1. Grinding • 2. Types of Grinding Wheels • 3. Cut Off
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
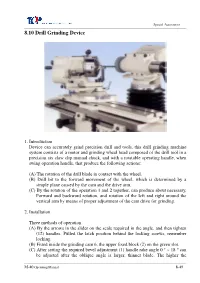
8.10 Drill Grinding Device
Special Accessories 8.10 Drill Grinding Device 1. Introduction Device can accurately grind precision drill and tools, this drill grinding machine system consists of a motor and grinding wheel head composed of the drill tool in a precision six claw clip manual chuck, and with a rotatable operating handle, when swing operation handle, that produce the following actions: (A) The rotation of the drill blade in contact with the wheel. (B) Drill bit to the forward movement of the wheel, which is determined by a simple plane caused by the cam and the drive arm. (C) By the rotation of the operation 1 and 2 together, can produce about necessary, Forward and backward rotation, and rotation of the left and right around the vertical arm by means of proper adjustment of the cam drive for grinding. 2. Installation Three methods of operation (A) By the arrows in the slider on the scale required in the angle, and then tighten (12) handles. Pulled the latch position behind the locking screws, remember locking. (B) Fitted inside the grinding cam 6, the upper fixed block (2) on the green slot. (C) After setting the required bevel adjustment (1) handle rake angle 0 ° ~ 18 ° can be adjusted after the oblique angle is larger, thinner blade. The higher the M-40 Operating Manual 8-49 Special Accessories hardness of the material to be cut, then the posterior oblique angle should be smaller; lower the hardness of the material to be cut, then the posterior oblique angle should be larger. (D) If a straight shank drill bit, then caught in six claw clip directly to the head; such as slope handle, is mounted on the right sleeve of Mohs, and then to six claw tip drill chuck clamping, which can center of the drill grinding more solid and more accurate. -
Manufacturing Processesprocesses
MANUFACTURINGMANUFACTURING PROCESSESPROCESSES - AMEM 201 – Lecture 10 : Machining Processes Grinding and other Abrasive Machining Processes DR. SOTIRIS L. OMIROU Abrasive Machining Abrasive machining uses tools that are made of tiny, hard particles of crystalline materials. Abrasive particles have irregular shape and sharp edges. The workpiece surface is machined by removing very tiny amounts of material at random points where a particle contacts it. By using a large number of particles, the effect is averaged over the entire surface, resulting in very good surface finish and excellent dimension control , even for hard, brittle workpieces. Abrasive machining is also used to machine brittle materials . Such materials cannot be machined easily by conventional cutting processes since they would fracture and crack in random fashion. 2 1 The main uses of grinding and abrasive machining 1. To improve the surface finish of a part manufactured by other processes. Examples: (a)A steel injection molding die is machined by milling. The surface finish must be improved for better plastic flow, either by manual grinding using shaped grinding tools, or by electro-grinding. (b) The internal surface of the cylinders of a car engine are turned on a lathe. The surface is then made smooth by grinding, followed by honing and lapping to get an extremely good, mirror-like finish. (c) Sand-paper is used to smooth a rough cut piece of wood. 3 The main uses of grinding and abrasive machining 2. To improve the dimensional tolerance of a part manufactured by other processes Examples: (a)ball-bearings are formed into initial round shape by a forging process; this is followed by a grinding process in a specially formed grinding die to get extremely good diameter control (≤ 15µm). -

