Oct 202011 Libraries
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Undergrads Choose Seale for Presidency
MIT’s The Weather Oldest and Largest Today: Mostly cloudy, 37°F (3°C) Tonight: Cloudy, flurries, 33°F (1°C) Newspaper Tomorrow: Mixed rain, snow, 35°F (2°C) Details, Page 2 Volume 122, Number 13 Cambridge, Massachusetts 02139 Tuesday, March 19, 2002 Undergrads Choose Seale for Presidency JudBoard Upholds Decision on Creighton By Harold Fox enfranchised, and I want to change STAFF REPORTER that.” MIT undergraduates elected Josi- Creighton and Brar received 376 ah D. Seale ’03 as Undergraduate Association president with one of the UA President, Page 19 largest voter turnouts in history. Seale received 987 UA President/Vice President votes to win over Jen- Election Results nifer S. Yoon ’03, who received 531 votes. The Iteration disqualification of the Candidate 12 ticket of Rhett Josiah Seale/Parul Deora 799 987 Creighton ’03 and Vic- Jenn Yoon/Miquela Vigil 481 531 tor W. Brar ’04 was Rhett Creighton/Victor Brar 376 disqualified upheld by the UA Judi- (write-in) cial Board on appeal. Other Write-Ins 128 128 “I’m happy,” Seale Nobody 225 363 BRIAN HEMOND—THE TECH said. “There are a lot of Ching-Wen Hsieh ’04 was among the students inspecting one of the Class of 2004 rings on display at things I want to do for Total Votes Cast: 2009 the Ring Premiere Sunday night. the UA, and I think I Votes Cast Online: 1920 have a good shot to get Paper Ballots: 89 it done. Right now, the Brass Rat With Two Men on Seal student body feels dis- SOURCE: UA ELECTION COMMISSION Revealed at 2004 Ring Premiere High Turnout, Marginal By Brian Loux the class’s interpretation of the ’04. -

Classmate Biographies
CLASSMATE BIOGRAPHIES 38 David Jeffrey Abeshouse Course: VIII Tell us about your recollections of your student years at MIT: I lived in Student House, which is essentially on the B.U. campus. If I recall correctly, it was a mile walk to MIT. That walk, in all kinds of weather, is one of my strongest, if not favorable, memories of my years there. Unless something unusual happened, I made the round trip just once a day. Student House is near Kenmore Square and Fenway Park. The gates to Fenway would open in the sixth inning then, and there were mostly afternoon games, so we would go up to the park occasionally to see, for free, the last three innings. We saw Ted Williams regularly. Student House was also next to the Charles, and it was fun to go down near the river in pleasant weather. I struggled to survive academically, but I did it. I don't remember the name of the professor who lectured our freshman chemistry course, but he spoke in a monotone, and I fell asleep practically every time. I finally went to a different lecture section. I have a poor sense of direction and was regularly lost around the campus and often rushing to get to class. Once in my sophomore year I was rushing and rounded a corner and almost flattened Norbert Wiener. He had a large abdomen, and, from my point of view, the collision was soft. The work on my senior paper was done in building 20. That was a fine place to spend a lot of time. -

PDF of This Issue
MIT's The Weather Oldest and Largest Today: Snow, sleet, 30°F (-1°C) Tonight: Freezing rain, 32°F (O°C) ewspaper Tomorrow: Cloudy, cold, 30°F (-1°C) Details, Page 2 Volume 116, Number 9 Cambridge, Massachusetts 02139 Tuesday, March 5,1996 MIT OKs 4.8 Percent Tuition Hike to $22,000 By A. Arlf Husain dent's education with the remainder sources. Loans and student jobs often receive other scholarships, it is rate of growth and making financial NEWS EDITOR covered by endowment and unre- account for an additional $22 mil- estimated that only about 29 percent aid available, MIT will remain Tuition for the 1996-97 academ- stricted gifts and grants. lion. of students pay the full amount. accessible to bright students regard- ic year has been raised 4.8 percent Because students who do not While tuition reflects the realities less of the family's income, Vest to $22,000, a $1,000 increase over Self-help level considered high qualify for need-based financial aid of the economy, by moderating its said. last year. "I'm rather disappointed that The Institute's "nominal self- [tuition] was raised as much as it help level" - the amount of pay- was, considering that the majority of ment students are expected to pro- peer institutions have a much lower Percentage Change in Tuition and Self-Help vide from work and loans before self-help level; generally about receiving scholarship assistance - $7,000," Undergraduate Association [J Tuition '96-'97 also increased $450, or 5.5 percent, President Carrie R. Moo '96 said. -

