Multi-Level Analysis and Optimization for Resource-Efficient High Temperature Gas Phase Processes
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

40 CFR Ch. I (7–1–11 Edition) § 63.1103
§ 63.1103 40 CFR Ch. I (7–1–11 Edition) (b) [Reserved]. TABLE 1 TO § 63.1102—SOURCE CATEGORY PROPOSAL AND EFFECTIVE DATES Source category Proposal date Effective date (a) Acetal Resins Production ................................ October 14, 1998 .................................................. June 29, 1999. (b) Acrylic and Modacrylic Fibers Production ....... October 14, 1998 .................................................. June 29, 1999. (c) Hydrogen Fluoride Production ......................... October 14, 1998 .................................................. June 29, 1999. (d) Polycarbonate Production ................................ October 14, 1998 .................................................. June 29, 1999. (e) Ethylene Production ......................................... December 6, 2000 ................................................ July 12, 2002. (f) Carbon Black Production .................................. December 6, 2000 ................................................ July 12, 2002. (g) Cyanide Chemicals Manufacturing .................. December 6, 2000 ................................................ July 12, 2002. (h) Spandex Production ........................................ December 6, 2000 ................................................ July 12, 2002. [67 FR 46280, July 12, 2002] § 63.1103 Source category-specific ap- aldehyde resins. Acetal resins are gen- plicability, definitions, and require- erally produced by polymerizing form- ments. aldehyde (HCHO) with the methylene (a) Acetal resins production -

Impact of Technological Development, Market and Environmental Regulations on the Past and Future Performance of Chemical Processes
Research Collection Doctoral Thesis Impact of technological development, market and environmental regulations on the past and future performance of chemical processes Author(s): Mendivil, Ramon Publication Date: 2003 Permanent Link: https://doi.org/10.3929/ethz-a-004598977 Rights / License: In Copyright - Non-Commercial Use Permitted This page was generated automatically upon download from the ETH Zurich Research Collection. For more information please consult the Terms of use. ETH Library Impact of technological development, market and environmental regulations on the past and future performance of chemical processes A dissertation submitted to the SWISS FEDERAL INSTITUTE OF TEHCNOLOGY ZURICH For the degree of Doctor of Technical Sciences Presented by RAMON MENDIVIL Chem. Eng. IQS Ind. Eng. Univ. Ramon Llull MBA, Univ. Ramon Llull Born November 11th, 1972 Prof. Dr. K. Hungerbiihler, Examiner Prof. Dr. G. J. McRae, co-examiner Dr. U. Fischer, co-examiner Zurich 2003 Diss. ETH No. 15159 ACKNOWLEDGEMENTS I would like to express my sincere gratitude to Prof. Konrad Hungerbiihler for giving me the opportunity to conduct doctoral studies under his supervision. It has been a great pleasure to work and develop as a person under his supervision. I must also thank Prof. Gregory J. McRae because without his support I would have not started an international carrier. I would also like to thank him for letting me participate in nearly one year of great experiences at MIT and introducing me to Prof. Hungerbiihler. I thank Dr. Ulrich Fischer for the time he spent helping me, not only with the writing of my thesis but solving many bureaucratical issues as well. -
