Kiruna Electric Locomotives
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

PRIMOVE – Wireless Electrification
Wireless Electrification Eighth International Hydrail Conference Ryerson University – Centre for Urban PRIVATE AND CONFIDENTIAL PRIVATE AND Energy, Toronto, Canada © Bombardier Inc. or its subsidiaries. All rights reserved. 2013.06.11 & 12 Tim Dickson, Ph.D., P. Eng Agenda 1 BOMBARDIER OVERVIEW 2 MEGATRENDS 3 INTRODUCTION TO PRIMOVE 4 ANSWERS TO QUESTIONS PRIVATE AND CONFIDENTIAL PRIVATE AND © Bombardier Inc. or its subsidiaries. All rights reserved. BOMBARDIER Overview PRIVATE AND CONFIDENTIAL PRIVATE AND Bombardier is the world’s only manufacturer of both planes and trains, with a worldwide workforce of 70,000* people. © Bombardier Inc. or its subsidiaries. All rights reserved. Bombardier is headquartered in Montréal, Canada. Our shares are traded on the Toronto Stock Exchange (BBD) and we are listed on the Dow Jones Sustainability World and North America indexes. In the fiscal year ended December 31, 2011, we posted revenues of $18.3 billion USD with 93% of revenues generated outside Canada. * as at December 31, 2011 3 BOMBARDIER Overview 1942-1973 1974-1985 1986-1993 Strategic 1993-2003 2003- Acquisitions . Company . Diversification . Entry into . Aerospace: . CRJ Series, . CRJ NextGen start-up into mass aerospace Short Brothers Global family, transit market through (UK), Express, Learjet 85, . Development Canadair Learjet (US), de Challenger 300 Q400 NextGen, of passenger . Learning of new acquisition Havilland (CA) CSeries, and personal industry . Tilting train, Global 7000, snowmobiles . Consolidation of . Transportation: AGC (Autorail . 1982 New York Global 8000 CONFIDENTIAL PRIVATE AND North American BN (BE), Grande . Vertical metro contract mass transit ANF (FR), Capacité) . Hybrid AGC, integration secured strong position and Deutsche ZEFIRO, ECO4 position in . -

Geology of the Northern Norrbotten Ore Province, Northern Sweden Paper 11 (13) Editor: Stefan Bergman
Rapporter och meddelanden 141 Geology of the Northern Norrbotten ore province, northern Sweden Paper 11 (13) Editor: Stefan Bergman Rapporter och meddelanden 141 Geology of the Northern Norrbotten ore province, northern Sweden Editor: Stefan Bergman Sveriges geologiska undersökning 2018 ISSN 0349-2176 ISBN 978-91-7403-393-9 Cover photos: Upper left: View of Torneälven, looking north from Sakkara vaara, northeast of Kiruna. Photographer: Stefan Bergman. Upper right: View (looking north-northwest) of the open pit at the Aitik Cu-Au-Ag mine, close to Gällivare. The Nautanen area is seen in the back- ground. Photographer: Edward Lynch. Lower left: Iron oxide-apatite mineralisation occurring close to the Malmberget Fe-mine. Photographer: Edward Lynch. Lower right: View towards the town of Kiruna and Mt. Luossavaara, standing on the footwall of the Kiruna apatite iron ore on Mt. Kiirunavaara, looking north. Photographer: Stefan Bergman. Head of department, Mineral Resources: Kaj Lax Editor: Stefan Bergman Layout: Tone Gellerstedt och Johan Sporrong, SGU Print: Elanders Sverige AB Geological Survey of Sweden Box 670, 751 28 Uppsala phone: 018-17 90 00 fax: 018-17 92 10 e-mail: [email protected] www.sgu.se Table of Contents Introduktion (in Swedish) .................................................................................................................................................. 6 Introduction .............................................................................................................................................................................. -