Machining Online Manufacturing Training
MACHINING ONLINE MANUFACTURING TRAINING MACHINING FUNDAMENTALS 5S Overview Cutting Processes Hole Standards and Inspection Math: Fractions and Decimals Thread Standards and Inspection Band Saw Operation Essentials of Heat Treatment of Steel Intro to OSHA Metal Cutting Fluid Safety Trigonometry: Sine, Cosine, Tangent Basic Cutting Theory Ferrous Metals Introduction to Mechanical Properties Noise Reduction/Hearing Conservation Units of Measurement Basic Measurement Fire Safety and Prevention Introduction to Metal Cutting Fluids Overview of Machine Tools Walking and Working Surfaces Basics of Tolerance Geometry: Circles and Polygons ISO 9001: 2015 Review Personal Protective Equipment Bloodborne Pathogens Geometry: Lines and Angles Lean Manufacturing Overview Powered Industrial Truck Safety Blueprint Reading Geometry: Triangles Lockout/Tagout Procedures Safety for Lifting Devices Calibration Fundamentals Hand and Power Tool Safety Math Fundamentals SDS and Hazard Communication GRINDING TECH Basic Grinding Theory Cylindrical Grinder Operation Grinding Variables Major Rules of GD&T Supporting and Locating Principles Basics of G Code Programming Dressing and Truing Grinding Wheel Geometry Metrics for Lean Surface Grinder Operation Basics of the Centerless Grinder Essentials of Communication Grinding Wheel Materials Process Flow Charting Surface Texture and Inspection Basics of the Cylindrical Grinder Essentials of Leadership Intro to Fastener Threads Setup for the Centerless Grinder Troubleshooting Basics of the Surface Grinder Grinding Ferrous -

Grinding Your Own Lathe Tools
WEAR YOUR SAFETY GLASSES FORESIGHT IS BETTER THAN NO SIGHT READ INSTRUCTIONS BEFORE OPERATING Grinding Your Own Left Hand Right Hand Boring Tool Cutting Tool Cutting Tool Lathe Tools As with any machining operation, grinding requires the Dressing your grinding wheel is a part of maintaining the utmost attention to “Eye Protection.” Be sure to use it when bench grinder. Grinding wheels should be considered cutting attempting the following instructions. tools and have to be sharpened. A wheel dresser sharpens Joe Martin relates a story about learning to grind tools. “My by “breaking off” the outer layer of abrasive grit from the first experience in metal cutting was in high school. The wheel with star shaped rotating cutters which also have to teacher gave us a 1/4" square tool blank and then showed be replaced from time to time. This leaves the cutting edges us how to make a right hand cutting tool bit out of it in of the grit sharp and clean. a couple of minutes. I watched closely, made mine in ten A sharp wheel will cut quickly with a “hissing” sound and minutes or so, and went on to learn enough in one year to with very little heat by comparison to a dull wheel. A dull always make what I needed. I wasn’t the best in the class, wheel produces a “rapping” sound created by a “loaded just a little above average, but it seemed the below average up” area on the cutting surface. In a way, you can compare students were still grinding on a tool bit three months into the what happens to grinding wheels to a piece of sandpaper course. -

597 Washington, D.C
UNITED STATES TARIFF COMMISSION ANTIFRICTION BALLS AND BALL BEARINGS, INCLUDING BALL BEARINGS WITH INTEGRAL SHAFTS, AND PARTS THEREOF Report to the President on Investigation No. TEA-I-27 Under Section 301(b) (1) of the Trade Expansion Act of 1962 TC Publication 597 Washington, D.C. July 1973 UNITED STATES TARIFF COMMISSION Catherine Bedell, Chairman Joseph 0. Parker, Vice Chairman Will E. Leonard, Jr. George M. Moore J. Banks Young Italo H. Ablondi Kenneth R. Mason, Secretary Address all communications to United States Tariff Commission Washington, D. C. 20436 CONTENTS Page Report to the President. 1 Findings of the Commission 3 Views of Chairman Bedell, Vice Chairman Parker, and Commissioner Moore 6 Views of Commissioner Young 13 Information obtained in the investigation: Description of articles under investigation A-1 U.S. tariff treatment A-11 Ground ball bearings: U.S. producers A-16 Importers importing from Japan A-19 Importers importing from Canada and Europe A-21 U.S. consumption A-21 U.S. production A-23 Aggregate producers' shipments A-23 Inventories A-27 U.S. exports A-28 U.S. imports A-29 Unground ball bearings: U.S. producers A-34 U.S. consumption and production A-34 U.S. producers' shipments A-35 U.S. exports and imports A-36 Antifriction balls: U.S. producers A-37 U.S. consumption A-38 U.S. production and shipments A-38 U.S. imports A-40 U.S. exports A-40 U.S. bp.11 bearing producers' sources of balls A-41 Channels of distribution A-42 Pricing practices A-43 Prices A-44 Ball bearings A-44 Antifriction balls A-48 Cost of importing ball bearings from Japan A-49 Comparison of the cost of importing from Japan with a major U.S. -

