Towards Distributed Recycling with Additive Manufacturing of PET Flake Feedstocks
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Recycling Codes
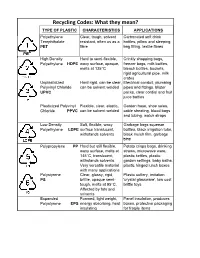
Recycling Codes: What they mean? TYPE OF PLASTIC CHARACTERISTICS APPLICATIONS Polyethylene Clear, tough, solvent Carbonated soft drink Terephthalate resistant, often us as a bottles, pillow and sleeping PET fibre bag filling, textile fibres High Density Hard to semi-flexible, Crinkly shopping bags, Polyethylene HDPE waxy surface, opaque, freezer bags, milk bottles, melts at 135°C bleach bottles, buckets, rigid agricultural pipe, milk crates Unplasticized Hard rigid, can be clear, Electrical conduit, plumbing Polyvinyl Chloride can be solvent welded pipes and fittings, blister UPVC packs, clear cordial and fruit juice bottles Plasticized Polyvinyl Flexible, clear, elastic, Garden hose, shoe soles, Chloride PPVC can be solvent welded cable sheating, blood bags and tubing, watch straps Low Density Soft, flexible, waxy Garbage bags squeeze Polyethylene LDPE surface translucent, bottles, black irrigation tube, withstands solvents black mulch film, garbage bins Polypropylene PP Hard but still flexible, Potato crisps bags, drinking waxy surface, melts at straws, microwave ware, 145°C, translucent, plastic kettles, plastic withstands solvents. garden settings, baby baths, Very versatile material plastic hinged lunch boxes with many applications Polystyrene Clear, glassy, rigid, Plastic cutlery, imitation PS brittle, opaque semi- 'crystal glassware', low cost tough, melts at 95°C. brittle toys Affected by fats and solvents Expanded Foamed, light weight, Panel insulation, produces Polystyrene EPS energy absorbing, heat boxes, protective packaging insulating for fragile items OTHER : Examples are polyamide, acrylonitrile butadiene styrene (ABS), acrylic, nylon, polyurethane (PU) and phenolics.. -

Reducing Single-Use Plastic Waste in Education City
REDUCING SINGLE-USE PLASTIC WASTE IN EDUCATION CITY A CASE STUDY JUNE 2020 04 Executive summary Introduction: single-use plastics 08 are a global environmental crisis International examples: countries 10 banning single-use plastics Qatar’s efforts to reduce 14 plastic waste 16 Case study: Education City QF as a testbed and research 30 partner for national policy Appendix 1: List of policies 32 implemented at Education City Appendix 2: QF's environmentally 36 friendly incentives for vendors 02 03 EXECUTIVE SUMMARY The world’s plastic pollution problem is terribly acute and single-use plastic products account for close to 50% of all plastic waste. This report highlights some of the international best practices deployed by various countries to combat this problem, as well as the approach adopted by Qatar Foundation (QF) in reducing single-use plastic consumption and waste in Education City. HIGHLIGHTS OF SUCCESSFUL POLICIES IMPLEMENTED IN EDUCATION CITY As a motivated participant and supporter of the government’s efforts to protect the environment, QF has launched several efforts aimed at reducing plastic consumption in Education City, which include the below: REGULATIONS MARKET-BASED ACTIVATION AWARENES RAISING AND BEHAVIOR NUDGING AND FINANCIAL INCENTIVES INFORMATION SHARING Mandated restriction of activities Financial incentives and disincentives to Variety of programs and interventions Nudging behaviors toward using regulatory instruments, guide behaviour toward environmentally designed to inform the public and environmentally responsible -