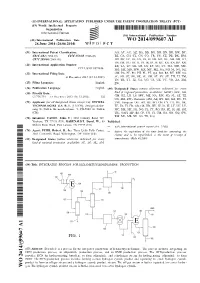
WO 2014/099607 Al 26 June 2014 (26.06.2014) W P O P C T
(12) INTERNATIONAL APPLICATION PUBLISHED UNDER THE PATENT COOPERATION TREATY (PCT) (19) World Intellectual Property Organization International Bureau (10) International Publication Number (43) International Publication Date WO 2014/099607 Al 26 June 2014 (26.06.2014) W P O P C T (51) International Patent Classification: AO, AT, AU, AZ, BA, BB, BG, BH, BN, BR, BW, BY, C01C 3/02 (2006.01) C07C 253/10 (2006.01) BZ, CA, CH, CL, CN, CO, CR, CU, CZ, DE, DK, DM, C07C 209/48 (2006.01) DO, DZ, EC, EE, EG, ES, FI, GB, GD, GE, GH, GM, GT, HN, HR, HU, ID, IL, IN, IR, IS, JP, KE, KG, KN, KP, KR, (21) International Application Number: KZ, LA, LC, LK, LR, LS, LT, LU, LY, MA, MD, ME, PCT/US2013/074656 MG, MK, MN, MW, MX, MY, MZ, NA, NG, NI, NO, NZ, (22) International Filing Date: OM, PA, PE, PG, PH, PL, PT, QA, RO, RS, RU, RW, SA, 12 December 2013 (12. 12.2013) SC, SD, SE, SG, SK, SL, SM, ST, SV, SY, TH, TJ, TM, TN, TR, TT, TZ, UA, UG, US, UZ, VC, VN, ZA, ZM, (25) Filing Language: English ZW. (26) Publication Language: English (84) Designated States (unless otherwise indicated, for every (30) Priority Data: kind of regional protection available): ARIPO (BW, GH, 61/738,734 18 December 2012 (18. 12.2012) US GM, KE, LR, LS, MW, MZ, NA, RW, SD, SL, SZ, TZ, UG, ZM, ZW), Eurasian (AM, AZ, BY, KG, KZ, RU, TJ, (71) Applicant (for all designated States except US): INVISTA TM), European (AL, AT, BE, BG, CH, CY, CZ, DE, DK, TECHNOLOGIES S.A. -

Environmental Protection Agency
Friday, July 12, 2002 Part II Environmental Protection Agency 40 CFR Part 63 National Emission Standards for Hazardous Air Pollutants: Generic Maximum Achievable Control Technology; Final Rules and Proposed Rule VerDate Jun<27>2002 16:07 Jul 11, 2002 Jkt 197001 PO 00000 Frm 00001 Fmt 4717 Sfmt 4717 E:\FR\FM\12JYR2.SGM pfrm17 PsN: 12JYR2 46258 Federal Register / Vol. 67, No. 134 / Friday, July 12, 2002 / Rules and Regulations ENVIRONMENTAL PROTECTION under one subpart, thus promoting standards with this action include: AGENCY regulatory consistency in NESHAP Cyanide Chemicals Manufacturing development. The EPA has identified (Docket No. A–2000–14), Carbon Black 40 CFR Part 63 these four source categories as major Production (Docket No. A–98–10), sources of hazardous air pollutants [FRL–7215–7] Ethylene Production (Docket No. A–98– (HAP), including cyanide compounds, 22), and Spandex Production (Docket RIN 2060–AH68 acrylonitrile, acetonitrile, carbonyl No. A–98–25). These dockets include sulfide, carbon disulfide, benzene, 1,3 source-category-specific supporting National Emission Standards for butadiene, toluene, and 2,4 toluene information. All dockets are located at Hazardous Air Pollutants: Generic diisocyanate (TDI). Benzene is a known the U.S. EPA, Air and Radiation Docket Maximum Achievable Control human carcinogen, and 1,3 butadiene is and Information Center, Waterside Mall, Technology considered to be a probable human Room M–1500, Ground Floor, 401 M carcinogen. The other pollutants can AGENCY: Environmental Protection Street SW, Washington, DC 20460, and cause noncancer health effects in Agency (EPA). may be inspected from 8:30 a.m. to 5:30 humans. -
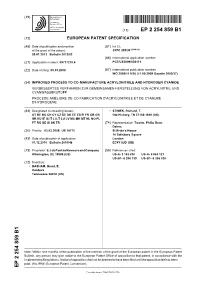