O Nien Un Es a Is E Two New Honors Given at Yearly Awards Convocation
I I I . I ve -o nien Two new honors given at I un es a is e By Bon Frashure of the secrty after allowance Trhe yearly Awards Convocation pWThas names of the representatives estabished an Inde- for improvements. of the remang fraterriti'es were SexetResidence Development By Steve Portny field '64 for his "spirit, dedica- 3. The maxdmum. loan term antnounced last Mkght at a work- nhwhich may assist tindepen- The annual Awards Conlvocaton tion, and service" to Mffr. The will be 40 years. in meeting to implement the seon ivingid grops in improig. IRD Fund. was held last Saturday in Kresge new award came from a adexpaig 4. The minimum. rate of in- proposal by the Activities Devel- their housing fat Marshall. B. Dalton '15, Chair- Auditorium. Featured was the 0 oite administrtiors officers terest vEll be three percot. presentation of the Kar Taylor opment Board. Namned in honor 5. Gifts to the IRD Fund must man of the Board of the Boston of William L. Steward Jr. '26, anounced Jast FridaY. Manufacturers Mutual Insurance Compton Awards given in reco- Fund provisins provide that the prncpal wil niition of 'outanftng contribul- the award is ~given to students not be expended, and givers must Company and -a Life Member of who have participated The IRD Flund will be an en- the MITX Corporatimn, will chair tions in promoing high standards actively in dwnnt, thie income of which permit use of the income of the of achievement and good citizen- school activities. fund for any corporate purpose both the Alumni IFC! and the Saye be used by the Corporation central ship mithinn the MIT community." Recipents of the award are: of MIT. -

PDF of This Issue
The Weather Today: Partly cloudy. High 82º F MIT’s (28º C) Tonight: Partly cloudy. Low 65º F Oldest and Largest (18º C) Newspaper Tomorrow: Partly cloudy. High 87º F (31º C) Details, Page 2 Volume 126, Number 28 Cambridge, Massachusetts 02139 Friday, June 16, 2006 Speakers Urge Grads to Help Community Parents By Shreyes Seshasai STAFF REPORTER Despite the ominous weather Reflect On forecast, barely a drizzle came down on the 2,109 students who received their degrees last Friday during the 140th commencement exercises at Students’ MIT. A crowd of an estimated 13,000 gathered in Killian Court as mem- MIT Years bers of the Class of 2006 reached a By Satwik Seshasai milestone in their academic careers. ADVISORY BOARD MEMBER The graduates were joined in Killian Last Friday’s commencement by the Class of 1956, celebrating ceremony was not just the culmina- their 50th reunion. tion of students’ experiences at MIT, Chairman of the Federal Reserve it was also a time for many proud Ben S. Bernanke PhD ’79 delivered parents to recount their four or more the keynote address to the gradu- years of association with the Insti- ates. Bernanke, who earned his PhD tute. Parents’ perspectives on MIT in Economics, was appointed to his were overwhelmingly positive, with position by President Bush earlier some offering advice for the parents this year. Also addressing the gradu- of incoming MIT students. ates were Graduate Student Council Regardless of the number of years President Sylvain Bruni G, Class of spent at MIT or whether they were 2006 President Kimberly W. -