"Shifting the Pollution Problem: Recycling Plastics in Southern China'
"Shifting the Pollution Problem: Recycling Plastics in Southern China' By K athryn Palko A thesis submitted in partial fulfilment of the requirements for the M aster of Arts in International Development Studies at Saint Mary's University Halifax, Nova Scotia November 18,2005 © Kathryn Palko Approved By: Dr. Anne Marie Dalton Supervisor Dr. John Devlin 1st Reader Dr. Julia Sagebien External Examiner Library and Bibliothèque et 1^1 Archives Canada Archives Canada Published Heritage Direction du Branch Patrimoine de l'édition 395 Wellington Street 395, rue Wellington Ottawa ON K1A0N4 Ottawa ON K1A0N4 Canada Canada Your file Votre référence ISBN: 0-494-15259-1 Our file Notre référence ISBN: 0-494-15259-1 NOTICE: AVIS: The author has granted a non L'auteur a accordé une licence non exclusive exclusive license allowing Library permettant à la Bibliothèque et Archives and Archives Canada to reproduce,Canada de reproduire, publier, archiver, publish, archive, preserve, conserve,sauvegarder, conserver, transmettre au public communicate to the public by par télécommunication ou par l'Internet, prêter, telecommunication or on the Internet,distribuer et vendre des thèses partout dans loan, distribute and sell theses le monde, à des fins commerciales ou autres, worldwide, for commercial or non sur support microforme, papier, électronique commercial purposes, in microform,et/ou autres formats. paper, electronic and/or any other formats. The author retains copyright L'auteur conserve la propriété du droit d'auteur ownership and moral rights in et des droits moraux qui protège cette thèse. this thesis. Neither the thesis Ni la thèse ni des extraits substantiels de nor substantial extracts from it celle-ci ne doivent être imprimés ou autrement may be printed or otherwise reproduits sans son autorisation. -

Types of Plastic and Their Recycle Codes | Quality Logo Products®
7/24/2018 Types of Plastic and Their Recycle Codes | Quality Logo Products® Product Search Your privacy will be protected by redirecting your search to Search Encrypt. Learn More X ALL ABOUT MATERIALS Types of Plastic and Their Recycle Codes Other Lessons in This Course Types of Plastic Plastic is an essential component of many items, including water bottles, combs, and beverage containers. Knowing the difference, as well as the SPI codes, will help you make more informed decisions about recycling. The seven types of plastic include: Polyethylene Terephthalate (PETE or PET) High-Density Polyethylene (HDPE) Polyvinyl Chloride (PVC) Miscellaneous plastics (includes: polycarbonate, polylactide, acrylic, acrylonitrile butadiene, styrene, fiberglass, and nylon) When it comes to promotional giveaways, and even items we use around the house, there is no material more important than plastic. The same can be said for the items we use at the office. Most of our supplies contain at least a little bit of this material. In fact, humans have thus far produced 9.1 billion tons of plastic! For the sake of the environment, it’s important to know the different types of plastic and their uses, as well as the resin identification codes found on each for the sake of recycling. Recycling Codes for Plastic Understanding the different types of plastic can help consumers like you make more informed decisions related to your health and the environment. It’s important to become familiar with an item’s SPI (Society of the Plastics Industry) code, which is also known as a resin identification number and is used to classify the different types of plastic. -

Recycling Compliance Assurance Plan (Cap)
Not A Notarized Copy - For Informational Purposes Only TOWN OF KNOWLTON, MARATHON COUNTY, WISCONSIN AMENDMENT #3, ORD. #25 RECYCLING COMPLIANCE ASSURANCE PLAN (CAP) PURPOSE: This policy will establish standard guidelines that will lead to compliance with the Town of Knowlton’s recycling ordinance. The Town Board is responsible for enforcing the Town of Knowlton’s recycling ordinance. The Town of Knowlton’s Clerk shall follow the guidelines identified in this Compliance Assurance Plan in response to issues associated with recycling and solid waste. This plan is intended to meet the requirements of s. NR 544.04(9g), Wis. Adm. Code as well as the Town of Knowlton’s recycling ordinance. DESCRIPTION OF COMPLIANCE STRATEGIES: Recycling Problem: Property found to have no methods for recycling in place; trash found mixed with recyclables; hauler mixes separated recyclables with trash. Compliance Strategy: 1st Response: Town Clerk shall send a letter to property owner reminding them of the requirement to comply with local recycling ordinances. Other educational materials will also be provided as needed. 2nd Response: Town Clerk shall send a letter to property owner giving them 45 days to comply with local recycling ordinances. Copy of letter shall be sent to Town Chairman. Enforcement Response: After 45 days has passed, the Town Board shall inspect property to determine if property is in compliance with ordinance. If found to be non-compliant, Town Chairman shall issue the property owner a citation per recycling ordinance. This ordinance shall be effective after its passage and publication as provided by law. Adopted: July 10, 2006 Approved: July 10, 2006 Published: July 20, 2006 Not A Notarized Copy - For Informational Purposes Only AMENDED RECYCLING ORDINANCE 1.01 Title. -

