Engines New Engines for Even Greater Driving Enjoyment and Comfort
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
VW MKIII VR6 Secondary Air Injection
Fourtitude Forums: Secondary Air Injection Incorrect Flow (P0411) fix! Page 1 of 16 My Profile | Active Users | Help | Search | Google Search You are not logged in, Log in | Register Fourtitude Forums 2.8l 12v VR6 Engine Forum Secondary Air Injection Incorrect Flow (P0411) fix! [Archived] benny_mech Secondary Air Injection Incorrect Flow (P0411) fix! « » 4:06 PM 5/17/2005 Member Offline Member Since 3-4-2003 2279 posts Land of Confusion Since I see this question posted all the time, here's my fix. Please note that you may not have the same exact problem, but I'd start here. Your car spits the ever popular P0411 error code, here's (probably) why. Pull the front bumper/rad support. Peek under the intake manifold. (Sorry for the dark picture). http://forums.fourtitude.com/zerothread?id=1995162 8/9/2008 Fourtitude Forums: Secondary Air Injection Incorrect Flow (P0411) fix! Page 2 of 16 The 4mm inside diameter vaccuum hose gets pinched between the lower intake manifold and the secondary air pump housing, flattening it over time. Remove the combi valve from the cylinder head. It's the hose running from the solenoid valve to the combi valve. http://forums.fourtitude.com/zerothread?id=1995162 8/9/2008 Fourtitude Forums: Secondary Air Injection Incorrect Flow (P0411) fix! Page 3 of 16 Replace that hose with some plastic emissions tube from your friendly Autozone. Has a smaller outside diameter, and won't get pinched. Drink beers. Note that if you have this style valve with the vac port out the top, your vac hose routing is probably much better, and won't get pinched. -
How to Identify MKIV 1
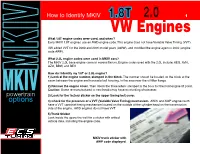
How to Identify MKIV 1 What 1.8T engine codes were used, and when? Early MKIV 1.8T engines use an AWD engine code. This engine does not have Variable Valve Timing (VVT). VW added VVT for the 2000 and 2001 model years (AWW), and modified the engine again in 2002 (engine code AWP). What 2.0L engine codes were used in MKIV cars? The MKIV 2.0L base engine came in several flavors. Engine codes used with the 2.0L include: AEG, AVH, AZG, BBW, and BEV. How do I identify my 1.8T or 2.0L engine? 1) Look at the engine number, stamped in the block. The number should be located on the block at the seam between the engine and transaxle bell housing, in the area near the oil filter flange. 2) Remove the engine cover. Then check the three letters stamped in the boss for the front engine lift point. Caution: Some re-manufactured or new heads may have no marking whatsoever. powertrain 3) Look for the factory sticker on the upper timing belt cover. options 4) Check for the presence of a VVT (Variable Valve Timing) mechanism. AWW and AWP engines both have a VVT camshaft timing mechanism located on the outside of the cylinder head on the transmission side of the engine. AWD engines do not have VVT. 5) Trunk Sticker Look inside the spare tire well for a sticker with critical vehicle data, including the engine code. MKIV trunk sticker with AWP code displayed. How to Identify MKIV 2 What VR6 engine codes were used, and when? Both 12V and 24V VR6 2.8L engines were used in MKIVs. -

Baum Tools Unlimited Inc. 50Th Anniversary Edition
Baum Tools Unlimited Inc. 50th Anniversary Edition Volkswagen-Audi Tool Catalog 2009 Our Next Generation European Hand Scan Tool Has Arrived Now get high end German and Swedish proprietary coverage also get proprietary Asian and Domestic ALL IN ONE TOOL Proprietary Coverage ~EUROPEAN CARS Makes Complicated CAN MERCEDES BENZ systems Easy to Diagnose BMW VOLKSWAGEN VAG Software Version 2.25 just released. AUDI #DS2020 complete Scan Tool with 4 channel lab scope Covering all VW/+AG VOLVO systems ~ASIAN CARS TOYOTA/ LEXUS HONDA/ACURA #DS2021 NISSAN/ INFINITI Complete Scan Tool MITSUBUSHI MAZDA SUBARU HYUNDAI KIA SUZUKI ISUZU DAIHATSU DAEWOO ~AMERICAN CARS GM, FORD, CHRYSLER OBDII AND EOBDII/III COMPLIANT A POWERFUL DIAGNOSTIC TOOL THAT’S SIMPLE TO USE & EASY TO UNDERSTAND Comes with complete International coverage Technical Support • Free hardware Start-up Support available by phone 8:00am-6:00pm EST • Advanced Technical Help of German and Swedish auto repair. Pay as you go by phone • European car specific professional support group. Almost exclusively European specialists • Help is just a phone call away. APPLY FOR THE BAUM TOOLS CREDIT CARD TODAY 800-519-6049 941-927-1414 Itnl’ 941-927-1612 Fax www.baumtools.com / [email protected] I vw insert 09 djb Available Exclusively from Baum Tools with EDR-TECH support. Go the Right Route A VAG Specific Software for Diagnosis, Coding and Programming An Affordable Diagnostic System Providing On-Screen Freeze-Frame Data, Live Data Graphing, Printing & Archiving, & C.A.N. Systems Accessibility. Current Support for BMW, J2534 Pass-Thru Programming other makes coming soon. The VAG software allows the professional technician to perform most of the functions of the OEM diagnostc and programming tool. -

