Quality Analysis and Testing of Undergarments
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
De Cursussen
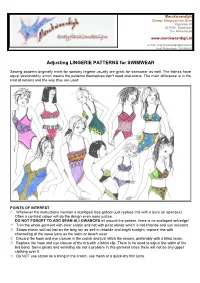
Merckwaerdigh Design Margreet van Dam Koestraat 40 3011MC Rotterdam The Netherlands www.merckwaerdigh.nl e-mail: [email protected] KvK Rotterdam: 24264422 Adjusting LINGERIE PATTERNS for SWIMWEAR Sewing patterns originally ment for stretchy lingerie usually are great for swimwear as well. The fabrics have equal stretchability which means the patterns themselves don't need alterations. The main difference is in the kind of notions and the way they are used. POINTS OF INTEREST Whenever the instructions mention a scalloped lace galloon just replace this with a lycra (or spandex). Often a contrast colour will do the design even more justice. DO NOT FORGET TO ADD SEAM ALLOWANCES all around the pattern, there is no scalloped selvedge! Trim the whole garment with clear elastic and not with picot elastic which is not chloride and sun resistant. Straps elastic will not last on the long run as well in chloride and bright sunlight, replace this with channeling of the same lycra as the swim or beach wear Discard the hook and eye closure in the crotch and just stitch the seams, preferably with a blind seam. Replace the hook and eye closure of the bra with a bikini clip. There is no need to adjust the width of the bra band. Some pleats and wrinkling are not a problem in this garment since there will not be any upper clothing over it. Do NOT use cotton as a lining in the crotch, use mesh or a quick-dry thin lycra. www.merckwaerdigh.nl CHOICE OF FABRIC The choice of a fabric is directly connected to the goal of the garment. -

PARENT-STUDENT HANDBOOK St. Frances Cabrini School Academic
PARENT-STUDENT HANDBOOK St. Frances Cabrini School 2215 E. Texas Avenue Alexandria, LA 71301 (318) 448-3333 Fax (318) 448-3343 www.cabrinischool.com Academic Year 2015-2016 Diocese of Alexandria Founded in 1948 Approved by the Louisiana State Department of Education Member of the National Catholic Educational Association Association for Supervision and Curriculum Development Revised, July 2015 Knowledge through virtue; virtue through love. - 2 - TABLE OF CONTENTS St. Frances Cabrini School Academics……………………………..... 15 Mission …………………………………...5 Supply Lists……………………………...16 Philosophy ...………………….…………..5 Homework Policy………………………..16 History…………………………………….5 Assessment……………………………….16 Administrative Structure …………………...6 Field Trips………………………………..17 Admission Policies Textbooks………………………………...18 Non-Discriminatory Policy……….............7 Report Cards/Student Progress Reports….18 Entrance Requirements …………………..7 Grading Scale…………………………….18 Registration ………………………………7 Honor Roll……………………………….19 Priorities for Admission ………………….8 Promotion/Retention……………………..19 Participating, Involved Catholics ………...8 Make-Up Work/Test Policy……………...20 Withdrawals ……………………………...8 Transfer Students………………………...20 Dismissal ………………………………... 8 Policies on Records and Reports…………20 Parent Cooperation Statement…………… 8 Class Section Assignments………………21 Financial Information Academic Probation……………………...21 Tuition and Fees……………………..........9 Awards Assemblies………………………21 Tuition Policy…………………...………...9 Student Discipline Policy FACTS Tuition Management………........10 Rules of -