Plastic Bottles!
A Quarterly Newsletter Of The City of Irvine (949) 724-7669 Waste Management of Orange County (949) 642-1191 ® Winter 2005 WANTED FOR RECYCLING: How about All Plastic Bottles! that? For every seven trucks needed to It’s not a “numbers game” anymore deliver paper grocery bags to the store, only one truck is needed to carry the The main goal of any recycling program off program. Collecting “all plastic bot- same number of plastic grocery bags! is to maximize public participation, tles” helps us achieve higher recovery Remember to recycle your plastic increase amounts of post-consumer mate- rates for plastic bottles and reduce grocery bags! For a list of local gro- rials recycled, and minimize contamina- unwanted contaminants in our program at cery stores and other outlets that accept tion. An “all plastic bottle” collection the same time. plastic bags for recycling, visit program, like the one here in Irvine, helps While #1 (PET) and #2 (HDPE) www.plasticbagrecycling.org on the achieve that goal and makes it easier for plastic bottles are still in the highest web. consumers to recycle their plastic bottles. demand by manufacturers, accepting all Irvine residents don’t have to examine plastic bottles enables our program to those bottles anymore to make sure they recover higher volumes of PET and the pantry, your family room, or the car. have a #1 or #2 on them before tossing HDPE type plastics. Since 95 percent of So whether you have weekly curb- them into their recycling carts. all plastic bottles produced are PET and side waste and recycling service at your Consumers want to recycle their HDPE, it is reasonable to assume that the home or you live in a condominium or plastics, but the resin identification codes more bottles we collect overall, the larger apartment complex that has central bins, can be confusing. -

Plastic Fact Sheet
Fact Sheet Plastic Manufacturing plastics from recycled materials saves 70% of the energy required to make virgin plastic product from fossil fuels. Did you know…? Recycling plastic Australia produces more than 1.5 million tonnes of plastics All plastic is potentially recyclable, however, due to complex collection, every year, which is more than sorting and cleaning processes, only certain plastic bottles and containers 71kg per person. This includes: are currently accepted for recycling at your local Material Recovery Facility (MRF). Whether a type of plastic can be recycled in your area depends on its • 50,000 tonnes Plastic Identification Code. To help identify different plastics, manufacturers of soft drink bottles stamp a Plastic Identification Code on their products. This code is a number inside a triangle with chasing arrows, and is usually found on the bottom • 30,000 tonnes of the products, stamped on the plastic itself. of milk bottles • 10,000 tonnes of detergent At present plastic bottles and containers with the numbers 1, 2 and 5 are and shampoo bottles the most commonly recycled plastics, and include items such as milk and soft drink bottles and ice-cream containers. However, recycling technology is improving The rest is made up of shrink- all the time, and some local Councils are beginning to recycle other plastics, such wrap, film, shopping bags as 3, 4, 6 and 7. Check with your local Council, or look at the sticker on your and other types of plastics. recycling bin, to find out which plastic bottles and containers you can recycle. Australians used 3.9 billion plastic bags in 2007. -

