Coal Cleaning by Froth Flotation Choon Han Iowa State University
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

From Base Metals and Back – Isamills and Their Advantages in African Base Metal Operations
The Southern African Institute of Mining and Metallurgy Base Metals Conference 2013 H. de Waal, K. Barns, and J. Monama From base metals and back – IsaMills and their advantages in African base metal operations H. de Waal, K. Barns, and J. Monama Xstrata IsaMill™ technology was developed from Netzsch Feinmahltechnik GmbH stirred milling technology in the early 1990s to bring about a step change in grinding efficiency that was required to make Xstrata’s fine-grained lead/zinc orebodies economic to process. From small-scale machines suited to ultrafine grinding, the IsaMill™ has developed into technology that is able to treat much larger tonnages, in coarser applications, while still achieving high energy efficiency, suited for coarser more standard regrind and mainstream grinding applications. The unique design of the IsaMillTM, combining high power intensity and effective internal classification, achieves high energy efficiency and tight product distribution which can be effectively scaled from laboratory scale to full-sized models. The use of fine ceramic media also leads to significant benefits in downstream flotation and leaching operations. These benefits are key drivers for the adoption of the technology into processing a diverse range of minerals worldwide, and offer major opportunities for power reduction and improved metallurgy for the African base metal operations. Keywords: IsaMill, regrind, energy efficiency, inert grinding. Introduction The development of the IsaMillTM, by MIM (now GlencoreXstrata) and Netzsch Feinmahltechnik GmbH, was initiated to enable the development of the fine-grained ore deposits at Mt Isa and McArthur River in Northern Australia. To liberate the valuable minerals and so produce a saleable concentrate this ultrafine-grained ore needed to be ground to a P80 of 7 μm. -

A Review of Flotation Separation of Mg Carbonates (Dolomite and Magnesite)
minerals Review A Review of Flotation Separation of Mg Carbonates (Dolomite and Magnesite) Darius G. Wonyen 1,†, Varney Kromah 1,†, Borbor Gibson 1,† ID , Solomon Nah 1,† and Saeed Chehreh Chelgani 1,2,* ID 1 Department of Geology and Mining Engineering, Faculty of Engineering, University of Liberia, P.O. Box 9020 Monrovia, Liberia; [email protected] (D.G.W.); [email protected] (Y.K.); [email protected] (B.G.); [email protected] (S.N.) 2 Department of Electrical Engineering and Computer Science, University of Michigan, Ann Arbor, MI 48109, USA * Correspondence: [email protected]; Tel.: +1-41-6830-9356 † These authors contributed equally to the study. Received: 24 July 2018; Accepted: 13 August 2018; Published: 15 August 2018 Abstract: It is well documented that flotation has high economic viability for the beneficiation of valuable minerals when their main ore bodies contain magnesium (Mg) carbonates such as dolomite and magnesite. Flotation separation of Mg carbonates from their associated valuable minerals (AVMs) presents several challenges, and Mg carbonates have high levels of adverse effects on separation efficiency. These complexities can be attributed to various reasons: Mg carbonates are naturally hydrophilic, soluble, and exhibit similar surface characteristics as their AVMs. This study presents a compilation of various parameters, including zeta potential, pH, particle size, reagents (collectors, depressant, and modifiers), and bio-flotation, which were examined in several investigations into separating Mg carbonates from their AVMs by froth flotation. Keywords: dolomite; magnesite; flotation; bio-flotation 1. Introduction Magnesium (Mg) carbonates (salt-type minerals) are typical gangue phases associated with several valuable minerals, and have complicated processing [1,2]. -

