WIRETEKNIK: BS (Breaking strength) is the load at which the Roll swage machines for terminal swaging. product breaks. Due to the low yield strength of Variety of sizes available, top quality. Lloyd’s stainless steel, deformation will often occur at approved. much lower loads than the breaking strength, depending on the product, e.g. a forged 10mm CLAMP PRODUCTS: stainless steel shackle will have a breaking load Wide range of quality hand swage ferrules and of approximately 5500kg, with deformation tools. of the shackle beginning at 1600kg, whereas a grade “S” steel shackle in the same physical CROMOX RANGE: size might have the same breaking load, but the Grade 50 & 60 rated lifting gear.