Polybrominated Diphenyl Ethers in the Great Lakes Basin
Attachment 2 WQB Appearance POLYBROMINATED DIPHENYL ETHERS IN THE GREAT LAKES BASIN FINAL REPORT October 30, 2015 SUBMITTED TO: INTERNATIONAL JOINT COMMISSION - GREAT LAKES WATER QUALITY BOARD LEGACY ISSUES WORKING GROUP SUBMITTED BY DUNCAN BURY CONSULTING 193 Cowley Avenue, Ottawa, ON, K1Y 0G8 [email protected]; (613) 729-0499 In association with and Attachment 2 WQB Appearance This page intentionally left blank. Attachment 2 WQB Appearance ACKNOWLEDGEMENTS The consulting team would like to acknowledge the contributions and information provided by the following government officials, experts and stakeholders who kindly agreed to be interviewed for this report: Chris Affeldt, Pollution Prevention Program Analyst, Michigan Department of Environmental Quality David Bell, Research Scientist, Environmental Impact Analysis Unit, Minnesota Department of Health David Berryman, Water Quality Analyst, Québec Ministry of Sustainable Development, Environment and the Fight against Climate Change Cindy Coutts, President, Canada, SIMS Recycling Solutions Miriam Diamond, Professor, University of Toronto, Toronto, Ontario Sean De Vries, Director Recycling Qualification Office, Electronic Products Recycling Association Dave Foulkes, Environmental Specialist, Office of Compliance Assistance and Pollution Prevention (OCAPP), Ohio Environmental Protection Agency Brent Goetz, Inspector, Hazardous Waste, Northwest District Office, Ohio Environmental Protection Agency Bradley Grams, Federal Chemical Programs Coordinator, Land and Chemicals -

Food Packaging Technology
FOOD PACKAGING TECHNOLOGY Edited by RICHARD COLES Consultant in Food Packaging, London DEREK MCDOWELL Head of Supply and Packaging Division Loughry College, Northern Ireland and MARK J. KIRWAN Consultant in Packaging Technology London Blackwell Publishing © 2003 by Blackwell Publishing Ltd Trademark Notice: Product or corporate names may be trademarks or registered Editorial Offices: trademarks, and are used only for identification 9600 Garsington Road, Oxford OX4 2DQ and explanation, without intent to infringe. Tel: +44 (0) 1865 776868 108 Cowley Road, Oxford OX4 1JF, UK First published 2003 Tel: +44 (0) 1865 791100 Blackwell Munksgaard, 1 Rosenørns Allè, Library of Congress Cataloging in P.O. Box 227, DK-1502 Copenhagen V, Publication Data Denmark A catalog record for this title is available Tel: +45 77 33 33 33 from the Library of Congress Blackwell Publishing Asia Pty Ltd, 550 Swanston Street, Carlton South, British Library Cataloguing in Victoria 3053, Australia Publication Data Tel: +61 (0)3 9347 0300 A catalogue record for this title is available Blackwell Publishing, 10 rue Casimir from the British Library Delavigne, 75006 Paris, France ISBN 1–84127–221–3 Tel: +33 1 53 10 33 10 Originated as Sheffield Academic Press Published in the USA and Canada (only) by Set in 10.5/12pt Times CRC Press LLC by Integra Software Services Pvt Ltd, 2000 Corporate Blvd., N.W. Pondicherry, India Boca Raton, FL 33431, USA Printed and bound in Great Britain, Orders from the USA and Canada (only) to using acid-free paper by CRC Press LLC MPG Books Ltd, Bodmin, Cornwall USA and Canada only: For further information on ISBN 0–8493–9788–X Blackwell Publishing, visit our website: The right of the Author to be identified as the www.blackwellpublishing.com Author of this Work has been asserted in accordance with the Copyright, Designs and Patents Act 1988. -

