Cryogenic Air Separation. 02 Linde Engineering: Air Separation
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Turbine Expanderexpander
CryogenicsCryogenics –– whywhy?? MaciejMaciej ChorowskiChorowski WroclawWroclaw UniversityUniversity ofof TechnologyTechnology FacultyFaculty ofof MechanicalMechanical andand PowerPower EngineeringEngineering European Cryogenic Course Wroclaw 20 - 25 April, 2009 T, K 10 10 The word cryogenics was introduced by Core of the hottest stars 9 Kamerlingh Onnes and is formed from the 10 8 Greek: 10 Fusion reaction of hydrogen 7 10 Core of the Sun 6 – cold 10 5 10 – generated from TEMPERATUREVERY HIGH Plasma 4 10 Surface of the Sun 3 According to the convention adopted at the 10 Steam turbine Biological processes XIIII Congress of the International Institute of 2 10 High temperature superconductivity Boiling temperature of nitrogen Refrigeration, cryogenics treats concepts and Low temperature superconductivity 10 technologies connected to reaching and Boiling temperature of helium Superfluid helium 4 applying temperature below 120 K. 1 -1 In cryogenic temperatures: 10 -2 10 -3 - new physical phenomena are visible (liquefaction 10 Superfluid helium 3 -4 of gases, superfluidity, superconductivity); 10 -5 - all the reactions are slowed down; 10 The lowest measured temperature in the whole volume of a probe -6 - dis-order in the matter is vanishing, noises are 10 VERY LOW TEMPERATUREVERY LOW -7 avoided (cryo-electronics). 10 The lowest temperaure of copper nuclei -8 European Cryogenic Course 10 CERN Geneva 2010 -9 10 Bose-Einstein condensate HistoricalHistorical developmentdevelopment ofof cryogenicscryogenics andand relatedrelated technologiestechnologies -

Compressed Liquid Gases (Cryogens) Laboratory Safe Work Practices
Compressed Liquid Gases (Cryogens) Laboratory Safe Work Practices Source: Section 3.9 of Guidelines for Safe Work Practices in Human and Animal Medical Diagnostic Laboratories: Recommendations of a CDC-convened, Biosafety Blue Ribbon Panel; excerpted by Vanderbilt OCRS, 10.2020. Compressed Liquid Gases (Cryogens) Cryogenic liquids are liquefied gases that have a normal boiling point below -238°F (-150°C). Liquid nitrogen is used in the microbiology laboratory to freeze and preserve cells and virus stocks. The electron microscopy laboratory, frozen section suites, and grossing stations for surgical pathology frequently use liquid nitrogen; some laboratories also use liquid helium. The principal hazards associated with handling cryogenic fluids include cold contact burns and freezing, asphyxiation, explosion and material embrittlement. Cold contact burns and freezing • Liquid nitrogen is dangerously cold (-320°F [-196°C]), and • Wear loose-fitting thermal gloves with elbow-length cuffs skin contact with either the liquid or gas phase can when filling dewars. Ensure that gloves are loose enough to immediately cause frostbite. At -450°F (-268°C), liquid be thrown off quickly if they contact the liquid. helium is dangerous and cold enough to solidify atmospheric • Never place gloved hands into liquid nitrogen or into the air. liquid nitrogen stream when filling dewars. Gloves are not • Always wear eye protection (face shield over safety goggles). rated for this type of exposure. Insulated gloves are The eyes are extremely sensitive to freezing, and liquid designed to provide short-term protection during handling of nitrogen or liquid nitrogen vapors can cause eye damage. hoses or dispensers and during incidental contact with the • Do not allow any unprotected skin to contact uninsulated liquid. -
Industrial Gases and Advanced Technologies for Non-Ferrous Mining and Refining Tell Me More Experience, Understanding and Solutions