Year-End Report 2019: Strong Earnings in an Uncertain Market
PRESS RELEASE Attachments: Date: 1 (3) 11/02/2020 Contact: Bo Krogvig, Senior Vice President Communications and Climate, LKAB Telephone: +46 (0)8 429 3445 Email: [email protected] Year-end report 2019: Strong earnings in an uncertain market Stable production and favourable market conditions enabled LKAB to increase its operating profit both for the quarter and for the full year, this despite lower delivery volumes. The market remains uncertain, however. Sales for full-year 2019 increased to MSEK 31,260 (25,892) and operating profit strengthened to MSEK 11,788 (6,869), an increase of 72 percent. The improved earnings are mainly due to higher iron ore prices and a stronger dollar exchange rate. Lower sales had an adverse effect. Operating cash flow for the full year increased to MSEK 6,981 (3,386). The improvement is mainly due to the increase in profits and to lower levels of capital expenditure. Higher expenditure on urban transformation had a negative impact. Profit for the year amounted to MSEK 10,173 (5,274) and the Board is proposing to the Annual General Meeting an ordinary dividend amounting to MSEK 6,104 (3,164). For the fourth quarter sales increased to MSEK 6,947 (6,911) and operating profit increased to MSEK 2,047 (1,900). The improved earnings are mainly a result of a stronger dollar exchange rate and lower costs for urban transformation provisions. Lower prices for highly upgraded iron ore products and lower delivery volumes during the quarter had an adverse effect. “I am pleased that we are delivering strong earnings despite an uncertain market and despite making significant investments in both the ongoing urban transformation and our projects for the future. -

Buy America Transit Supply Chain Connectivity Forum
Buy America Transit Supply Chain Connectivity Forum APTA Rail Conference Phoenix, AZ June 22, 2016 Agenda 8:00am Registration/Continental Breakfast 8:30am Welcome Remarks and Forum Introduction 8:45am U.S. DOT Keynote and Buy America Overview 9:25am Q&A 9:40am Break 9:50am Arizona Public Transportation 10:00am OEM Panel: Supply Chain Opportunities and Needs 11:15am Q&A 11:30am Supplier Panel: The View from Prospective Suppliers 12:10pm Q&A 12:25pm Lunch (One-on-One Signups) 1:15pm MEP Assistance and Resources 1:45pm Open Discussion: Transit Supply Issues and Opportunities 2:05pm Intro to One-on-One Meetings among OEMs and Suppliers 2:15pm Transition to One-on-One Meetings among OEMs and Potential Suppliers 2:15pm Networking Reception Concurrent with One-on-One Meetings 5:00pm ADJOURN www.nist.gov/mep [email protected] (301) 975-5020 MEP Overview 2 Agenda 8:00am Registration/Continental Breakfast 8:30am Welcome Remarks and Forum Introduction 8:45am U.S. DOT Keynote and Buy America Overview 9:25am Q&A 9:40am Break 9:50am Arizona Public Transportation 10:00am OEM Panel: Supply Chain Opportunities and Needs 11:15am Q&A 11:30am Supplier Panel: The View from Prospective Suppliers 12:10pm Q&A 12:25pm Lunch (One-on-One Signups) 1:15pm MEP Assistance and Resources 1:45pm Open Discussion: Transit Supply Issues and Opportunities 2:05pm Intro to One-on-One Meetings among OEMs and Suppliers 2:15pm Transition to One-on-One Meetings among OEMs and Potential Suppliers 2:15pm Networking Reception Concurrent with One-on-One Meetings 5:00pm ADJOURN www.nist.gov/mep [email protected] (301) 975-5020 MEP Overview 3 WELCOME TO PHOENIX David Garafano Executive Director www.nist.gov/mep [email protected] (301) 975-5020 MEP Overview 4 Agenda 8:00am Registration/Continental Breakfast 8:30am Welcome Remarks and Forum Introduction 8:45am U.S. -