Improved Process to Co-Manufacture Acrylonitrile and Hydrogen Cyanide
(19) TZZ 4859B_T (11) EP 2 254 859 B1 (12) EUROPEAN PATENT SPECIFICATION (45) Date of publication and mention (51) Int Cl.: of the grant of the patent: C07C 253/34 (2006.01) 09.01.2013 Bulletin 2013/02 (86) International application number: (21) Application number: 09717270.4 PCT/US2009/036111 (22) Date of filing: 05.03.2009 (87) International publication number: WO 2009/111605 (11.09.2009 Gazette 2009/37) (54) IMPROVED PROCESS TO CO-MANUFACTURE ACRYLONITRILE AND HYDROGEN CYANIDE VERBESSERTES VERFAHREN ZUR GEMEINSAMEN HERSTELLUNG VON ACRYLNITRIL UND CYANWASSERSTOFF PROCEDE AMELIORE DE CO-FABRICATION D’ACRYLONITRILE ET DE CYANURE D’HYDROGENE (84) Designated Contracting States: • STIMEK, Richard, T. AT BE BG CH CY CZ DE DK EE ES FI FR GB GR Old Hickory, TN 37138-1016 (US) HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR (74) Representative: Towler, Philip Dean Dehns (30) Priority: 05.03.2008 US 74775 St Bride’s House 10 Salisbury Square (43) Date of publication of application: London 01.12.2010 Bulletin 2010/48 EC4Y 8JD (GB) (73) Proprietor: E. I. du Pont de Nemours and Company (56) References cited: Wilmington, DE 19898 (US) US-A- 3 185 636 US-A- 6 084 121 US-B1- 6 296 739 US-B1- 6 355 828 (72) Inventors: • BASHAM, Brent, E. Cordova Tennessee 38016 (US) Note: Within nine months of the publication of the mention of the grant of the European patent in the European Patent Bulletin, any person may give notice to the European Patent Office of opposition to that patent, in accordance with the Implementing Regulations. -

Proposed Regulation Edits for Carbon Black Production
MEMORANDUM DATE: December 7, 2020 SUBJECT: Proposed Regulation Edits for 40 CFR Part 63, Subparts YY FROM: Korbin Smith, Environmental Protection Agency TO: Docket No. EPA-HQ-OAR-2020-0505 This memorandum provides the proposed regulation edits associated with a proposed action titled, “National Emission Standards for Hazardous Air Pollutants: Carbon Black Production Residual Risk and Technology Review”. Attachment 1 to this memorandum presents the specific amendatory language proposed to revise the above-referenced subpart of the Code of Federal Regulations (CFR). Attachment 2 to this memorandum, for the convenience of interested parties, presents the subject subpart of the CFR (as of December 1, 2020) including proposed regulation edits shown in redline/strikeout format. LS/ Attachment 1: Proposed amendatory language. Attachment 2: Regulatory text with proposed edits in redline/strikeout. 1 of 155 Attachment 1: Proposed amendatory language. 2 of 155 For the reasons set out in the preamble, 40 CFR part 63 is amended as follows: PART 63 – NATIONAL EMISSION STANDARDS FOR HAZARDOUS AIR POLLUTANTS FOR SOURCE CATEGORIES 1. The authority citation for part 63 continues to read as follows: Authority: 42 U.S.C. 7401 et seq. Subpart YY—National Emission Standards for Hazardous Air Pollutants for Source Categories: Generic Maximum Achievable Control Technology Standards 2. Section 63.1102 is amended by revising paragraph (a) introductory text and adding paragraph (e) to read as follows: §63.1102 Compliance schedule. (a) General requirements. Affected -
Inorganic Hydrogen Cyanide Listing Background Document for the Inorganic Chemical Listing Determination