Seniors Asked to Sign Pledge Refutes Charges Faculty
;-·-· t- ·;il·; ··.- ·- ,.:· ·····-;·i; ,::·::- -;, I; ·- Allromw qllp ry AW 7 TODAY MIT's A Record of Oldest and Largest Continuous News Service Newspaper for 107 Years ZiIZI_I·I·I·_lis.1111-·lls L_ _ _ =a-----a----------- --- Vol. CVIII No. 26'- CAMBRIDGE, MASS., FRIDAY, MAY 27, 1988 Free -PAZ-IIC ·-ZIZil --1·13 ·L---p = -;-- I··;LI·;ll---·l--- -- I--- -- HIO DSARIGHTS REVd1S OF FALLPI RUSIIL~~It Pli 1733 TO GRADUATE Action Prompted by Allegations of AT COMMENCEMENT Illegal Drug and Alcohol Use (By Mathews M. Cherian FUTURE OF FRATERNITY IN DOUBT and Seth Gordon) A total of 1733 students (By Earl C. Yen) will walk to the podiums in MIT's 122nd commencement Pi Lambda Phi fraternity will not be permitted exercises today to receive to rush freshmen during Residence/Orientation 1899 degrees. A. Bartlett Giamatti, presi- Week this fall after some fraternity members ad- dent of baseball's National mitted to a variety of alcohol and drug-related Members of the Class of 1986 line up to march to commence- League and former president charges in late April, ment. (Tech file photo) of Yale University, will deliv- according to James R. -~~~~~~~~~~~~~~~~---~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~--~ ~ ~ ~~ ~ ~ ~ ~ ~ ~ ~ ~ - er the commencement ad- Tewhey, associate dean for student affairs. dress to the graduates and KRAMSG CH LEAVES the close to 8000 relatives InterFraternity Conference * Illegal use of nitrous oxide and guests gathered to ob- Chairman Jeffrey M. Hornstein as part of a pledge party. serve the ceremonies. * Use of alcohol after the LANGUAGE POST Giamatti, an outspoken ad- '89 called the ruling "unfair, harsh, and detrimental to the fraternity's initiation ceremo- vocate for a more traditional. -
Grading Conmmitee Urges Deflation No Student Reps on Cila Committee
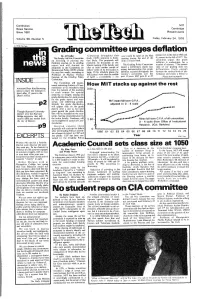
Continuous MIT News Service a Cambridge Since 1881 Massachusetts -Volume 98, Number 5 - Friday, February 24, 1978 © 1978 The Tech Grading conmmitee urges deflation By Alf Geller Committee throughout -their vote would be taken at the May percent A's in the fall of 1960 and The faculty Ad Hoc Committee study; CEP's approval is there- meeting during the end of the 41 percent in the fall of 1977. The on Grading is putting the fore likely. The proposals will term or finals week. committee argues that grade finishing touches on its grading probably be discussed at the inflation is undesirable for a il | report and will foward its March meeting of the faculty and The Grading Policy Committee number of reasons. "The present proposals to the Committee on after at least another month of issued a preliminary report last state of our grading does not Educational Policy (CEP) withing debate voted on by the faculty at spring demonstrating that grade differentiate finely enough the next few weeks, according to large. If this schedule places the deflation occured throughout the -between the various levels of per- Professor of Physics Thomas full faculty's vote after the middle country's universities over the formance and poses a threat to Greytak of the Grading Policy of April - a possibility - the. past 15 years. MIT gave 21 to 22 (Please turn to page 6) Committee. iaI,-··-·plB r ·14··e--P- - --.- - -- I-------- 1NSL-DE The Committee will recome mend instituting, Letters of Com- How MrIT stacks up against the rest I awarded to less Associate Dean Ken Browning mendation to be 3.50- plans to leave the Institute in than five percent of the students April after 12 years in the in each course for special Dean's Office. -

