Locating and Estimating Sources of Cyanide Compounds
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Mechanistic Insights Into the Hydrocyanation Reaction
Mechanistic insights into the hydrocyanation reaction Citation for published version (APA): Bini, L. (2009). Mechanistic insights into the hydrocyanation reaction. Technische Universiteit Eindhoven. https://doi.org/10.6100/IR644067 DOI: 10.6100/IR644067 Document status and date: Published: 01/01/2009 Document Version: Publisher’s PDF, also known as Version of Record (includes final page, issue and volume numbers) Please check the document version of this publication: • A submitted manuscript is the version of the article upon submission and before peer-review. There can be important differences between the submitted version and the official published version of record. People interested in the research are advised to contact the author for the final version of the publication, or visit the DOI to the publisher's website. • The final author version and the galley proof are versions of the publication after peer review. • The final published version features the final layout of the paper including the volume, issue and page numbers. Link to publication General rights Copyright and moral rights for the publications made accessible in the public portal are retained by the authors and/or other copyright owners and it is a condition of accessing publications that users recognise and abide by the legal requirements associated with these rights. • Users may download and print one copy of any publication from the public portal for the purpose of private study or research. • You may not further distribute the material or use it for any profit-making activity or commercial gain • You may freely distribute the URL identifying the publication in the public portal. -

An Aged Reaction Revisited
TETRAHEDRON Pergamon Tetrahedron 56 (2000) 9705±9711 2-Alkyl-4,6-dialkylamino-1,3,5-triazines via Grignard Alkylation of Cyanuric Chloride: An Aged Reaction Revisited Rita Menicagli,* Simona Samaritani and Valeria Zucchelli Dipartimento di Chimica e Chimica Industriale and Centro di Studi del CNR per le Macromolecole Stereordinate ed Otticamente Attive, Via Risorgimento 35, 56126 Pisa, Italy Received 24 July 2000; revised 8 September 2000; accepted 28 September 2000 AbstractÐSuitable one-pot reaction conditions are suggested to prepare, in good overall yields, some 2-(alk-1 0-ynyl)- and 2-alkyl-4,6- dialkylamino-1,3,5-triazines via reaction of cyanuric chloride with Grignard reagents followed by amination. q 2000 Elsevier Science Ltd. All rights reserved. In our studies1 concerning the protection of paper against The reaction between a benzene (CAUTION) solution of 1 pathogenic fungi, we found that 2-(alk-1 0-ynyl)-4,6- and a THF solution of alk-1 0-ynylmagnesium halides has dimethoxy-1,3,5-triazines showed an appreciable biostatic been reported to afford 2-(alk-1 0-ynyl)-4,6-dichloro-1,3,5- activity.2 Taking into account that alkylamino derivatives of triazines in 50±60% yield.6a Since the puri®cation of these 1,3,5-triazine are generally better biostatic agents than intermediates might have caused an appreciable loss of the alkoxy derivatives,1 preparation of 2-(alk-1 0-ynyl)-4,6- product owing to the well known8 reactivity of the C±Cl dialkylamino-1,3,5-triazines was necessary in order to bonds and the treatment of the crude products with nucleo- compare their antifungal activities with those of 2-(alk-1 0- philes would have lead to complex mixtures of compounds, ynyl)-4,6-dimethoxy-1,3,5-triazines. -

Tutorial 2 FORMULAS, PERCENTAGE COMPOSITION
T-6 Tutorial 2 FORMULAS, PERCENTAGE COMPOSITION, AND THE MOLE FORMULAS: A chemical formula shows the elemental composition of a substance: the chemical symbols show what elements are present and the numerical subscripts show how many atoms of each element there are in a formula unit. Examples: NaCl: one sodium atom, one chlorine atom in a formula unit CaCl2: one calcium atom, two chlorine atoms in a formula unit Mg3N2: three magnesium atoms, two nitrogen atoms in a formula unit The presence of a metal in a chemical formula indicates an ionic compound, which is composed of positive ions (cations) and negative ions (anions). A formula with only nonmetals indicates a + molecular compound (unless it is an ammonium, NH4 , compound). Only ionic compounds are considered in this Tutorial. There are tables of common ions in your lecture text, p 56 (cations) and p 57 (anions). A combined table of these same ions can be found on the inside back cover of the lecture text. A similar list is on the next page; all formulas needed in this and subsequent Tutorial problems can be written with ions from this list. Writing formulas for ionic compounds is very straightforward: TOTAL POSITIVE CHARGES MUST BE THE SAME AS TOTAL NEGATIVE CHARGES. The formula must be neutral. The positive ion is written first in the formula and the name of the compound is the two ion names. EXAMPLE: Write the formula for potassium chloride. The name tells you there are potassium, K+, and chloride, Cl–, ions. Each potassium ion is +1 and each chloride ion is -1: one of each is needed, and the formula for potassium chloride is KCl. -