What to Do When Your Child Refuses to Put on Winter Clothes
www.autism-mi.org 40th Anniversary 1976-2016 email: [email protected] Autism Society of Michigan 2178 Commons Pky Okemos, MI 48864 517-882-2800 What to Do When Your Child Refuses to Put on Winter Clothes Many people—kids and adults—find putting on winter clothes to be a pain. But sensory processing issues can make it a real misery. Kids who are hypersensitive or who are tactile defensive may literally scream if they put on clothes that don’t feel right. The clothes might be too tight, too bulky, too itchy or too hot. And that can make everyday life difficult for the whole family. Getting your child with sensory processing issues to wear winter clothes isn’t impossible. But it can take time, compromise and some creativity. The strategies you use will depend on your child’s age and his particular challenges and sensitivities. But giving him choices and some sense of control is key. Here are some tips to consider: Buy sweaters and sweatshirts with loose collars. (If your child prefers his clothes to be close to his skin, do the opposite and get tighter-fitting items or even turtlenecks.) Settle on hoodies instead of a coat. Hooded sweatshirts are a great compromise item because they can be layered over T-shirts and worn unzipped. If your child doesn’t mind warmth or weight, buy some extra-fleecy ones. Remove all tags. That goes for hats, mittens, scarves, sweaters—coats, too. Even if a tag is touching a layer of clothing rather than skin, it can be annoying to some kids. -

Business Professional Dress Code
Business Professional Dress Code The way you dress can play a big role in your professional career. Part of the culture of a company is the dress code of its employees. Some companies prefer a business casual approach, while other companies require a business professional dress code. BUSINESS PROFESSIONAL ATTIRE FOR MEN Men should wear business suits if possible; however, blazers can be worn with dress slacks or nice khaki pants. Wearing a tie is a requirement for men in a business professional dress code. Sweaters worn with a shirt and tie are an option as well. BUSINESS PROFESSIONAL ATTIRE FOR WOMEN Women should wear business suits or skirt-and-blouse combinations. Women adhering to the business professional dress code can wear slacks, shirts and other formal combinations. Women dressing for a business professional dress code should try to be conservative. Revealing clothing should be avoided, and body art should be covered. Jewelry should be conservative and tasteful. COLORS AND FOOTWEAR When choosing color schemes for your business professional wardrobe, it's advisable to stay conservative. Wear "power" colors such as black, navy, dark gray and earth tones. Avoid bright colors that attract attention. Men should wear dark‐colored dress shoes. Women can wear heels or flats. Women should avoid open‐toe shoes and strapless shoes that expose the heel of the foot. GOOD HYGIENE Always practice good hygiene. For men adhering to a business professional dress code, this means good grooming habits. Facial hair should be either shaved off or well groomed. Clothing should be neat and always pressed. -

Hbi Letterhead
news release FOR IMMEDIATE RELEASE News Media: Kirk Saville, (336) 519-6192 Analysts and Investors: T.C. Robillard, (336) 519-2115 HANESBRANDS AND BELLE INTERNATIONAL ENTER LICENSING AGREEMENT TO INTRODUCE CHAMPION FOOTWEAR AND ACCESSORIES IN CHINA Partnership combines the power of the Champion brand with Belle’s extensive retail network, e-commerce expertise and supply chain capabilities WINSTON-SALEM, N.C. – (Feb. 26, 2021) – HanesBrands and Belle International today announced a licensing agreement that will introduce a line of Champion footwear and accessories to consumers in China next year. Under the agreement, Belle will distribute the new collection designed specifically for consumers in China through its countrywide retail network and e-commerce platform. The Champion product range will tap into the brand’s aesthetic and be available by June 2021. “We’re thrilled to expand our long-term distribution relationship with Belle to include a license for footwear and accessories in China, said Jon Ram, group president of global activewear for HanesBrands. “Belle has demonstrated vast capabilities across brick-and- mortar retail, e-commerce, consumer insights and supply chain – and we’re confident the partnership will further accelerate the global growth of the Champion brand.” Fashion Clothing, a Belle International company based in Shanghai, has been a strategic partner for the Champion brand since June 2019. The company operates hundreds of Champion-branded brick-and-mortar and official online stores on leading e-commerce platforms, including Alibaba Group’s TMALL, JD.com and VIP.com. “We see outstanding potential for Champion in the large, growing market in China, and Belle International’s long history of serving consumers in the country, extensive nationwide store network and cross-category supply chain capabilities make us complementary partners,” said Fang Sheng, executive director and president of the footwear and new ventures business group for Belle International. -
Volume 2, Issue 3, Autumn 2018
The Journal of Dress History Volume 2, Issue 3, Autumn 2018 Front Cover Image: Textile Detail of an Evening Dress, circa 1950s, Maker Unknown, Middlesex University Fashion Collection, London, England, F2021AB. The Middlesex University Fashion Collection comprises approximately 450 garments for women and men, textiles, accessories including hats, shoes, gloves, and more, plus hundreds of haberdashery items including buttons and trimmings, from the nineteenth century to the present day. Browse the Middlesex University Fashion Collection at https://tinyurl.com/middlesex-fashion. The Journal of Dress History Volume 2, Issue 3, Autumn 2018 Editor–in–Chief Jennifer Daley Editor Scott Hughes Myerly Proofreader Georgina Chappell Published by The Association of Dress Historians [email protected] www.dresshistorians.org The Journal of Dress History Volume 2, Issue 3, Autumn 2018 [email protected] www.dresshistorians.org Copyright © 2018 The Association of Dress Historians ISSN 2515–0995 Online Computer Library Centre (OCLC) accession #988749854 The Journal of Dress History is the academic publication of The Association of Dress Historians through which scholars can articulate original research in a constructive, interdisciplinary, and peer reviewed environment. The Association of Dress Historians supports and promotes the advancement of public knowledge and education in the history of dress and textiles. The Association of Dress Historians (ADH) is Registered Charity #1014876 of The Charity Commission for England and Wales. The Journal of Dress History is copyrighted by the publisher, The Association of Dress Historians, while each published author within the journal holds the copyright to their individual article. The Journal of Dress History is circulated solely for educational purposes, completely free of charge, and not for sale or profit. -