Industrial gases and advanced technologies for non-ferrous mining and refining tell me more Experience, understanding and solutions When a need for reliable gas supply or advanced technologies for your processes occurs, Air Products has the experience to help you be more successful. Working side-by-side with non-ferrous metals mining and refining facilities, we have developed in-depth knowledge and understanding of extractive and refining processes. You can leverage our experience to help increase yield, improve production, decrease harmful fugitive emissions, and reduce energy consumption and fuel cost throughout your operations. As a leading global industrial gas supplier, we offer a full range of supply modes for industrial gases, including oxygen, nitrogen, argon and hydrogen for small and large volume users, state-of-the-art equipment and a broad range of technical services based on our comprehensive global engineering experience in many critical gas applications. Our products range from packaged gases, such as portable cryogenic dewars, all the way up to energy-efficient cryogenic air separation plants and enabling equipment, such as burners and flow controls. Beyond products and services, customers count on us for over 60 years of technical knowledge and experience. As an owner and operator of over 800 air separation plants worldwide, with an understanding of current and future industry needs, we can develop and implement technical solutions that are right for your process and production challenges. It’s our goal to match your needs with a comprehensive and cost-effective industrial gas system and innovative technologies. “By engaging Air Products at an early stage in our Zambian [Kansanshi copper-gold mining] project, we were able to explore oxygen supply options and determine what we believed to be the best system for our specific process requirements. -
Cryogenics – the Basics Or Pre-Basics Lesson 1 D
Cryogenics – The Basics or Pre-Basics Lesson 1 D. Kashy Version 3 Lesson 1 - Objectives • Look at common liquids and gases to get a feeling for their properties • Look at Nitrogen and Helium • Discuss Pressure and Temperature Scales • Learn more about different phases of these fluids • Become familiar with some cryogenic fluids properties Liquids – Water (a good reference) H2O density is 1 g/cc 10cm Total weight 1000g or 1kg (2.2lbs) Cube of water – volume 1000cc = 1 liter Liquids – Motor Oil 10cm 15W30 density is 0.9 g/cc Total weight 900g or 0.9 kg (2lbs) Cube of motor oil – volume 1000cc = 1 liter Density can and usually does change with temperature 15W30 Oil Properties Density Curve Density scale Viscosity scale Viscosity Curve Water density vs temperature What happens here? What happens here? Note: This plot is for SATURATED Water – Discussed soon Water and Ice Water Phase Diagram Temperature and Pressure scales • Fahrenheit: 32F water freezes 212 water boils (at atmospheric pressure) • Celsius: 0C water freezes and 100C water boils (again at atmospheric pressure) • Kelvin: 273.15 water freezes and 373.15 water boils (0K is absolute zero – All motion would stop even electrons around a nucleus) • psi (pounds per square in) one can reference absolute pressure or “gage” pressure (psia or psig) • 14.7psia is one Atmosphere • 0 Atmosphere is absolute vacuum, and 0psia and -14.7psig • Standard Temperature and Pressure (STP) is 20C (68F) and 1 atm Temperature Scales Gases– Air Air density is 1.2kg/m3 => NO Kidding! 100cm =1m Total weight -

Cryogenic Liquid Nitrogen Vehicles (ZEV's)
International Journal of Scientific and Research Publications, Volume 6, Issue 9, September 2016 562 ISSN 2250-3153 Cryogenic Liquid Nitrogen Vehicles (ZEV’S) K J Yogesh Department Of Mechanical Engineering, Jain Engineering College, Belagavi Abstract- As a result of widely increasing air pollution available zero emission vehicle (ZEV) meeting it's standards are throughout the world & vehicle emissions having a major the electrically recharged ones, however these vehicles are also contribution towards the same, it makes its very essential to not a great success in the society due to its own limitations like engineer or design an alternative to the present traditional initial cost, slow recharge, speeds etc. Lead acid & Ni-Cd gasoline vehicles. Liquid nitrogen fueled vehicles can act as an batteries are the past of major technologies in the electric excellent alternative for the same. Liquefied N2 at cryogenic vehicles. They exhibit specific energy in the range of 30-40 W- temperatures can replace conventional fuels in cryogenic heat hr/kg. Lead- acid batteries take hours to recharge & the major engines used as a propellant. The ambient temperature of the drawback of the batteries in all the cases is their replacement surrounding vaporizes the liquid form of N2 under pressure & periodically. This directly/indirectly increases the operating cost leads to the formation of compressed N2 gas. This gas actuates a when studied carefully & thereby not 100% acceptable. pneumatic motor. A combination of multiple reheat open Recent studies make it clear that the vehicles using liquid Rankine cycle & closed Brayton cycle are involved in the nitrogen as their means provide an excellent alternative before process to make use of liquid N2 as a non-polluting fuel. -