INORGANIC HYDROGEN CYANIDE LISTING BACKGROUND DOCUMENT FOR THE INORGANIC CHEMICAL LISTING DETERMINATION August 2000 U.S. ENVIRONMENTAL PROTECTION AGENCY ARIEL RIOS BUILDING 1200 PENNSYLVANIA AVENUE, N.W. WASHINGTON, D.C. 20460 TABLE OF CONTENTS 1. SECTOR OVERVIEW ....................................................1 1.1 Sector Definition, Facility Names and Locations ............................1 1.2 Products, Product Usage and Markets ...................................2 1.3 Production Capacity .................................................4 1.4 Production, Product and Process Trends .................................4 2. DESCRIPTION OF MANUFACTURING PROCESS ...........................5 2.1 Andrussow Process .................................................5 2.2 Variations to the Andrussow Process ....................................6 3. WASTE GENERATION AND MANAGEMENT ...............................8 3.1. Summary of Waste Generation Processes .................................8 3.2.1 Commingled Wastewaters .....................................11 3.2.2 Ammonia Recycle Cartridge and Spent Carbon Filters ................24 3.2.3 Biological Wastewater Treatment Solids ...........................29 3.2.4 Feed Gas Cartridge and Spent Carbon Filters .......................32 3.1.5 Process Air Cartridge Filters ...................................34 3.1.6 Acid Spray Cartridge Filters ....................................35 3.1.7 Spent Catalyst ..............................................36 3.1.8 Ammonium Sulfate and Ammonium Phosphate ......................38 -

Hydrogen Cyanide - Wikipedia, the Free Encyclopedia
Hydrogen cyanide - Wikipedia, the free encyclopedia http://en.wikipedia.org/wiki/Hydrogen_cyanide Hydrogen cyanide From Wikipedia, the free encyclopedia Hydrogen cyanide (with the historical common Hydrogen cyanide name of Prussic acid) is a chemical compound with chemical formula HCN. Hydrogen cyanide is a colorless, extremely poisonous liquid that boils slightly above room temperature at 26 °C (79 °F). IUPAC name Hydrogen cyanide is a linear molecule, with a triple bond between carbon and nitrogen. A minor formonitrile tautomer of HCN is HNC, hydrogen isocyanide. Other names hydrogen cyanide; methanenitrile; hydrocyanic acid; Hydrogen cyanide is weakly acidic with a pK of prussic acid; Zyklon B a Identifiers 9.2. It partly ionizes in water solution to give the CAS number 74-90-8 – cyanide anion, CN . A solution of hydrogen PubChem 768 cyanide in water is called hydrocyanic acid. The EC number 200-821-6 salts of hydrogen cyanide are known as cyanides. UN number 1051 (anhydrous) 1613 (aqueous soln., <20%) HCN has a faint, bitter, burnt almond-like odor 1614 (adsorbed) RTECS number MW6825000 that some people are unable to detect due to a SMILES [2] genetic trait. The volatile compound has been C#N used as inhalation rodenticide and human poison. Properties Cyanide ions interfere with iron-containing Molecular formula HCN respiratory enzymes. Molar mass 27.0253 g/mol Appearance Colorless gas or pale blue HCN is produced on an industrial scale, and is a highly volatile liquid highly valuable precursor to many chemical Density 0.687 g/cm3, -

WO 2015/006548 Al 15 January 2015 (15.01.2015) P O P C T