Intimately Yours Summer 2019
REVEALED INTIMATELY YOURS A SOURCE OF LOVE, LINGERIE + PASSION SUMMER 2019 1 | REVEALED REVEALED, THE NEW MAGA- ZINE CREATED BY CURVEN- EWYORK TO: REVEAL THE INS AND OUTS OF THE EVER-CHANGING IN- TIMATE APPAREL INDUSTRY. UNCOVER THE DESIRES OF THE CONSUMER. DISCOVER THE IN- NOVATIONS IN DESIGN, TREND AND PRODUCTION. SHOW OFF THE IMPROVEMENTS OF IN- CLUSIVITY IN THE INDUSTRY. TEACH THE IMPORTANCE OF THE PERFECT FITTING BRA. EL- EVATE KEY INTIMATE APPAR- EL BRANDS AND RETAILERS DRIVING THE INDUSTRY. CEL- EBRATE THE BEAUTY OF INTI- MATE APPAREL IN ALL FORMS. WATCH THE UP AND COMING BRANDS THAT PROVIDE INNO- VATIVE PRODUCTS. PROVOKE THOUGHT ON A WORLD THAT’S CHANGING AND EVOLVING. LEAD THE INDUSTRY BY PRO- VIDING INFORMATION RELE- MAISON LEJABY 2 | REVEALED ForEWord REVEALED, THE NEW MAGAZINE CREATED BY CURVE TO: REVEAL the ins and outs of the ever-changing intimate apparel industry. UNCOVER the desires of the consumer. DISCOVER new innovations in design, trend and production. SHOW OFF the improvements of inclusivity in the industry. TEACH the importance of the perfect fitting bra.ELEVATE key intimate apparel brands and retailers driving the industry. CELEBRATE the beauty of intimate apparel in all forms. WATCH the up- and-coming brands that provide innovative products. PROVOKE thought in a world that’s changing and evolving. LEAD the industry by providing information relevant for all. And finally,SHARE with you our PASSION, for LINGERIE, FASHION, and DESIGN! Table of ContentS 8 Intimate Apparel Market Trends and Strategies 10 5 Favorite Intimate Apparel Trends 12 Intimate Apparel Brands to Watch 14 The Rack Shack: All-Inclusive Bra Boutique 16 Living Coral 18 Up and Coming: Evelyn + Bobbie 20 Swimwear Trends 22 Swim Brands to Watch 24 Chantelle: 2019 Designer of the Year 26 Interview with Renaud Cambuzet – CCO at CL 28 Intimate Brands Excelling in Bodysuits 30 Want to show off your intimates? 34 Intimates Collab with RTW 36 Styling + Lingerie 39 Interview with Vanessa Crausse – Trend Forecaster 40 Minimalism v. -