Media Information 2200 Ferdinand Porsche Drive, Herndon, VA 20171 Media.Vw.Com @Vwnews for IMMEDIATE RELEASE
motion VOLKSWAGEN OF AMERICA, INC. Media Information 2200 Ferdinand Porsche Drive, Herndon, VA 20171 media.vw.com @VWNews FOR IMMEDIATE RELEASE 2018 VOLKSWAGEN ATLAS: THE FAMILY-SIZED SUV BUILT IN AMERICA Five distinct trim levels, all priced to make waves in the midsize SUV market Excellent passenger and cargo volume, as well as flexible seating for up to seven adults High-tech interior features include available Volkswagen Digital Cockpit and Fender® Premium Audio System Two engine options: four-cylinder TSI® turbo or powerful VR6®, both with eight-speed automatic transmission Available 4Motion® with Active Control all-wheel-drive system on V6 models Only vehicle in its class to offer Automatic Post-Collision Braking System HERNDON, VA (August 23, 2017) — The 2018 Volkswagen Atlas represents a new chapter in Volkswagen’s U.S. story. Built in Chattanooga, Tennessee, the seven-passenger Atlas offers competitive levels of technology and spaciousness combined with hallmark Volkswagen driving dynamics and attention to detail, all at a price designed to draw attention in the crowded family SUV segment. “This is the biggest and boldest Volkswagen we have ever built in the United States, delivering the distinctive design and craftsmanship we’re known for, now with room for seven,” said Hinrich J. Woebcken, CEO of the North American Region, Volkswagen. “The Atlas marks a brand new journey for Volkswagen to enter into the heart of the American market.” As the newest and biggest member of the Volkswagen lineup, the midsize Atlas SUV offers family-ready passenger and cargo volume, as well as everyday usability and utility. Atlas is available in five trim levels—S, SE, SE w/ Technology, SEL and SEL Premium. -

V96-09 AUTOMATIC TOOL SHIPMENT AT-140 Date: 06-DEC-96 MINIMUM REQUIREMENT - USA VOLKSWAGEN WINNEBAGO DEALERS ONLY
Service Circular Tools - Equipment Subject: VR6 EUROVAN CAMPER TOOL PACKAGE Number: V96-09 AUTOMATIC TOOL SHIPMENT AT-140 Date: 06-DEC-96 MINIMUM REQUIREMENT - USA VOLKSWAGEN WINNEBAGO DEALERS ONLY With the introduction of the new 97 MY Eurovan Camper and Winnebago Realta with VR6 engine, a number of special tools are required. AT-140 contains five tools which are used when repairing the Eurovan Camper VR6 engine or removal of the O1P automatic transmission . A breakdown of these tools are listed on the attachments along with price and application information. Every Volkswagen Winnebago Dealer will be shipped one AT-140 (VR6 Eurovan Camper Package), freight prepaid from Zelenda Automotive Inc. and invoiced from Equipment Solutions. AT-140 (VR6 Eurovan Camper Tool Package) will be shipped to the attention of the Volkswagen Service Manager. Shipments will commence December 18, 1996 and conclude that same week. If you wish to order additional AT-140 Special Tool Packages, please notify Equipment Solutions at (800-892-9650) before December 18, 1996. Individual pieces of the package may be ordered from Equipment Solutions after the automatic shipment takes place. All shipping and billing inquires should be directed to Equipment Solutions. AT-140 VR6 EUROVAN CAMPER TOOL PACKAGE Tool Number Description 3406 Counter-Hold Tool 3407 Bracket 3408 Engine Support 10-222A6 Adapter 10-222A7 Adapter PACKAGE QTY FRANCHISE TYPE DEALER PRICE FIVE TOOLS VOLKSWAGEN: $ 373.00 WINNEBAGO DEALERS ONLY! Volkswagen Service Service Circular VOLKSWAGEN EUROVAN VR6 CAMPER TOOL PACKAGE If you require additional tools or wish to order tools after the automatic shipment, the ordering information is as follows: Tool No. -
Catalog 2008 4.Pmd
Table of Contents The Way We Think... Air Filters ...................................................................... 6 Brake Parts................................................................6-7 We could have called this section of the catalog “Our Brake Pads........................................................... 7 Philosophy of Business” or something fancy like that, but Brake Lines........................................................... 7 Rotors & Drums .................................................6-7 it’s really just a description of the way we feel about our Tools for Brake Parts ......................................... 53 Catalytic Converters.................................................. 40 business. So we’ll call it like it is–The way we think. Here Clutches.....................................................................8-9 it is: Everything in this catalog, and we do mean every- Clutch Cables ....................................................... 9 Clutch Discs ......................................................... 8 thing, has been tried and tested at TECHTONICS-or it Clutch Kits ............................................................ 8 Clutch Parts ..........................................................9 wouldn’t be here. Clutch Pressure Plates......................................... 8 Tools for Clutches .........................................52-53 Cooling System .....................................................10-12 You may notice that this catalog is different from many VW Cooling -