(12) INTERNATIONAL APPLICATION PUBLISHED UNDER THE PATENT COOPERATION TREATY (PCT) (19) World Intellectual Property Organization International Bureau (10) International Publication Number (43) International Publication Date WO 2015/006548 Al 15 January 2015 (15.01.2015) P O P C T (51) International Patent Classification: AO, AT, AU, AZ, BA, BB, BG, BH, BN, BR, BW, BY, COlC l/12 (2006.01) C01C 3/04 (2006.01) BZ, CA, CH, CL, CN, CO, CR, CU, CZ, DE, DK, DM, C01C 3/02 (2006.01) F22B 1/18 (2006.01) DO, DZ, EC, EE, EG, ES, FI, GB, GD, GE, GH, GM, GT, HN, HR, HU, ID, IL, IN, IR, IS, JP, KE, KG, KN, KP, KR, (21) International Application Number: KZ, LA, LC, LK, LR, LS, LT, LU, LY, MA, MD, ME, PCT/US20 14/046 130 MG, MK, MN, MW, MX, MY, MZ, NA, NG, NI, NO, NZ, (22) International Filing Date: OM, PA, PE, PG, PH, PL, PT, QA, RO, RS, RU, RW, SA, 10 July 2014 (10.07.2014) SC, SD, SE, SG, SK, SL, SM, ST, SV, SY, TH, TJ, TM, TN, TR, TT, TZ, UA, UG, US, UZ, VC, VN, ZA, ZM, (25) Filing Language: English ZW. (26) Publication Language: English (84) Designated States (unless otherwise indicated, for every (30) Priority Data: kind of regional protection available): ARIPO (BW, GH, 61/845,617 12 July 2013 (12.07.2013) US GM, KE, LR, LS, MW, MZ, NA, RW, SD, SL, SZ, TZ, UG, ZM, ZW), Eurasian (AM, AZ, BY, KG, KZ, RU, TJ, (71) Applicant: INVISTA TECHNOLOGIES S.A R.L. -

Ullmann's Encyclopedia of Industrial Chemistry
Article No : a08_159 Article with Color Figures Cyano Compounds, Inorganic ERNST GAIL, Degussa AG, Dusseldorf,€ Germany STEPHEN GOS, CyPlus GmbH, Hanau, Germany RUPPRECHT KULZER, Degussa AG, Dusseldorf,€ Germany Ju€RGEN LORo€SCH, Degussa AG, Dusseldorf,€ Germany ANDREAS RUBO, CyPlus GmbH, Hanau-Wolfgang, Germany MANFRED SAUER, Degussa AG, Dusseldorf,€ Germany RAF KELLENS, DSM, Geleen, The Netherlands JAY REDDY, Sasol, Johannesburg, South Africa NORBERT STEIER, CyPlus GmbH, Wesseling, Germany WOLFGANG HASENPUSCH, Degussa AG, Frankfurt, Germany 1. Hydrogen Cyanide................. 673 2.3. Heavy-Metal Cyanides.............. 689 1.1. Properties ....................... 674 2.3.1. Iron Cyanides . .................. 689 1.2. Production ...................... 675 2.3.1.1. Properties . ...................... 689 1.2.1. Andrussow Process ................. 676 2.3.1.2. Production. ...................... 691 1.2.2. Methane – Ammonia (BMA) Process .... 677 2.3.1.3. Commercial Forms, Specifications, and 1.2.3. Shawinigan Process ................. 678 Packaging . ...................... 692 1.3. Storage and Transportation ......... 678 2.3.2. Cyanides of Copper, Zinc, and Cadmium . 693 1.4. Economic Aspects and Uses .......... 679 2.3.3. Cyanides of Mercury, Lead, Cobalt, and 2. Metal Cyanides ................... 679 Nickel........................... 695 2.1. Alkali Metal Cyanides .............. 680 2.3.4. Cyanides of Precious Metals . ......... 695 2.1.1. Properties . ...................... 680 2.4. Cyanide Analysis .................. 696 2.1.2. Production. ...................... 682 3. Detoxification of Cyanide-Containing 2.1.2.1. Classical Production Processes ......... 682 Wastes .......................... 697 2.1.2.2. Current Production Processes . ......... 683 3.1. Wastewater Treatment ............. 697 2.1.2.3. Energy Consumption . ............. 684 3.2. Solid Wastes ..................... 698 2.1.3. Packaging and Transport ............. 684 4. Cyanogen Halides ................. 698 2.1.4. -
Locating and Estimating Sources of Cyanide Compounds