Guidance Document Cryogenic Liquids
Guidance Document Cryogenic Liquids [This is a brief and general summary. Read the full MSDS for more details before handling.] Introduction: All cryogenic liquids are gases at normal temperature and pressure. The liquids are formed by cooling the gases below room temperature, followed by compression which liquefies them. Cryogenic liquids are kept in the liquid state at very low temperatures. Cryogenic liquids have boiling points below -73°C (-100°F). The most common cryogenic liquids currently on campus are liquid nitrogen, liquid argon and liquid helium. The different cryogens become liquids under different conditions of temperature and pressure. But all have two very important properties in common. First, the liquids and their vapors are extremely cold. The risk of destructive freezing of tissues is always present. In addition, when they vaporize the liquids expand to enormous volumes. For example, liquid nitrogen will expand 696 times as it vaporizes. Vaporization in a sealed container could rupture the vessel. Vaporization in an enclosed workspace could cause asphixiation by displacing air needed to support life. All of the cryogenic liquids on campus are inert, colorless, odorless, non-corrosive and non- flammable. Not all cryogens fit this description. Special permission would be required to use other cryogenic liquids. Liquid oxygen could produce an oxygen-rich atmosphere which could accelerate combustion of other materials. Liquid hydrogen, liquid methane or liquefied natural gas could form an extremely flammable mixture with air. Liquid carbon monoxide is extremely toxic and extremely flammable. Cryogenic liquids are received from the vendor in special vacuum jacketed cylinders, which allows for storage of the liquefied gas for a long time. -

Merger Agreement Between Linde Intermediate Holding
Notarial deed by Notary Dr. Tilman Götte, Munich, as of November 1, 2018 - UR 2924 G/2018 Convenience Translation MERGER AGREEMENT BETWEEN LINDE INTERMEDIATE HOLDING AG AND LINDE AKTIENGESELLSCHAFT Merger Agreement between Linde Intermediate Holding AG, Klosterhofstraße 1, 80331 Munich, – hereinafter also referred to as “Linde Intermediate” or the “Acquiring Company” – and Linde Aktiengesellschaft, Klosterhofstraße 1, 80331 Munich, - hereinafter also referred to as “Linde AG” or the “Transferring Company” – Acquiring Company and Transferring Company also referred to as “Parties” or individually referred to as a “Party” – - 2 - Preliminary Remarks I. Linde Intermediate is a stock corporation, incorporated under the laws of Germany and registered with the commercial register of the local court of Munich under HRB 234880, having its registered office in Munich, whose shares are neither admitted to trading on the regulated market segments of a stock exchange nor traded on an over-the-counter market of a stock exchange. The nominal capital of Linde Intermediate registered with the commercial register amounts to € 50,000. It is divided into 50,000 registered shares with no par value each having a notional value of € 1.00. The fiscal year of Linde Intermediate is the calendar year. The sole shareholder of Linde Intermediate is Linde Holding GmbH, registered with the commercial register of the local court of Munich under HRB 234787, having its registered office in Munich (“Linde Holding GmbH”). The nominal capital of Linde Holding GmbH is, in turn, fully held by Linde plc, a public limited company incorporated under the laws of Ireland, having its registered office in Dublin, Ireland, and its principal executive offices in Surrey, United Kingdom (“Linde plc”). -