Bishop New Deain of 1 192 Men and IO Women Dr
Class of '68: 9007 _ ~~~~~~~~~~~~~~~~~-__-. Bishop new Deain of 1 192 men and IO women Dr. Robert L. Bishop will serve oligopoly. He is co-editor of as Acting Dean of the School of '"Readings in Economies" and accept admission so far Humanities and Social Science, has published widely on economic II replacing Dean John E. Burch- theory in professional journals. m -At least 192 men and 10 women finally by May 1." May 1 is the ard, who will retire in June. After graduating summa cum UN Candidates Standard Reply Date University in have accepted offers to become Professor Bishop is currently laude from Harvard m which many colleges have estab- head of the Department of Eco- 1937, Dr. Bishop was awarded a members of the class of 1968. Ten lished as their date by which can- nomics and Social Science. He Sheldon Traveling Fellowship for l men and one woman have de- didates must reply to offers of will maintain this position while a year in Europe. Following fur- clined the offer. admissions. serving as Acting Dean. Dr. Bi- ther study a.nd service as an in- The remainder of the 1,436 men An error of one to two per cent shop has accepted the appoint- structor and tutor in economies and 70 women offered adminissions in guessing how many of those ment with the understanding that at Harvard he received the A.%L have not yet replied. According admitted decide to attend is not a permanent Dean will be ap- and Ph.D. degrees there in 1942 to Mr. -

MIT Facts2018-Final.Indd
MIT Facts 2018 Massachusetts Institute of Technology 77 Massachusetts Ave, Cambridge, MA 02139-4307 617.253.1000 | web.mit.edu MIT welcomes the world’s best talent. MIT welcomes the world’s best talent. MIT welcomes the world’s best talent. MIT welcomes the world’s best talent. MIT welcomes the world’s best talent. MIT welcomes the world’s best talent. MIT welcomes the world’s best talent. MIT welcomes the world’s best talent. MIT welcomes the world’s best talent. MIT welcomes the world’s best talent. MIT welcomes the world’s best talent. MIT welcomes the world’s best talent. MIT welcomes the world’s best talent. MIT welcomes the world’s best talent. MIT welcomes the world’s best talent. MIT welcomes the world’s best talent. MIT welcomes the world’s best talent. MIT welcomes the world’s best talent. MIT welcomes the world’s best talent. MIT welcomes the world’s best talent. MIT welcomes the world’s best talent. MIT welcomes the world’s best talent. MIT welcomes the world’s best talent. MIT welcomes the world’s best talent. MIT welcomes the world’s best talent. MIT welcomes the world’s best talent. MIT welcomes the world’s best talent. MIT welcomes the world’s best talent. MIT welcomes the world’s best talent. MIT welcomes the world’s best talent. MIT welcomes the world’s best talent. MIT welcomes the world’s best talent. MIT welcomes the world’s best talent. MIT welcomes the world’s best talent. MIT welcomes the world’s best talent. -

March 2004 Vol. 33, No. 1
Vol. 33, No. 1 March 2004 Journal of the International Planetarium Society Map of the Universe: An Engaging Astronomical Exhibit The Planetarian (ISN 0090-3213) is published quarterly by the International Planetarium Society. ©2004, Inter- national Planetarium Society, Inc., all rights reserved. March, 2004 Vol. 33, No. 1 Opinions expressed by authors are personal opinions and are not necessarily the opinions of the International Planetarium Society, its officers, or agents. Acceptance of advertisements, announcements, or other material does not imply en- dorsement by the International Planetarium Society, its officers or agents. The Editor wel- Executive Editor comes items for consideration for publication. Please consult "Guidelines for Contributors" John Mosley at www.GriffithObs.org/IPSGuidelines.html. The Editor reserves the right to edit any Griffith Observatory manuscript to suit this publication’s needs. 2800 E. Observatory Road Los Angeles, California 90027 USA Articles (1) 323-664-1181 daytime phone 6 God Under the Dome . Br. Guy Consolmagno (1) 323-663-4323 Griffith fax 13 The Universe Below: Creating Underwater Allskies . (1) 603-506-8255 personal efax . Tom Kwasnitschka and Wilhelm Ermgassen [email protected] 16 Amusing Astronomical Anecdotes . Steve Tidey Advertising Coordinator 21 I. M. Levitt, 1908 - 2004 . Derrick Pitts Chuck Bueter Columns 15893 Ashville Lane Granger, Indiana 46530 USA 24 NASA Space Science News . Anita Sohus (1) 574-271-3150 26 Mobile News Network . Susan Reynolds Button [email protected] 30 Reviews . April S. Whitt www.GriffithObs.org/IPSratesheet4.htm 36 President’s Message . Jon Elvert 40 Minutes of the IPS Council Meeting . Lee Ann Hennig Membership 47 Forum: Planetarians We Admire . -