Engine Management of the W8 Engine in the Passat
Service. Self-Study Programme 249 Engine Management of the W8 Engine in the Passat Motronic ME 7.1.1 The Motronic engine management system of the W8 engine enables high power output with mini- mal fuel consumption through adaptation to all operating modes. The heart of the Motronic system is the electronic control unit (J220). It pro- cesses incoming signals and transmits adjustment commands for controlling the subsystems. At the same time, the control unit serves the diagnosis of subsystems and components. S249_001 For further information on the W8 engine, please refer to SSP 248 „The W Engine Concept“. NEW Important Note This self-study programme explains the design Please always refer to the relevant Service literature for current and function of new developments. inspection, adjustment and repair instructions. The contents are not updated. 2 Table of Contents Introduction . 4 System overview . 6 Subsystems . 8 Sensors . 20 Actuators . 28 Functional diagram . 38 Service . 42 Test your knowledge . 46 3 Introduction The Motronic ME 7.1.1 The regulation of the W8 engine is performed by the Motronic ME 7.1.1. The management system of the W8 engine is, in many respects, the same as that of the VR6-V4 engine. These are the tasks of the engine management system: - Optimisation of the fuel-air mixture for all operating modes - Reduction of fuel consumption S249_002 - Regulation of combustion - Monitoring and regulation of exhaust emissions. The control unit is located in the electrics box in the plenum chamber. S249_003 The control unit performs -

International Journal of Engineering Research & Management Technology
International Journal of Engineering Research ISSN: 2348-4039 & Management Technology January- 2015 Volume 2, Issue-1 Email: [email protected] www.ijermt.org Design and Simulation of W20 IC Engine Using Eddy Dissipation, Direct Injection and Layering Approaches Rahul Pratap Yadav Dr. Durgesh Sharma O.P. Umrao Research scholar Professor Associate Professor IMS Engineering College, Ghaziabad ABSTRACT The continuous increasing demand on the subject of smooth operation, performance and fuel economy have led to the progress of existing engines and the development of advanced engines. 20 Cylinder is the eminence of engine design and it is the sign of opulence class vehicles.TheW20 increased its displacement to 10.26 liters and equipped with direct fuel injection for greater power, torque and greater efficiency. The 10.26L W20 engine provide the performance like sports and muscle car performance with [email protected] new W20 engines represents a successive new engine phase. The W engines place excessive demands on design. Large numeral of cylinders was adapted to the exceedingly concise dimensions of the engine. In this process, more consideration was paid to lightweight of W20 engine design. The engine is exceptionally smooth running and performance at high speeds and engine loads. For effective design computer fluid dynamics techniques is used such as eddy dissipation, direct injection and layering approaches. Advantages of these approaches to increase fuel efficiency and smooth power output. Keywords: - W20 Engine, Design, Simulation, Eddy dissipation, Direct injection, Layering Approach INTRODUCTION: The object to make even more concise engines with a large number of cylinders, the design factor of the V and VR engines were integrate to create the W engines. -

VW 3.2 and 3.6 Liter FSI Engine Volkswagen of America, Inc
Service Training Self Study Program 823603 VW 3.2 and 3.6 liter FSI Engine Volkswagen of America, Inc. Volkswagen Academy Printed in U.S.A. Printed 10/2006 Course Number 823603 ©2006 Volkswagen of America, Inc. All rights reserved. All information contained in this manual is based on the latest information available at the time of printing and is subject to the copyright and other intellectual property rights of Volkswagen of America, Inc., its affiliated companies and its licensors. All rights are reserved to make changes at any time without notice. No part of this document may be reproduced, stored in a retrieval system, or transmitted in any form or by any means, electronic, mechanical, photocopying, recording or otherwise, nor may these materials be modified or reposted to other sites without the prior expressed written permission of the publisher. All requests for permission to copy and redistribute information should be referred to Volkswagen of America, Inc. Always check Technical Bulletins and the latest electronic repair information for information that may supersede any information included in this booklet. Trademarks: All brand names and product names used in this manual are trade names, service marks, trademarks, or registered trademarks; and are the property of their respective owners. Contents Overview . 1 Basics. 4 Engine Mechanics. 15 Engine Management. 40 Operating Diagrams. 59 Service. 65 Knowledge Assessment. 67 Note Important! This Self-Study Program provides information This information will not be updated. regarding the design and function of new For maintenance and repair procedures, models. always refer to the latest electronic This Self-Study Program is not a Repair Manual. -