Effects of Varied Process Parameters on Froth Flotation Efficiency: a Case Study of Itakpe Iron Ore
Nigerian Journal of Technology (NIJOTECH) Vol. 39, No. 3, July 2020, pp. 807 – 815 Copyright© Faculty of Engineering, University of Nigeria, Nsukka, Print ISSN: 0331-8443, Electronic ISSN: 2467-8821 www.nijotech.com http://dx.doi.org/10.4314/njt.v39i3.21 EFFECTS OF VARIED PROCESS PARAMETERS ON FROTH FLOTATION EFFICIENCY: A CASE STUDY OF ITAKPE IRON ORE S. Akande1, E. O. Ajaka2, O. O. Alabi3 and T. A. Olatunji4,* 1, 2, DEPARTMENT OF MINING ENGINEERING, FEDERAL UNIV. OF TECHNOLOGY, AKURE, ONDO STATE, NIGERIA 3, 4, DEPT. OF MET. & MATERIALS ENGINEERING, FEDERAL UNIV. OF TECHNOLOGY, AKURE, ONDO STATE, NIGERIA Email addresses: 1 [email protected], 2 [email protected], 3 [email protected], 4 [email protected] ABSTRACT The dire need for Itakpe iron ore concentrates of appreciable iron content meets for smelting operation necessitated this study. Core samples of the iron ore sourced from Itakpe, Kogi State, Nigeria were prepared for petrological analysis followed by chemical and particle size analyses. Froth flotation was done using different collectors at varying particle sizes and pH values. Characterization studies carried out revealed that Itakpe iron ore is a lean ore assaying 36.18% Fe2O3 and contains predominantly quartz, sillimanite, and haematite. Its liberation size lies favourably at 75 µm. Processing the ore by froth flotation yielded appreciable enrichment. Optimal recovery (~92%) was achieved using potassium amyl xanthate (PAX) at pH 11 for fine feed sizes (<125 µm) yielding iron concentrate assaying 67.66% Fe2O3. Thus, processing at this set-of- conditions is recommended for the industrial production of more enriched Itakpe iron ore concentrates. -

Mineral Processing
Mineral Processing Foundations of theory and practice of minerallurgy 1st English edition JAN DRZYMALA, C. Eng., Ph.D., D.Sc. Member of the Polish Mineral Processing Society Wroclaw University of Technology 2007 Translation: J. Drzymala, A. Swatek Reviewer: A. Luszczkiewicz Published as supplied by the author ©Copyright by Jan Drzymala, Wroclaw 2007 Computer typesetting: Danuta Szyszka Cover design: Danuta Szyszka Cover photo: Sebastian Bożek Oficyna Wydawnicza Politechniki Wrocławskiej Wybrzeze Wyspianskiego 27 50-370 Wroclaw Any part of this publication can be used in any form by any means provided that the usage is acknowledged by the citation: Drzymala, J., Mineral Processing, Foundations of theory and practice of minerallurgy, Oficyna Wydawnicza PWr., 2007, www.ig.pwr.wroc.pl/minproc ISBN 978-83-7493-362-9 Contents Introduction ....................................................................................................................9 Part I Introduction to mineral processing .....................................................................13 1. From the Big Bang to mineral processing................................................................14 1.1. The formation of matter ...................................................................................14 1.2. Elementary particles.........................................................................................16 1.3. Molecules .........................................................................................................18 1.4. Solids................................................................................................................19 -

Developments in Permanent Stainless Steel Cathodes Within the Copper Industry
DEVELOPMENTS IN PERMANENT STAINLESS STEEL CATHODES WITHIN THE COPPER INDUSTRY K.L. Eastwood and G.W. Whebell Xstrata Technology Hunter Street Townsville, Australia 4811 [email protected] ABSTRACT The ISA PROCESS™ cathode plate is characterised by its copper coated suspension bar, coupled with a blade employing austenitic stainless steel alloy 316L. The blade material has become the mainstay of the technology and has been closely copied by competing cathode designs. Improvement to the cathode plate design remains a key area for research, and ongoing developments by Xstrata Technology’s ISA PROCESS™ have recently been commercialised. Two such developments are the ISA Cathode BR™ and ISA 2000 AB Cathode. The ISA BR cathode is a lower resistance cathode that has proven to enhance operating efficiencies. The AB cathode was designed to improve stripping inefficiencies in the ISA 2000 technology. These developments have now had time to mature and their long term performance will be discussed. Rising material costs and the desire to extend the operating boundaries of the standard 316L cathode plate has triggered a number of significant advances. These involve the use of different stainless steels as alternatives in some operational situations. The technical aspects and results of commercial trials on this development will also be discussed in this paper. INTRODUCTION The introduction of permanent stainless steel cathode technology was pioneered in the copper industry by IJ Perry and colleagues in 1978, with the introduction of the ISA PROCESSTM in the Townsville Copper Refinery, Perry [1]. While a number of parallel processes have emerged since its introduction, ISA Process Technology (IPT) has continued to be the mainstay electrolytic copper process with consistent improvements and superior operational performance. -