Global Competitiveness in the Rail and Transit Industry
Global Competitiveness in the Rail and Transit Industry Michael Renner and Gary Gardner Global Competitiveness in the Rail and Transit Industry Michael Renner and Gary Gardner September 2010 2 GLOBAL COMPETITIVENESS IN THE RAIL AND TRANSIT INDUSTRY © 2010 Worldwatch Institute, Washington, D.C. Printed on paper that is 50 percent recycled, 30 percent post-consumer waste, process chlorine free. The views expressed are those of the authors and do not necessarily represent those of the Worldwatch Institute; of its directors, officers, or staff; or of its funding organizations. Editor: Lisa Mastny Designer: Lyle Rosbotham Table of Contents 3 Table of Contents Summary . 7 U.S. Rail and Transit in Context . 9 The Global Rail Market . 11 Selected National Experiences: Europe and East Asia . 16 Implications for the United States . 27 Endnotes . 30 Figures and Tables Figure 1. National Investment in Rail Infrastructure, Selected Countries, 2008 . 11 Figure 2. Leading Global Rail Equipment Manufacturers, Share of World Market, 2001 . 15 Figure 3. Leading Global Rail Equipment Manufacturers, by Sales, 2009 . 15 Table 1. Global Passenger and Freight Rail Market, by Region and Major Industry Segment, 2005–2007 Average . 12 Table 2. Annual Rolling Stock Markets by Region, Current and Projections to 2016 . 13 Table 3. Profiles of Major Rail Vehicle Manufacturers . 14 Table 4. Employment at Leading Rail Vehicle Manufacturing Companies . 15 Table 5. Estimate of Needed European Urban Rail Investments over a 20-Year Period . 17 Table 6. German Rail Manufacturing Industry Sales, 2006–2009 . 18 Table 7. Germany’s Annual Investments in Urban Mass Transit, 2009 . 19 Table 8. -
Bewhuwcii U*& Osilt
BEWHUWCIi U*& OSiLt REPORT NO. FRA/0R&D-76/275.I % „ LOCOMOTIVE CAB DESIGN DEVELOPMENT Volume I: Analysis of Locomotive Cab Environment & Development of Cab Design Alternatives Jl J. Robinson D. Piccione G. Lamers Boeing Vertol Company P.O. Box 16858 Philadelphia PA 19142 ^A .ususa&j S'A1H O* OCTOBER 1976 INTERIM REPORT DOCUMENT IS AVAILABLE TO THE U.S. PUBLIC THROUGH THE NATIONAL TECHNICAL INFORMATION SERVICE. SPRiNOFIELO, VIRGINIA 22161 Prepared for U.S. DEPARTMENT OF TRANSPORTATION FEDERAL RAILROAD ADMINISTRATION J Office of Research and Development Washington DC 20590 A NOTICE This document is disseminated under the sponsorship of the Department of Transportation in the interest of information exchange. The United States Govern ment assumes no liability for its contents or use thereof. 'C NOTICE The United States Government does not endorse pro ducts or manufacturers. Trade or manufacturers' names appear herein solely because they are con sidered essential to the object of this report. Technical Report Documentation Page 1. Report No. 2. Government Accession No. 3. Recipient** Cafolog No. FRA/ORSD-76/275.I 4. Title and Subtitle S. Report Dole LOCOMOTIVE CAB DESIGN DEVELOPMENT October 1976 Volume I: Analysis of Locomotive Cab 6. Performing Orgonnotien Code Environment § Development of Cab Design Alternatives 8. Performing Orgonisotton Report No. Author's) Robinson, D. Piccione, G. Lamers DOT-TSC-FRA-76-22,I 9. Performing Orgcniiotion Nome and Address 10. Work Unit No. (TRAIS) Boeing Vertol Company* RR628T/R7341 11. Contract or Grant No. P.O. Box 16858 Philadelphia PA 19142 DOT-TSC-913-1 13. Type of Report ond Period Covered 12. -

Space-Related Education on the Kiruna Space Campus, Sweden