Washington, Wednesday, March 8, 1950 TITLE 5
VOLUME 15 NUMBER 45 Washington, Wednesday, March 8, 1950 TITLE 5— ADMINISTRATIVE (e) “Promotion” is a change from one CONTENTS position to another position of higher PERSONNEL grade, while continuously employed in Agriculture Department Page the same agency. • Chapter I— Civil Service Commiyion See Commodity Credit Corpora (f) “Repromotion” is a change in po tion; Production and Marketing P art 25— F ederal E m plo y e e s ’ P a y sition from a lower grade back to a Administration. higher grade formerly held by the em R eg u latio n s Air Force Department ployee; or to- a higher intermediate SUBPART B— GENERAL COMPENSATION RULES grade, while continuously employed in Rules and regulations: Joint procurement regulations; Subpart B is redesignated as Subpart the same agency. (gp) “Demotion” is a change from one miscellaneous amendments E and a new Subpart B is added as set ( see Army Department). position to another position in a lower out below. These amendments are ef Alien Property, Office of fective the first day of the first pay grade, while continuously employed in period after October 28, 1949, the date the same agency. Notices: of the enactment of the Classification t (h) “Higher grade” is any GS or CPC Vesting orders, etc.: Behrman, Meta----- -------------- 1259 Act of 1949. * grade, the maximum scheduled rate of which is higher than the maximum Coutinho, Caro & Co. et al____ 1259 Sec. scheduled rate of the last previous GS Eickhoff, Mia, et al___________ 1260 25.101 Scope. or CPC grade held by the employee. Erhart, Louis_____------------— 1260 25.102 Definitions. -
Annual Report
Annual Report Form 10-K for the Fiscal Year Ended December 31, 2016 UNITED STATES SECURITIES AND EXCHANGE COMMISSION Washington, D.C. 20549 FORM 10-K ANNUAL REPORT PURSUANT TO SECTION 13 OR 15(d) OF THE SECURITIES EXCHANGE ACT OF 1934 For the fiscal year ended December 31, 2016 or TRANSITION REPORT PURSUANT TO SECTION 13 OR 15(d) OF THE SECURITIES EXCHANGE ACT OF 1934 For the transition period from to Commission file number: 001-32891 Hanesbrands Inc. (Exact name of registrant as specified in its charter) Maryland 20-3552316 (State of incorporation) (I.R.S. employer identification no.) 1000 East Hanes Mill Road Winston-Salem, North Carolina 27105 (Address of principal executive office) (Zip code) (336) 519-8080 (Registrant’s telephone number including area code) Securities registered pursuant to Section 12(b) of the Act: Common Stock, par value $0.01 per share Name of each exchange on which registered: New York Stock Exchange Indicate by check mark if the registrant is a well-known seasoned issuer, as defined in Rule 405 of the Securities Act. Yes No Indicate by check mark if the registrant is not required to file reports pursuant to Section 13 or Section 15(d) of the Exchange Act. Yes No Indicate by check mark whether the registrant: (1) has filed all reports required to be filed by Section 13 or 15(d) of the Securities Exchange Act of 1934 during the preceding 12 months (or for such shorter period that the registrant was required to file such reports), and (2) has been subject to such filing requirements for the past 90 days. -