Certain Ball Bearings and Parts Thereof from the People's Republic
68 FR 10685, March 6, 2003 A-570-874 Investigation 7/1/01-12/31/01 Public Document G2/O6: DB, BL February 27, 2003 MEMORANDUM TO: Faryar Shirzad Assistant Secretary for Import Administration FROM: Holly A. Kuga Acting Deputy Assistant Secretary for Import Administration SUBJECT: Issues and Decision Memorandum for the Final Determination in the Antidumping Duty Investigation of Certain Ball Bearings and Parts Thereof from the People’s Republic of China Summary We have analyzed the comments and rebuttal comments of interested parties in the antidumping duty investigation of certain ball bearings and parts thereof (ball bearings) from the People’s Republic of China (PRC). As a result of our analysis of these comments, we have made changes in the margin calculations, including corrections of certain inadvertent errors from the preliminary determination. We recommend that you approve the positions we have developed in the “Discussion of the Issues” section of this memorandum for this final determination. Below is the complete list of issues in this investigation for which we received comments and rebuttal comments from parties: I. General Issues Comment 1: Valuation of Overhead, SG&A, and Profit Ratios (“Financial Ratios”) A. Whether Companies Which Reported a Loss Should Be Excluded from Profit Ratios Calculation B. Whether the Department Should Use a Weighted Average or a Simple Average to Calculate Financial Ratios C. Whether the Department Should Exclude Companies Which Did Not Manufacture the Merchandise under Investigation D. Whether the Department Should Exclude Financial Data That Are Not Contemporaneous with the POI E. Whether the Department Should Exclude Companies That Were Owned and Controlled by the Indian Government F. -