Space-related Education on the Kiruna Space Campus, Sweden The town of Kiruna lies approximately 140 kilometres above the Arctic Circle Space research and industry in northern Sweden. The high latitude Carol Norberg, The largest research organization in Kiruna Reader in Space Physics, makes Kiruna an attractive base for is the Swedish Institute of Space Physics, which Department of Space Sci- international space-related projects of carries out research in experimental space and ence, atmospheric physics. Measurements are made from many kinds. A space research insti- Umeå University, the ground, with balloons, and from satellites. Prob- Box 812, S-981 28 Kiruna, tute was first created in Kiruna in the ably the most well-known space centre in Kiruna is Sweden. 1950’s. During the last decade, there Esrange, a space facility belonging to the Swedish Space Corporation. Esrange has its own satellite has been a rapid expansion in the area station, and facilities for launching sounding rockets of space-related education at university and stratospheric balloons. Close to Esrange is the Swedish Institute of Space level, which has its foundations on the European Space Agency satellite station at Salmi- järvi. The headquarters of the European Incoherent Physics, Headquarter in local expertise in space science and Scatter Scientific Association (EISCAT) are located Kiruna. engineering. Through cooperation with Picture: IRF the Swedish Space Corporation stu- dents in Kiruna are offered the opportu- nity to participate in rocket and balloon launches as part of their education. The two most northern universities in Swe- den, Luleå University of Technology and Umeå University have formed a joint Department of Space Science located on the Kiruna Space Campus togeth- er with the Swedish Institute of Space Physics. -

Railway Power Supply System Models for Static Calculations in a Modular Design Implementation
Railway power supply system models for static calculations in a modular design implementation Usability illustrated by case-studies of northern Malmbanan RONNY SKOGBERG Master’s Degree Project Stockholm, Sweden 2013 XR-EE-ES 2013:006 Railway power supply system models for static calculations in a modular design implementation Usability illustrated by case-studies of northern Malmbanan RONNY SKOGBERG Master of Science Thesis Royal Institute of Technology School of Electrical Engineering Electric Power Systems Stockholm, Sweden, 2013 Supervisors: Lars Abrahamsson, KTH Mario Lagos, Transrail AB Examiner: Lennart Söder XR-EE-ES 2013:006 Abstract Several previous theses and reports have shown that voltage variations, and other types of supply changes, can influence the performance and movements of trains. As part of a modular software package for railway focused calculations, the need to take into account for the electrical behavior of the system was needed, to be used for both planning and operational uses. In this thesis, different static models are presented and used for train related power flow calculations. A previous model used for converter stations is also extended to handle different configurations of multiple converters. A special interest in the train type IORE, which is used for iron ore transports along Malmbanan, and the power systems influence to its performance, as available modules, for mechanical calculations, in the software uses the same train type. A part of this project was to examine changes in the power systems performance if the control of the train converters were changed, both during motoring and regenerative braking. A proposed node model, for the static parts of a railway power system, has been used to simplify the building of the power system model and implementation of the simulation environment. -

Representing the SPANISH RAILWAY INDUSTRY