A History of Tailings1
A HISTORY OF MINERAL CONCENTRATION: A HISTORY OF TAILINGS1 by Timothy c. Richmond2 Abstract: The extraction of mineral values from the earth for beneficial use has been a human activity- since long before recorded history. Methodologies were little changed until the late 19th century. The nearly simultaneous developments of a method to produce steel of a uniform carbon content and the means to generate electrical power gave man the ability to process huge volumes of ores of ever decreasing purity. The tailings or waste products of mineral processing were traditionally discharged into adjacent streams, lakes, the sea or in piles on dry land. Their confinement apparently began in the early 20th century as a means for possible future mineral recovery, for the recycling of water in arid regions and/or in response to growing concerns for water pollution control. Additional Key Words: Mineral Beneficiation " ... for since Nature usually creates metals in an impure state, mixed with earth, stones, and solidified juices, it is necessary to separate most of these impurities from the ores as far as can be, and therefore I will now describe the methods by which the ores are sorted, broken with hammers, burnt, crushed with stamps, ground into powder, sifted, washed ..•. " Agricola, 1550 Introduction identifying mining wastes. It is frequently used mistakenly The term "tailings" is to identify all mineral wastes often misapplied when including the piles of waste rock located at the mouth of 1Presented at the 1.991. National mine shafts and adi ts, over- American. Society for Surface burden materials removed in Mining and Reclamation Meeting surface mining, wastes from in Durango, co, May 1.4-17, 1.991 concentrating activities and sometimes the wastes from 2Timothy c. -
Choosing & Using a Milling Machine
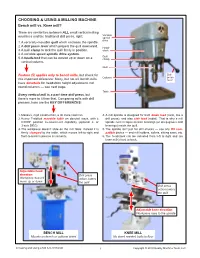
CHOOSING & USING A MILLING MACHINE Bench mill vs. Knee mill? There are similarities between ALL small vertical milling Variable machines and the traditional drill press, right: speed drive 1. A vertically-movable quill which encloses the spindle. 2. A drill press lever which propels the quill downward. Head- 3. A quill clamp to lock the quill firmly in position. stock 4. A variable-speed spindle drive system. Quill 5. A headstock that can be moved up or down on a clamp vertical column. Quill Feature (5) applies only to bench mills, but check for Drill Column press this important difference: Many, but not all, bench mills lever have dovetails for headstock height adjustment, not round columns — see next page. Table Every vertical mill is a part-time drill press, but there’s more to it than that. Comparing mills with drill presses, here are the KEY DIFFERENCES: 1. Massive, rigid construction, a lot more cast iron. 4. A mill spindle is designed for both down load (axial, like a 2. Heavy T-slotted movable table on dovetail ways, with ± drill press), and also side load (radial). That is why a mill 0.0005″ position measurement capability (optional 2- or spindle runs in tapered roller bearings (or deep-groove ball 3-axis DRO). bearings) inside the quill. 3. The workpiece doesn’t slide on the mill table: instead it is 5. The spindle isn’t just for drill chucks — use any R8 com- firmly clamped to the table, which moves left-to-right and patible device — end mill holders, collets, slitting saws, etc. -