Air Separation: Materials, Methods, Principles and Applications - an Overview D Hazel and N Gobi*
Chemical Science Review and Letters ISSN 2278-6783 Research Article Air Separation: Materials, Methods, Principles and Applications - An Overview D Hazel and N Gobi* Department of Textile Technology, Anna University, Chennai – 600025, Tamil Nadu, India Abstract Air separation process is an emerging technology which is widely used in Keywords: Air separation, methods, many fields. The air separation methods, processing parameters, techniques principles, membrane, applications and external factors such as pressure and temperature can be varied based on the end use application. Inert gas generation, oxygen enrichment, natural *Correspondence gas dehydration, sour gas treatment, air humidification, purging gas, acid Author: N Gobi gas treatment etc., are the main application area of the air separation. Now a Email: [email protected] days, binary gas separation widely used in huge variety of application. It also plays a role in reduction of air pollutants in many industries. Recently membrane takes a huge part in air separation as efficient and simple method. The usage of membrane will reduce the cost and energy. This paper reviews the available methods, principle, properties and applications of different air separation process and also it reviews about the different forms of available materials for air separation. Introduction Recently, air separation has an application in many fields due to its requirements in the present scenario. Air separation is the process of segregating primary components from the atmospheric air. Air separation in other words reveals the information of selective separation of air components from its volume and oxygen plays an important role in chemical industry, medical field, combustion process [1], isolation of pollutants and recovery of reactants [2]. -
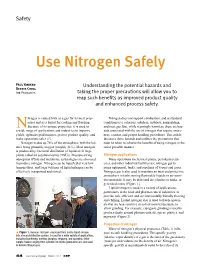
Use Nitrogen Safely
Safety Use Nitrogen Safely Paul Yanisko Understanding the potential hazards and Dennis Croll Air Products taking the proper precautions will allow you to reap such benefits as improved product quality and enhanced process safety. itrogen is valued both as a gas for its inert prop- Nitrogen does not support combustion, and at standard erties and as a liquid for cooling and freezing. conditions is a colorless, odorless, tasteless, nonirritating, NBecause of its unique properties, it is used in and inert gas. But, while seemingly harmless, there are haz- a wide range of applications and industries to improve ards associated with the use of nitrogen that require aware- yields, optimize performance, protect product quality, and ness, caution, and proper handling procedures. This article make operations safer (1). discusses those hazards and outlines the precautions that Nitrogen makes up 78% of the atmosphere, with the bal- must be taken to achieve the benefits of using nitrogen in the ance being primarily oxygen (roughly 21%). Most nitrogen safest possible manner. is produced by fractional distillation of liquid air in large plants called air separation units (ASUs). Pressure-swing Nitrogen applications adsorption (PSA) and membrane technologies are also used Many operations in chemical plants, petroleum refin- to produce nitrogen. Nitrogen can be liquefied at very low eries, and other industrial facilities use nitrogen gas to temperatures, and large volumes of liquid nitrogen can be purge equipment, tanks, and pipelines of vapors and gases. effectively transported and stored. Nitrogen gas is also used to maintain an inert and protective atmosphere in tanks storing flammable liquids or air-sensi- tive materials. -

Rudolf Diesel — Man of Motion and Mystery Jack Mcguinn, Senior Editor