Plastic Bottles Today Innovating to Reach Today’S Consumer
PLASTICS MARKET WATCH PLASTIC BOTTLES TODAY INNOVATING TO REACH TODAY’S CONSUMER BETTER INDUSTRY. BETTER WORLD. February 2017 The Plastics Industry Association (PLASTICS) sends special thanks to the Brand Owners, Processors and Equipment Councils, and Rigid Plastics Packaging Group (RPPG) for their guidance and input on this Bottling Plastics Market Watch Report. Materials were compiled, written and edited by William (Bill) Mashek, with editorial assistance from Kim Holmes, George Southworth, Kendra Martin and Ashley Stoney at PLASTICS. Copyright Plastics Industry Association. 02 Plastics Market Watch—Watching: Bottling Plastics Market Watch Plastic Bottles Today Innovating to Reach Today’s Consumer A series examining the business of plastics, including demographics, economics, policy developments and technological trends in specific plastics end markets. Contents 05 Forward 08 Introduction: Plastic Bottles Today— Innovating to Reach Today’s Consumer 11 Role of Plastics in Bottling 16 Growth of Plastics Bottling 20 Innovation 25 Plastic Bottle Economics 29 Bottling Equipment & Machinery 31 Recycling Progress 37 Conclusion 42 Plastic Bottle Glossary 49 Sources 52 Plastics Market Watch Snapshot Plastics Market Watch—Watching: Bottling 03 04 Plastics Market Watch—Watching: Bottling Forward The Plastics Industry Association’s (PLASTICS’) Plastics Market Watch reports provide forward-looking data and insights on key plastics industry end markets. The series examines the business of plastics, including demographics, economics, policy developments and technological improvements for markets including automotive and transportation, healthcare and medical devices, packaging, building and construction, automotive recycling, bioplastics and consumer electronics. Given the role that plastics play in today’s modern society, Plastics Market Watch reports offer a holistic picture of our technology—from beginning-of-life resins and polymers to end-of-life management and recycling efforts. -

SENATE BILL No. 568
AMENDED IN SENATE MAY 23, 2011 AMENDED IN SENATE APRIL 14, 2011 SENATE BILL No. 568 Introduced by Senator Lowenthal (Coauthor: Assembly Member Wieckowski) February 17, 2011 An act to add Chapter 6.6 (commencing with Section 42391) to Part 3 of Division 30 of the Public Resources Code, relating to recycling. legislative counsel’s digest SB 568, as amended, Lowenthal. Recycling: polystyrene food containers. Existing law requires all rigid plastic bottles and rigid plastic containers sold in the state to be labeled with a code that indicates the resin used to produce the rigid plastic bottle or rigid plastic container. The California Integrated Waste Management Act of 1989, administered by the Department of Resources Recycling and Recovery, requires every rigid plastic packaging container, as defined, sold or offered for sale in this state to generally meet one of specified criteria. This bill would prohibit a food vendor, on and after January 1, 2014, from dispensing prepared food to a customer in a polystyrene foam food container and would define related terms. The bill would provide that a food vendor that is a school district is not required to comply with the bill’s requirements until July 1, 2015, and would allow a food vendor that is a school district to dispense prepared food to a customer in a polystyrene foam food container after that date if the governing board of the school district elects to adopt a policy to implement a verifiable recycling program for polystyrene foam food containers. The bill would also allow a food vendor to dispense prepared food to a customer in a 97 SB 568 — 2 — polystyrene foam food container after January 1, 2014, in a city or county if the city or county elects to adopt an ordinance establishing a specified recycling program for polystyrene foam food containers. -

Plastic Bag Recycling Program Faqs
Plastic Bag Recycling Program FAQs What type of plastic is recyclable under the Plastic Bag Recycling Program? Polyethylene plastic film type material is what we are looking for in this program. These items are generally a softer, somewhat “stretchy” plastic, usually with a less shiny finish. For example, if you were to try to tear a grocery bag or dry-cleaning bag, it would stretch and pull as it tears, giving it a ragged edge. If labeled, it would have a 2 or 4 recycling symbol. What type of plastic is not acceptable under the Plastic Bag Recycling Program? Plastics that are harder and “crinkly” that would give a straight finish when torn. Any plastics that have a 1,3,5,6, or 7 recycling symbols. These plastics are made with products that are not accepted in our program. Are plastic bottles, caps and rings on six-pack beverages acceptable? No, these items are a different type of plastic and are not recyclable in this program. Cereal bags are included on the list. Does this mean the plastic bags from regular cardboard boxes of cereal and not the plastic bags that some bargain brand cereals come in? Yes, that’s correct. Only the plastic bags inside the cardboard cereal bags are acceptable. Are used FoodSaver bags, that have been adequately rinsed out, accepted? No, these bags are made from a polyethylene and nylon blend. The nylon makes them unacceptable. Some breads come in regular plastic bread bags but have a stiffer, sort of cellophane-like, inner bag. Are the inner wrappers accepted too? No, the inner cellophane type material is not accepted because it is a different type of plastic.