Evaluation of Scale-Up Model for Flotation with Kristineberg Ore
Evaluation of Scale-up Model for Flotation with Kristineberg Ore Adam Isaksson Chemical Engineering, master's level 2018 Luleå University of Technology Department of Civil, Environmental and Natural Resources Engineering Evaluation of Scale-up Model for Flotation with Kristineberg Ore Adam Isaksson 2018 For degree of MASTER OF SCIENCE Luleå University of Technology Department of Civil, Environmental and Natural Resources Engineering Division of Minerals and Metallurgical Engineering Printed by Luleå University of Technology, Graphic Production 2018 Luleå 2018 www.ltu.se Preface As you may have figured out by now, this thesis is all about mineral processing and the extraction of metals. It was written as part of my studies at Luleå University of Technology, for a master’s degree in Chemical Engineering with specialisation Mineral and Metal Winning. There are many people I would like to thank for helping me out during all these years. First of all, my thanks go to supervisors Bertil Pålsson and Lisa Malm for the guidance in this project. Iris Wunderlich had a paramount role during sampling and has kindly delivered me data to this report, which would not have been finished without her support. I would also like to thank Boliden Mineral AB as a company. Partly for giving me the chance to write this thesis in the first place, but also for supporting us students during our years at LTU. Speaking of which, thanks to Olle Bertilsson for reading the report and giving me feedback. The people at the TMP laboratory deserves another mention. I am also very grateful for the financial support and generous scholarships from Jernkontoret these five years. -

Mineral Beneficiation Contents
Lecture 10: Mineral Beneficiation Contents: Preamble What constitutes mineral beneficiation Size reduction technology Concentration technologies: Basics Recovery and grade Separation efficiency Illustration on separation efficiency Concentration methods Conclusions References Keywords: mineral beneficiation, Milling, gravity concentration flotation Preamble Mineral beneficiation is the first step in extraction of metal from natural resources. With the depletion of high grade metal ores it is important to increase the metal grade of an ore by physical methods; which are termed mineral beneficiation .The objectives of mineral beneficiation are • To increase the metal grade of ore • To reduce the amount of gangue minerals so that lower volume of slag forms in pyromettallurgical extraction of metals .Slag contains mostly gangue minerals. • To decrease the thermal energy required to separate liquid metal from gangue minerals. • To decrease the aqueous solution requirement in hydrometturgical extraction of metals. In this lecture, mineral beneficiation science and technology are briefly reviewed so that readers can apply materials balance principles. Details about the mineral beneficiation can be studied in the reference given in this lecture. What constitutes mineral beneficiation? Ore is an aggregate of minerals and contains valuable and gangue minerals .The mineral beneficiation involves separations of gangue minerals from ore and is done in the following two stages: 1. Liberation of valuable mineral by size reduction technologies. In most ores the valuable minerals is distributed in the matrix of ore. 2. Concentration technologies to separate the gangue minerals and to achieve increase in the content of the valuable mineral to increase the metal grade. Sizes reduction technologies Size reduction or communication is an important step and may be used 9 To produce particles of required sizes and shapes 9 To liberate valuable mineral so that it can be concentrated. -

Flotation of Copper Sulphide from Copper Smelter Slag Using Multiple Collectors and Their Mixtures
International Journal of Mineral Processing 143 (2015) 43–49 Contents lists available at ScienceDirect International Journal of Mineral Processing journal homepage: www.elsevier.com/locate/ijminpro Flotation of copper sulphide from copper smelter slag using multiple collectors and their mixtures Subrata Roy a,⁎, Amlan Datta b, Sandeep Rehani c a Aditya Birla Science and Technology Company Ltd., Taloja, Maharashtra, India b Formerly with Aditya Birla Science and Technology Company Ltd., Taloja, Maharashtra, India. c Birla Copper, Dahej, Gujarat, India article info abstract Article history: Present work focuses on the differences in the performances obtained in the froth flotation of copper smelter Received 14 August 2014 slag with multiple collector viz. sodium iso-propyl xanthate (SIPX), sodium di-ethyl dithiophosphate (DTP) Received in revised form 11 February 2015 and alkyl hydroxamate at various dosages. Flotation tests were carried out using single collectors as well as var- Accepted 20 August 2015 ious mixtures of the two collectors at different but constant total molar concentrations. Flotation performances Available online 28 August 2015 were increased effectively by the combination of collectors. The findings show that a higher copper recovery (84.82%) was obtained when using a 40:160 g/t mixture of sodium iso-propyl xanthate (SIPX) with di-ethyl Keywords: Flotation dithiophosphate compared to 78.11% with the best single collector. Similar recovery improvement (83.07%) Copper slag was also observed by using a 160:40 g/t mixture of sodium iso-propyl xanthate (SIPX) with alkyl hydroxamate. Sodium isobutyl xanthate The results indicate that in both cases DTP and alkyl hydroxamate played important role as co-collector with SIPX Hydroxamate for the recovery of coarse interlocked copper bearing particles and has an important effect on the behaviour of Dithiophosphate the froth phase. -