Unitsd States Office of Air (lulity EPA-454/R-93-041 Envkonmsntal Protection Plsnnlng And Standard. AWWV Rawarch Trianals Park. NC 27711 September 1993 PRELIMINARY DATA SEARCH REPORT FOR LOCATING AND ESTIMATING AIR EMISSIONS FROM SOURCES OF CYANIDE COMPOUNDS EPA-452/R-93-041 September 1993 PRELIMINARY DATA SEARCH REPORT FOR LOCATING AND ESTIMATING AIR TOXIC EMISSIONS FROM SOURCES OF CYANIDE COMPOUNDS Prepared for: Anne Pope Office of Air Quality Planning and Standards Technical Support Division U. S. Environmental Protection Agency Research Triangle Park, N.C. 27711 Prepared by: Midwest Research Institute 401 Harrison Oaks Boulevard, Suite 350 Cary, North Carolina 27513 This report has been reviewed by the Office of Air Quality Planning and Standards, U.S. Environmental Protection Agency, and has been approved for publication. Mention of trade names or commercial products does not constitute endorsement or recommendation for use. EPA 454/R-93-041 TABLE OF CONTENTS Section Page 1 PURPOSE OF DOCUMENT ................. 1-1 2 OVERVIEW OF DOCUMENT CONTENTS ............ 2-1 3 BACKGROUND ..................... 3-1 3.1 NATURE OF THE POLLUTANT .............. 3-1 3.1.1 Hydrogen Cyanide ............... 3-1 3.1.2 Sodium Cyanide ................ 3-3 3.1.3 Potassium Cyanide ............... 3-3 3.1.4 Other Cyanide Compounds ............ 3-3 3.2 OVERVIEW OF PRODUCTION, USE, AND EMISSIONS OF CYANIDES ...................... 3-6 3.2.1 Production .................. 3-6 3.2.2 Uses ..................... 3-7 3.2.3 Emissions ................... 3-9 4 EMISSIONS FROM PRODUCTION OF MAJOR CYANIDE COMPOUNDS 4-1 4.1 HYDROGEN CYANIDE PRODUCTION ............ 4-1 4.1.1 Process Descriptions ............. 4-3 4.1.2 Emission Control Measures .......... -

Federal Register/Vol. 65, No. 235/Wednesday, December 6, 2000/Proposed Rules
76408 Federal Register / Vol. 65, No. 235 / Wednesday, December 6, 2000 / Proposed Rules ENVIRONMENTAL PROTECTION acrylonitrile, acetonitrile, carbonyl Public Hearing. If a public hearing is AGENCY sulfide, carbon disulfide, benzene, 1,3 held, it will be held at the EPA's Office butadiene, toluene, and 2,4 toluene of Administration Auditorium, Research 40 CFR Part 63 diisocyanate (TDI). Benzene is a known Triangle Park, North Carolina, beginning [FRL±6899±9] human carcinogen, and 1,3 butadiene is at 10:00 a.m. considered to be a probable human Docket. Docket No. A±97±17 contains RIN 2060±AH68 carcinogen. The other pollutants can supporting information used in cause noncancer health effects in National Emission Standards for developing the generic MACT humans. These proposed standards will Hazardous Air Pollutants: Generic standards. Dockets established for each implement section 112(d) of the Clean Maximum Achievable Control of the source categories proposed to be Air Act (CAA) by requiring all major Technology assimilated under the generic MACT sources to meet HAP emission standards standards with this proposal include: AGENCY: Environmental Protection reflecting the application of MACT. Cyanide Chemicals Manufacturing Agency (EPA). DATES: Comments. Submit comments on (Docket No. A±2000±14), Carbon Black ACTION: Proposed rule; amendments. or before February 5, 2001. Production (Docket No. A±98±10), Ethylene Production (Docket No. A±98± SUMMARY: This action proposes Public Hearing. If anyone contacts the 22), and Spandex Production (Docket amendments to the ``generic'' maximum EPA requesting to speak at a public No. A±98±25). These dockets include achievable control technology (MACT) hearing by December 26, 2000, a public source category-specific supporting standards to add national emission hearing will be held on January 5, 2001.