Mafex corporate magazine Spanish Railway Association Issue 20. September 2019 MAFEX Anniversary years representing the SPANISH RAILWAY INDUSTRY SPECIAL INNOVATION DESTINATION Special feature on the Mafex 7th Mafex will spearhead the European Nordic countries invest in railway International Railway Convention. Project entitled H2020 RailActivation. innovation. IN DEPT MAFEX ◗ Table of Contents MAFEX 15TH ANNIVERSARY / EDITORIAL Mafex reaches 15 years of intense 05 activity as a benchmark association for an innovative, cutting-edge industry 06 / MAFEX INFORMS with an increasingly marked presence ANNUAL PARTNERS’ MEETING: throughout the world. MAFEX EXPANDS THE NUMBER OF ASSOCIATES AND BOLSTERS ITS BALANCE APPRAISAL OF THE 7TH ACTIVITIES FOR 2019 INTERNATIONAL RAILWAY CONVENTION The Association informed the Annual Once again, the industry welcomed this Partners’ Meeting of the progress made biennial event in a very positive manner in the previous year, the incorporation which brought together delegates from 30 of new companies and the evolution of countries and more than 120 senior official activities for the 2019-2020 timeframe. from Spanish companies and bodies. MEMBERS NEWS MAFEX UNVEILS THE 26 / RAILACTIVACTION PROJECT The RailActivation project was unveiled at the Kick-Off Meeting of the 38 / DESTINATION European Commission. SCANDINAVIAN COUNTRIES Denmark, Norway and Sweden have MAFEX PARTICIPTES IN THE investment plans underway to modernise ENTREPRENEURIAL ENCOUNTER the railway network and digitise services. With the Minister of Infrastructure The three countries advance towards an Development of the United Arab innovative transport model. Emirates, Abdullah Belhaif Alnuami held in the office of CEOE. 61 / INTERVIEW Jan Schneider-Tilli, AGREEMENT BETWEEN BCIE AND Programme Director of Banedanmark. MAFEX To promote and support internationalisation in the Spanish railway sector. -

Jukkasjärvi Socken
Arkiv nr Arkivnamn Serie 1:1 NORRBOTTENS MUSEUM FO AH Rubrik HANDLINGAR OM JUKKASJÄRVI SOCKEN Placering Volymnr Tid Anmärkningar Volym 1-5 Fornfynd, fornminnen, fornlämningar. Volym 6 Sjöregleringar, Historia, uppteckningar. Volym 7-8 Byggnadsinventering längs Malmbanan. Volym 9 Jukkasjärvi samhälle. Volym 10 Kyrkor, Kyrkogårdar. Volym 11 Hembygdsgården och hembygdsföreningen. Volym 12-19 Byar och gårdar. Volym 20 Övrigt. 1 1931-2001 FORNFYND, FORNMINNEN, FORNLÄMNINGAR Rapport över arkeologiska undersökningar i Jukkasjärvi socken 1954. Historik - kulturhistoriskt skyddsvärde (från olika byar och platser i Jukkasjärvi sn) Fyndförteckningar från SHM, utan år. Uppgift om fynd av pilspets, utan år. Handlingar om Jukkasjärviexpeditionen 1931-1932. 0138/34 Ang. Lapplandsundersökningen (med 0192/34). 0043/37 Ang. mejsel av skiffer. 0674/38 Skiss av pilspets funnen vid Vuoskajärvi. 0492/40 Ang. stenformation vid Vaikkojärvi, Vaikkolombolo. Ang. fynd av skida 1943. 0014/47 Ang. mynt från Övre Soppero. 0267/47 Ang. fynd av stenåldersverktyg i Vittangi. Inv. nr. 5014 (med 0300/47). 0167/48 Ang. fynd av spikar m.m. från Svappavaara. 0125/48 Ang. bidrag till undersökning. Ang. sten från Pjeskenjarka 1948. 0231/48 Ang. stort fångstgropsystem (med 0034/54). 0234/48 Ang. skelettdelar på Jeprinsuolo, Torneträsk. 0101/51 Ang. kvarnstenar i Kurravaara. 0033/53 Ang. fynd av sten, troligen i Kuoksu. Pm om ev. fornlämning nedanför Tuollavaara. 0202/60 Ang. Jukkasjärviundersökningen. 0115/54 Ang. förmodad plats för Jukkasjärvi gamla kyrka och undersökning av skelettdelar (med 0136/54). 0089/54 Ang. fynd av människoben från Altavaara, ev. gamla begravningsplatsen i Jukkasjärvi (med 0105/54). Uppteckning om avrättad same vid Altavaara 1841, 1943. Pm om undersökning av kåtatomt vid Bergfors, 1956. -