Replace Federal Aid to Non-Re91strants by Harold A
Continuous jgMIT News Service Uarn>id Since 1881 · ~ ~assachuesetts M" Volume 104, Number 23 Tuesday, May 8, 1984 i - -- v -- ~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~ - -·I P1 I -- --- pgr I- - Graym lT will not replace federal aid to non-re91strants By Harold A. Stern will be adequate help, when there Second in a series won't be," Gray said. MIT will not replace the feder- "I hope that he is wrong," al aid withheld from those stu- Reynolds responded. "We met dents who fail to register for the with the American Friends Ser- draft, according to President vice Community, and they gave Paul E. Gray '54. us tentative approval - their A group of students discussed programs are successful at Bran- the issue with Gray when the deis and Brown, and we expect Solotnon Amendment took effect that it will work here." last July, said Craig Reynolds '84, Several faculty members have a member of that group. The stu- expressed interest in making do- nations to the scholarship fund, Tech photo by P. Paul Hsu dents asked that MIT replace the A path of primroses replaces the "nerd path" in Kresge Oval. lost aid with Institute funds. Reynolds said. II1 IICI -C-- II L IP ' -- _ - I I IBDIIC IC-- ____ _ II - 1111 1 -·- The group argued that the Once MIT established its policy amendment, although it forbids of withholding aid from the non- the dispersing of federal Title IV registrants, said Gray, the ques- State looks for waste disposal site funds to non-registrants, says tion of whether the money origi- nated from MIT or from an By Kevin D. -

PDF of This Issue
MIT's The Weather Today: Warm, cloudy, 61°F (16°C) Oldest and Largest Tonight: Late rain, windy, 43°F (6°C) Newspaper Tomorrow: Rain, possible snow, 50°F ( 10°C) Details, Page 2 Volume 122, Number 7 Cambridge, Massachusetts 02139 Tuesday, February 26, 2002 Wolfensohn to Deliver Brass Rat Sparks Controversy Address to Graduates Some Question Committee's Decision to Include Female Figure By Dan Cho Serna was also angry that the By Kevin R. Lang ment committee, chaired by W. Eric STAFF REPORTER Ring Committee seemed to disregard EDITOR INCH/EF Grimson, a professor in electrical Controversy over the Class of the results of their own e-mail survey The annual tuition riot is nothing engineering and computer science. 2004 brass rat design has prompted on the gender issue. Serna sent an e- new to MIT, but this year could "We talked about the list that we the Ring Committee to call for a mail to Dean for Student Life Larry potentially see a Commencement riot. as students had generated, and class-wide vote. G. Benedict and began an online dis- World Bank Group President James based on those we then finalized to Ring Committee chair Douglas J. cussion on a Web site maintained by D. Wolfensohn will address the Class a list of about ten people total," Quattrochi '04 announced yesterday classmate Jacob W. Faber '04. of 2002 at commence- Dalai said. This list that members of the Class of 2004 On Sunday evening, Serna draft- ment this year. was then presented to will decide whether their class ring ed a petition to change the seal on "Jim Wolfensohn Vest, who made the should incorporate the traditional the ring back to a traditional ver- is deeply.