Press Kit the History of French Lingerie at the Sagamore Hotel Miami Beach
LINGERIE FRANCAISE EXHIBITION PRESS KIT THE HISTORY OF FRENCH LINGERIE AT THE SAGAMORE HOTEL MIAMI BEACH Continuing its world tour, the Lingerie Francaise exhibition will be presented at the famous Sagamore Hotel Miami Beach during the Art Basel Fair in Miami Beach from November 29th through December 6th, 2016. Free and open to all, the exhibition showcases the ingeniousness and creativity of French lingerie which, for over a century and a half, has been worn by millions of women worldwide. The exhibition is an immersion into the collections of eleven of the most prestigious French brands: AUBADE, BARBARA, CHANTELLE, EMPREINTE, IMPLICITE, LISE CHARMEL, LOU, LOUISA BRACQ, MAISON LEJABY, PASSIONATA and SIMONE PÉRÈLE. With both elegance and playfulness, the story of an exceptional craft unfolds in a space devoted to contemporary art. The heart of this historic exhibition takes place in the Game Room of the Sagamore Hotel. Beginning with the first corsets of the 1880’s, the presentation documents the custom-made creations of the 1930’s, showcases the lingerie of the 1950’s that was the first to use nylon, and culminates with the widespread use of Lycra® in the 1980’s, an epic era of forms and fabrics. This section focuses on contemporary and future creations; including the Lingerie Francaise sponsored competition’s winning entry by Salima Abes, a recent graduate from the university ESMOD Paris. An exclusive collection of approximately one hundred pieces will be exhibited, all of them emblematic of a technique, textile, and/or fashion innovation. A selection of landmark pieces will trace both the history of intimacy and the narrative of women’s liberation. -

Lesson Guide Princess Bodice Draping: Beginner Module 1 – Prepare the Dress Form
Lesson Guide Princess Bodice Draping: Beginner Module 1 – Prepare the Dress Form Step 1 Apply style tape to your dress form to establish the bust level. Tape from the left apex to the side seam on the right side of the dress form. 1 Module 1 – Prepare the Dress Form Step 2 Place style tape along the front princess line from shoulder line to waistline. 2 Module 1 – Prepare the Dress Form Step 3A On the back, measure the neck to the waist and divide that by 4. The top fourth is the shoulder blade level. 3 Module 1 – Prepare the Dress Form Step 3B Style tape the shoulder blade level from center back to the armhole ridge. Be sure that your guidelines lines are parallel to the floor. 4 Module 1 – Prepare the Dress Form Step 4 Place style tape along the back princess line from shoulder to waist. 5 Lesson Guide Princess Bodice Draping: Beginner Module 2 – Extract Measurements Step 1 To find the width of your center front block, measure the widest part of the cross chest, from princess line to centerfront and add 4”. Record that measurement. 6 Module 2 – Extract Measurements Step 2 For your side front block, measure the widest part from apex to side seam and add 4”. 7 Module 2 – Extract Measurements Step 3 For the length of both blocks, measure from the neckband to the middle of the waist tape and add 4”. 8 Module 2 – Extract Measurements Step 4 On the back, measure at the widest part of the center back to princess style line and add 4”. -

The Evolution of Brassiere in the 20Th Century
Western Michigan University ScholarWorks at WMU Honors Theses Lee Honors College 12-10-2012 The Evolution of Brassiere in the 20th Century Jolene Khor Western Michigan University, [email protected] Follow this and additional works at: https://scholarworks.wmich.edu/honors_theses Part of the Journalism Studies Commons Recommended Citation Khor, Jolene, "The Evolution of Brassiere in the 20th Century" (2012). Honors Theses. 2342. https://scholarworks.wmich.edu/honors_theses/2342 This Honors Thesis-Open Access is brought to you for free and open access by the Lee Honors College at ScholarWorks at WMU. It has been accepted for inclusion in Honors Theses by an authorized administrator of ScholarWorks at WMU. For more information, please contact [email protected]. Running Head: The Evolution of Brassiere in the 20th Century 1 The Evolution of Brassiere in the 20th Century Jolene Khor Western Michigan University The Evolution of Brassiere in the 20th Century 2 Abstract It is common knowledge that a brassiere, more widely known as a bra, is an important if not a vital part of a modern woman’s wardrobe today. In the 21st century, a brassiere is no more worn for function as it is for fashion. In order to understand the evolution of function to fashion of a brassiere, it is necessary to account for its historical journey from the beginning to where it is today. This thesis paper, titled The Evolution of Brassiere in the 20th Century will explore the history of brassiere in the last 100 years. While the paper will briefly discuss the pre-birth of the brassiere during Minoan times, French Revolution and early feminist movements, it will largely focus on historical accounts after the 1900s.