Tests for Heavier Transports on the Ore Railway
PRESS RELEASE Attachement: Date: 1 (2) 19/04/2021 Contact person: Anders Lindberg, Group Media Relations Manager Phone: +46 72 717 8355 E-Mail: [email protected] Tests for heavier transports on the Ore Railway Trafikverket (the Swedish Transport Administration), together with LKAB and Bane Nor, is conducting tests on the Swedish and Norwegian sections of the Ore Railway to enable heavier transports in future. Therefore, the axle load for ore cars is being increased from 30 tonnes to 31 tonnes. “The purpose of the tests is to determine which stretches of the railway must be upgraded to enable an increase in the payload weight of cars operating on the line and thereby create a more efficient and environmentally friendly transport system. Quite simply, through testing, we want to determine how higher axle load affects wear on rails and switches. Testing is beginning now and we will assess the results on an ongoing basis,” says Staffan Ökvist, maintenance manager for Trafikverket's northern region. Testing will be carried out on both the Swedish and Norwegian stretches of the railway that runs between Kiruna and Narvik (Malmbanan and Ofotbanan). For some time, testing has also been under way on the southern section of the line, between Malmberget and Luleå. In business and industry there is a great demand for increased capacity on the Ore Railway. By upgrading the railway, more freight can be hauled without increasing the number of trains operating on the line. The tests are part of a forward-thinking strategy, the ambition of which is to be able in future to operate trains with an axle load of 32.5 tonnes along the entire Ore Railway. -
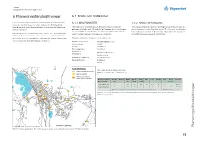
2005-12 Fram-Baksida Kiruna VV FS.Indd
Förstudie Kirunaprojektet, Allmänna vägar i Kiruna 6 Planeringsförutsättningar 6.1 Trafi k och trafi kanter I detta avsnitt redovisas befi ntliga förutsättningar som främst har 6.1.1 MÅLPUNKTER 6.1.2 ARBETSPENDLING betydelse för planeringen av vägar på kort sikt. På lång sikt är förändringen av dessa förutsättningar av betydelse för långsiktigt Huvuddelen av de offentliga och kommersiella serviceinrätt- Trots långa avstånd förekommer arbetspendling mellan Kiruna och hållbara lösningar. ningarna är lokaliserade till stadsdelen Centrum. Av det totala anta- övriga kommuner inom Norrbottens län. De viktigaste pendlingsor- let arbetstillfällen inom Kiruna stad fi nns cirka 80% inom stadsde- terna redovisas i tabell 6.1. Det är cirka 70 personer fl er som pend- Konsekvenser och effekter redovisas i avsnitt 12. I förekommande larna Centrum, Bolaget, Järnvägen och Industrin. lar till Kiruna än som pendlar från Kiruna. fall har studerade korridorer som redovisas i avsnitt 11. Tänkbara åtgärder lagts in med konturlinjer på kartor för att underlätta förstå- Följande målpunkter bedöms vara av störst vikt: elsen av konsekvensbeskrivningar i avsnitt 12. Mål för turistresor: Mål för tjänsteresor: Stadscentrum LKAB Kyrkan Stadshuset Campingplatsen Sjukhuset Jukkasjärvi Mål för arbetsresor: Flygplatsen Stadscentrum Mål för besöksresor: Industriområden Bostadsområden Sjukhuset Skolor För redovisning av skolor som mål- punkter se avsnitt 6.1.7 Barriäreffek- ter. Loussajärvi Arbetspendling Arvids- Boden Gälli- Hapa- Jokk- Kalix Luleå Pajala Piteå Över- Summa Kiruna 2003 jaur vare randa mokk torneå Utpendling till: 34 24 85 2 12 21 140 26 9 1 Ut: 355 Inpendling från: 2 13 210 8 9 7 62 86 10 11 In: 428 9832 pers har Kiruna som både bostads- och arbetsställekommun Pendlingsnetto: 73 Tabell 6.1.