Cutting & Grinding Discs
Cutting discs PFERD with the new color code system on the disc and package. Grinding discs PFERD Standard arbor hole 22.2 mm Cutting disc S SG (performance range) For cutting of sheet metal, sections and solid materials in steel. Also for cast Iron. Disc thickness 1,0 – 1,6 – 1,9 mm for fast and comfortable cutting with minimized burr formation. Disc thickness 2,4 mm for universal cutting applications. Disc thickness 2,9 – 3,0 – 3,2 mm for maximum tool life with high lateral stability. Shape EHT (type 41 = flat disc) Shape EH (type 42 = depressed center). Number Diameter Thickness Shape PFERDERGONOMICS® cutting discs <2.0mm 460110 115 1.0 EHT 460111 115 1.6 EHT 460112 115 2.4 EHT 460114 125 1.0 EHT 460115 125 1.6 EHT 460116 125 2.4 EHT 460118 150 3.0 EHT 460118B 180 1.6 EHT 460119 180 2.9 EHT 460120 180 3.2 EHT 460120B 230 1.9 EHT 460121 230 2.9 EHT 460122 230 3.2 EHT Number Diameter Thickness Shape 460112E 115 2.4 EH 460113 115 3.2 EH 460116E 125 2.4 EH 460117 125 3.2 EH 460118E 150 3.0 EH 460119E 180 2.9 EH 460120E 180 3.2 EH 460121E 230 2.9 EH 460122E 230 3.2 EH Cutting disc SG STEELOX (performance range) For cutting of sheet metal, sections and solid material in steel and stainless steel (INOX). Shape EHT (type 41 = flat disc) Shape EH (type 42 = depressed center). * = metal center ring PFERDERGONOMICS® cutting discs <2.0mm Number Diameter Thickness Shape 460140 115 1.0 EHT 460141 115 1.6 EHT 460141B 115 2.0 EHT 460142 115 2.4 EHT 460145B 125 1.0 EHT * 460146 125 1.6 EHT * 460146B 125 2.0 EHT 460147 125 2.4 EHT 460147D 150 1.6 EHT 460149A 180 1.6 EHT 460150 180 2.5 EHT * 460150B 230 1.9 EHT 460151 230 2.5 EHT 460152 230 3.2 EHT * Number Diameter Thickness Shape 460143 115 2.4 EH 460144 115 3.2 EH 460148 125 2.4 EH 460149 125 3.2 EH 460150E 180 2.5 EH 460151E 230 2.5 EH Pag. -
Drill Bit Sharpener Grinding Attachment Model No: SMS01
INSTRUCTIONS FOR DRILL BIT SHARPENER GRINDING ATTACHMENT MODEL NO: SMS01 Thank you for purchasing a Sealey product. Manufactured to a high standard, this product will, if used according to these instructions, and properly maintained, give you years of trouble free performance. IMPORTANT: PLEASE READ THESE INSTRUCTIONS CAREFULLY. NOTE THE SAFE OPERATIONAL REQUIREMENTS, WARNINGS & CAUTIONS. USE THE PRODUCT CORRECTLY AND WITH CARE FOR THE PURPOSE FOR WHICH IT IS INTENDED. FAILURE TO DO SO MAY CAUSE DAMAGE AND/OR PERSONAL INJURY AND WILL INVALIDATE THE WARRANTY. KEEP THESE INSTRUCTIONS SAFE FOR FUTURE USE. Refer to Wear eye Wear a mask Wear ear Wear safety instructions protection protection footwear 1. SAFETY WARNING! Disconnect the grinder from the mains power, and ensure the grinding wheels are at a standstill before attempting to position drill bit. 9 Maintain the sharpener in good condition. 9 Replace or repair damaged parts. Use recommended parts only. Non-authorised parts may be dangerous and will invalidate the warranty. ▲ DANGER! DO NOT use a damaged grinding wheel, to sharpen drill bits. 9 Ensure that the correct grinding wheel is used for sharpening of drill bits. WARNING! Keep all guards and holding screws in place, tight and in good working order. Check regularly for damaged parts. A guard or any other part that is damaged should be repaired or replaced before tool is next used. The eye shields are a mandatory fitting when grinder is used in premises covered by the Health & Safety at Work Act. 9 Ensure adequate lighting. 9 Before each use check grinding wheels for condition. If worn or damaged replace immediately. -

Oil-Based Metalworking Fluids
SSttrraaiigghhtt OOiillss ffoorr CCuuttttiinngg && GGrriinnddiinngg Optimum Performance Where Lubrication & Extreme Pressure Properties are Required E−LEARNING GUIDE CUTTING & GRINDING OILS REDUCE FRICTION ● LONGER TOOL LIFE IMPROVED SURFACE FINISH Oil based metalworking fluids, otherwise known as straight oils, are meant to be used in tough operations where lubrication and extreme pressure properties are necessary. They are not meant to replace or compete with their water-based counterparts; rather, they provide an option for those applications where lubrication is more essential than cooling. Straight oils provide significant improvements in cutting and grinding operations by reducing friction resulting in improved surface finishes and longer tool life, especially with grinding wheels and other abrasive tools. Premium cutting and grinding straight oils are specially designed to provide optimum performance across a variety of different operational levels and viscosities. They have distinct advantages such as: Long or continuous Exceptional rust Less fluid and Excellent lubricity service life of control sump maintenance fluids Oil based metalworking fluids can range from low to high viscosity and in performance from light to heavy duty machining, each feature dialed into the specific applications in which it will be used. Some examples of these oils are: Low viscosity light duty oils are designed to provide excellent wetting properties and are ideal in higher speed operations and Swiss machines. ISO 32 medium duty oils offer excellent performance in light to moderate duty cutting applications and are often used as dual or tri-purpose oils. These types of oils are ideal for screw machines or any operation where there is a high probability of leakage. -