Isamill™ Technology Used in Efficient Grinding Circuits
1 IsaMill™ Technology Used in Efficient Grinding Circuits B.D. Burford1 and L.W. Clark2 High intensity stirred milling is now an industry accepted method to efficiently grind fine and coarse particles. In particular, the IsaMill™, which was invented for, and transformed the fine grinding industry, is now being included in many new comminution circuits in coarser applications. While comminution has always been regarded as important from a processing perspective, the pressure being applied by environmental concerns on all large scale power users, now make highly energy efficient processes more important than ever. The advantages that were developed in fine grinding in the early IsaMill™ installations have been carried over into coarse grinding applications. These advantages include a simple grinding circuit that operates in open circuit with a small footprint, the ability to offer sharp product size classification, as well as the use of inert media in a high energy intensive environment. This paper will examine the use of IsaMill™ technology in fine grinding (P80 below 15 micron), and examine the use of the technology in conventional grinding applications (P80 20 - 150 µm). Recent installations will be examined, including fine and coarse grinding applications, as well as the recent test work that was undertaken using an IsaMill™ in a primary grinding circuit, and the resulting circuit proposal for this site. While comminution has been relatively unchanged for the last century, the need to install energy efficient technology will promote further growth in IsaMill™ installations, and result in one of the biggest challenges to traditional comminution design. 1. Senior Process Engineer, Xstrata Technology, L4, 307 Queen Street, Brisbane 4000, Qld, Australia 2. -
Damage Cases and Environmental Releases from Mines and Mineral Processing Sites
DAMAGE CASES AND ENVIRONMENTAL RELEASES FROM MINES AND MINERAL PROCESSING SITES 1997 U.S. Environmental Protection Agency Office of Solid Waste 401 M Street, SW Washington, DC 20460 Contents Table of Contents INTRODUCTION Discussion and Summary of Environmental Releases and Damages ......................... Page 1 Methodology for Developing Environmental Release Cases ............................... Page 19 ARIZONA ASARCO Silver Bell Mine: "Waste and Process Water Discharges Contaminate Three Washes and Ground Water" ................................................... Page 24 Cyprus Bagdad Mine: "Acidic, Copper-Bearing Solution Seeps to Boulder Creek" ................................ Page 27 Cyprus Twin Buttes Mine: "Tank Leaks Acidic Metal Solution Resulting in Possible Soil and Ground Water Contamination" ...................................... Page 29 Magma Copper Mine: "Broken Pipeline Seam Causes Discharge to Pinal Creek" ................................ Page 31 Magma Copper Mine: "Multiple Discharges of Polluted Effluents Released to Pinto Creek and Its Tributaries" .................................................... Page 33 Magma Copper Mine: "Multiple Overflows Result in Major Fish Kill in Pinto Creek" ............................... Page 36 Magma Copper Mine: "Repeated Release of Tailings to Pinto Creek" .......................................... Page 39 Phelps Dodge Morenci Mine: "Contaminated Storm Water Seeps to Ground Water and Surface Water" ................................................................ Page 43 Phelps Dodge