Press Information Sovereign Power from A
Press Information The new Horex engine Sovereign power from a VR6 An exceptional motorcycle demands an exceptional engine. The new Horex delivers smooth acceleration powered by a 1200 cc supercharged six-cylinder. Thanks to the VR cylinder layout patented exclusively by Horex for two-wheeled vehicles, the powerhouse is extremely compact measuring a mere 429 mm width at the cylinder head. At the same time, the VR6 offers a remarkably wide engine speed range with plenty of power well below the redline. The radically new design of the new Horex six-cylinder VR engine can be described quite rightly as a milestone in modern motorcycle engineering. The Horex VR6 was developed based on a patent held by company founder Clemens Neese for implementing this engine concept in a two-wheel vehicle. The new Horex is currently the world's only motorcycle engine that uses this space-saving cylinder configuration. Horex is also ahead of the game when it comes to supercharging. There is no other series production motorcycle on the market today equipped with a direct-driven radial supercharger. Compact and powerful Foremost among the new Horex technological innovations is the VR6 cylinder arrangement, something that in the past was only available with car engines. Basically, the VR concept combines HOREX GmbH, Daimlerstrasse 11, 85748 Garching, Germany, www.horex.com, [email protected] Press contact: c/o DIE WORTWERKSTATT GmbH, Arnd von de Fenn, Telephone +49 7071 15641, [email protected] the advantages of a 'Vee' formation and an inline engine with cylinders arranged in a row (hence "VR"). The VR is similar to a Vee engine with two cylinder banks placed very close together in a staggered and offset arrangement. -

Fiat Coupe Test
GROUP TEST Photography: Philip Lee Harvey Most coupes are well versed in the language of speed and the grammar of fun. But has the new Fiat Coupe FLUENT rewritten the book? The Honda Prelude, Nissan 200SX and VW Corrado will have a few words to say ITALIAN ontest Coupes give car that. Senior management see the especially a yellow one – is a bit like makers a chance to sketches, shake their heads, suck their turning on the radio in 1976 and hear- let their hair down. teeth and sling the lot into the bin, ing the Sex Pistols’ Anarchy in the UK. Forget boot space leaving the frustrated designer to tear Suddenly everything around it looks and rear headroom – his pony-tail out, accept the art of very dull and dated. go for style, performance and fun. compromise and design something his The dramatic body styling was Consequently, you get some pretty aunt Maud might find a little bit racy carried out by Fiat’s own in-house good cars. Like the high-tech Honda to collect her pension in. styling team, while the equally exciting Prelude VTEC, VW’s cleverly pack- Nissan’s 200SX is a fine example. interior is the work of Pininfarina, aged Corrado VR6 and our favourite, From the side, the 200SX is low and which also builds the car. The icing on the exciting, rear-drive Nissan 200SX. sleek but the nose is so bland it could the styling cake is the brilliant detailing Now there’s the Fiat Coupe, a car belong to just about any modern car. -

REPLACING TIMING CHAINS, TENSIONERS and GUIDES on a MKIV 12V VR6
REPLACING TIMING CHAINS, TENSIONERS AND GUIDES ON A MKIV 12v VR6 Written by: Dr. Gary Thompson (Vortex SN: VgRt6) Original Post from VWvortex The following DIY outlines the procedure for replacing timing chain parts on a MKIV 12v VR6 engine. NOTE: If you are using this DIY to reinstall an upper chain and time the engine after a head rebuild or headgasket replacement (i.e., the head came off, but everything else was left in place), make sure to read the section pertinent to this topic in the DIY UPDATES at the end of the DIY!!! Since timing chains are considered by VW to be a "lifetime" item, there is no recommended mileage for the replacement (or even inspection) of timing chain parts. However, while timing chains should realistically out last the rest of the car, the design of the guides and tensioners used to keep the chains tight on a 12v VR6 is inadequate IMO. It is very common for guides and tensioners to fail (especially in older VR6 motors) as mileage approaches or passes 100k miles. Unfortunately, failed guides or tensioners may cause a chain to jump a tooth or more on a sprocket or may even cause a chain to snap. If either were to happen, serious damage to the engine would result as valves slam into pistons at high speed. While there is no definitive indication that timing chain parts should be inspected and/or replaced, the most common sign of trouble is a rattling sound from the driver's side of the engine that occurs between 1000 and 1200 RPMs.