Controls the Rotation and Longitudinal Motion of the Workpiece
CHAPTER 2- ABRASIVE GRINDING PROCESSES. LEARNING OBJECTIVES D Understand the types of different grinding machines D Techniques of grinding D Various application of grinding machines -------------------------------------------------------------------------------------------------------------------- Classification of Grinding Processes. Grinding machines can be best classified according to the type of surfaces they are used to produce. In order to bring the job to the required shape, size and surface finish the surplus stock is removed either by feeding the job against the revolving wheel or by forcing the revolving wheel against the job. Conventional grinding machines can be broadly classified as Surface grinding machine Cylindrical grinding machine Internal grinding machine Tool and cutter grinding machine SURFACE GRINDING MACHINE Basically there are four different types of surface grinding machines characterised by the movement of their tables and the orientation of grinding wheel spindles as follows: Horizontal spindle & reciprocating table Vertical spindle & reciprocating table Horizontal spindle & rotary table Vertical spindle & rotary table Figure 1: Horizontal spindle and reciprocating table Complied by: Jagdeesha T, Assistant Professor, Mech Engg Dept., National Institute of Technology, Calicut Figure 2: a) Transverse Grinding b) Plunge Grinding Vertical Spindle reciprocating table grinder This grinding machine with all working motions is shown in Fig. 3a. The grinding operation is similar to that of face milling on a vertical milling machine. In this machine a cup shaped wheel grinds the workpiece over its full width using end face of the wheel as shown in Fig 3b. This brings more grits in action at the same time and consequently a higher material removal rate may be attained than for grinding with a peripheral wheel. -

Introduction to Turning Tools and Their Application Identification and Application of Cutting Tools for Turning
Introduction to Turning Tools and their Application Identification and application of cutting tools for turning The variety of cutting tools available for modern CNC turning centers makes it imperative for machine operators to be familiar with different tool geometries and how they are applied to common turning processes. This course curriculum contains 16-hours of material for instructors to get their students ready to identify different types of turning tools and their uses. ©2016 MachiningCloud, Inc. All rights reserved. Table of Contents Introduction .................................................................................................................................... 2 Audience ..................................................................................................................................... 2 Purpose ....................................................................................................................................... 2 Lesson Objectives ........................................................................................................................ 2 Anatomy of a turning tool............................................................................................................... 3 Standard Inserts .............................................................................................................................. 3 ANSI Insert Designations ............................................................................................................. 3 Insert Materials -

Waterjet Cutting
Waterjet Cutting Waterjet cutting is one of today’s fastest-growing technologies and is quickly becoming a leading fabrication process. Waterjet cutting uses a high-pressure stream of water with an abrasive such as garnet to make the cut. No heat is generated during Waterjet cutting, eliminating the risk of material distortion. Edge finish of Waterjet machined parts is smooth and satiny, with no jagged edges, slag or burrs, eliminating the need for other finishing processes such as grinding. Water jet cutting technology utilizes high pressure water with an abrasive substance to create a cutting tool that travels at three times the speed of sound. With this tool, virtually any material can be cut with or without an abrasive in some Hi-Tech Welding is a one-stop service center for welding and cases. The Mitsubishi control, combined with a CAD-CAM fabrication in Lee’s Summit, MO. generated CNC code, allows for simple or complex shapes to be cut. Speed and accuracy (compensation is within In 1985 Hi-Tech Welding originally began as a tool and die welding ±0.005” per 36” length) are easy to achieve with the Waterjet facility. Over the years it has grown into a full welding and fabrication Intelligent Taper ControlTM System. shop. Waterjet Cuts Virtually Any Material Services offered • Laser Welding Waterjet cutting is suitable for nearly any material, and can • Tool and Die Welding cut any material up to 6” thick. • Waterjet Cutting • Welding Repair We have software that allows us to make high quality ducts, • Repair and Refurbishment fittings, flanges and brackets.