addendum Rudolf Diesel — Man of Motion and Mystery Jack McGuinn, Senior Editor You have to admit, having an In 1893, he published his treatise, “Theory engine named after you is a and Construction of a Rational Heat singularly impressive achieve- Engine to Replace the Steam Engine and ment. After all, the combustion the Combustion Engines Known Today.” It engine isn’t named for anyone. No one was the foundation of his research that led refers to the steam engine as “the Watt” to the Diesel engine. But later that year, it engine. was back to the drawing board; Diesel came But then along came Rudolf Diesel to realize that he wasn’t there yet, and later (1858–1913), and with him — the that year filed another patent, correcting his Diesel engine, the engine that liter- mistake. ally took the steam out of a wide range Central to Diesel’s game-changing engine of engine applications. Born in Paris creation was his understanding of thermo- to Bavarian immigrants in some- dynamics and fuel efficiency, and that “as what humble circumstances — his much as 90%” of fuel energy “is wasted in father Theodor was a bookbinder and a steam engine.” Indeed, a signature accom- leather goods manufacturer — Rudolf plishment of Diesel’s engine is its elevated was shortly after birth sent to live for efficiency ratios. After several years of fur- nine months with a family of farmers ther development with Heinrich von Buz in Vincennes, for reasons that remain of Augsburg’s MAN SE, by 1897 the Diesel sketchy. Upon return to his parents, Rudolf was excelling in engine was a reality. -
Air Separation Plants. History and Technological Progress in the Course of Time
Air separation plants. History and technological progress in the course of time. History and technological progress of air separation 03 When and how did air separation start? In May 1895, Carl von Linde performed an experiment in his laboratory in Munich that led to his invention of the first continuous process for the liquefaction of air based on the Joule-Thomson refrigeration effect and the principle of countercurrent heat exchange. This marked the breakthrough for cryogenic air separation. For his experiment, air was compressed Linde based his experiment on findings from 20 bar [p₁] [t₄] to 60 bar [p₂] [t₅] in discovered by J. P. Joule and W. Thomson the compressor and cooled in the water (1852). They found that compressed air cooler to ambient temperature [t₁]. The pre- expanded in a valve cooled down by approx. cooled air was fed into the countercurrent 0.25°C with each bar of pressure drop. This Carl von Linde in 1925. heat exchanger, further cooled down [t₂] proved that real gases do not follow the and expanded in the expansion valve Boyle-Mariotte principle, according to which (Joule-Thomson valve) [p₁] to liquefaction no temperature decrease is to be expected temperature [t₃]. The gaseous content of the from expansion. An explanation for this effect air was then warmed up again [t₄] in the heat was given by J. K. van der Waals (1873), who exchanger and fed into the suction side of discovered that the molecules in compressed the compressor [p₁]. The hourly yield from gases are no longer freely movable and this experiment was approx. -

The Noble Gases
INTERCHAPTER K The Noble Gases When an electric discharge is passed through a noble gas, light is emitted as electronically excited noble-gas atoms decay to lower energy levels. The tubes contain helium, neon, argon, krypton, and xenon. University Science Books, ©2011. All rights reserved. www.uscibooks.com Title General Chemistry - 4th ed Author McQuarrie/Gallogy Artist George Kelvin Figure # fig. K2 (965) Date 09/02/09 Check if revision Approved K. THE NOBLE GASES K1 2 0 Nitrogen and He Air P Mg(ClO ) NaOH 4 4 2 noble gases 4.002602 1s2 O removal H O removal CO removal 10 0 2 2 2 Ne Figure K.1 A schematic illustration of the removal of O2(g), H2O(g), and CO2(g) from air. First the oxygen is removed by allowing the air to pass over phosphorus, P (s) + 5 O (g) → P O (s). 20.1797 4 2 4 10 2s22p6 The residual air is passed through anhydrous magnesium perchlorate to remove the water vapor, Mg(ClO ) (s) + 6 H O(g) → Mg(ClO ) ∙6 H O(s), and then through sodium hydroxide to remove 18 0 4 2 2 4 2 2 the carbon dioxide, NaOH(s) + CO2(g) → NaHCO3(s). The gas that remains is primarily nitrogen Ar with about 1% noble gases. 39.948 3s23p6 36 0 The Group 18 elements—helium, K-1. The Noble Gases Were Kr neon, argon, krypton, xenon, and Not Discovered until 1893 83.798 radon—are called the noble gases 2 6 4s 4p and are noteworthy for their rela- In 1893, the English physicist Lord Rayleigh noticed 54 0 tive lack of chemical reactivity.