Acute Toxicity of Cyanide in Aerobic Respiration: Theoretical and Experimental Support for Murburn Explanation
BioMol Concepts 2020; 11: 32–56 Research Article Open Access Kelath Murali Manoj*, Surjith Ramasamy, Abhinav Parashar, Daniel Andrew Gideon, Vidhu Soman, Vivian David Jacob, Kannan Pakshirajan Acute toxicity of cyanide in aerobic respiration: Theoretical and experimental support for murburn explanation https://doi.org/10.1515/bmc-2020-0004 received January 14, 2020; accepted February 19, 2020. of diffusible radicals and proton-equilibriums, explaining analogous outcomes in mOxPhos chemistry. Further, we Abstract: The inefficiency of cyanide/HCN (CN) binding demonstrate that superoxide (diffusible reactive oxygen with heme proteins (under physiological regimes) is species, DROS) enables in vitro ATP synthesis from demonstrated with an assessment of thermodynamics, ADP+phosphate, and show that this reaction is inhibited kinetics, and inhibition constants. The acute onset of by CN. Therefore, practically instantaneous CN ion-radical toxicity and CN’s mg/Kg LD50 (μM lethal concentration) interactions with DROS in matrix catalytically disrupt suggests that the classical hemeFe binding-based mOxPhos, explaining the acute lethal effect of CN. inhibition rationale is untenable to account for the toxicity of CN. In vitro mechanistic probing of Keywords: cyanide-poisoning; murburn concept; CN-mediated inhibition of hemeFe reductionist systems aerobic respiration; ATP-synthesis; hemoglobin; was explored as a murburn model for mitochondrial cytochrome oxidase; mitochondria; diffusible reactive oxidative phosphorylation (mOxPhos). The effect of CN oxygen species (DROS). in haloperoxidase catalyzed chlorine moiety transfer to small organics was considered as an analogous probe for phosphate group transfer in mOxPhos. Similarly, Introduction inclusion of CN in peroxidase-catalase mediated one- electron oxidation of small organics was used to explore Since the discovery of the dye Prussian blue (ferric electron transfer outcomes in mOxPhos, leading to water ferrocyanide, Fe7[CN]18) and the volatile prussic acid formation. -

Transport of Dangerous Goods
ST/SG/AC.10/1/Rev.16 (Vol.I) Recommendations on the TRANSPORT OF DANGEROUS GOODS Model Regulations Volume I Sixteenth revised edition UNITED NATIONS New York and Geneva, 2009 NOTE The designations employed and the presentation of the material in this publication do not imply the expression of any opinion whatsoever on the part of the Secretariat of the United Nations concerning the legal status of any country, territory, city or area, or of its authorities, or concerning the delimitation of its frontiers or boundaries. ST/SG/AC.10/1/Rev.16 (Vol.I) Copyright © United Nations, 2009 All rights reserved. No part of this publication may, for sales purposes, be reproduced, stored in a retrieval system or transmitted in any form or by any means, electronic, electrostatic, magnetic tape, mechanical, photocopying or otherwise, without prior permission in writing from the United Nations. UNITED NATIONS Sales No. E.09.VIII.2 ISBN 978-92-1-139136-7 (complete set of two volumes) ISSN 1014-5753 Volumes I and II not to be sold separately FOREWORD The Recommendations on the Transport of Dangerous Goods are addressed to governments and to the international organizations concerned with safety in the transport of dangerous goods. The first version, prepared by the United Nations Economic and Social Council's Committee of Experts on the Transport of Dangerous Goods, was published in 1956 (ST/ECA/43-E/CN.2/170). In response to developments in technology and the changing needs of users, they have been regularly amended and updated at succeeding sessions of the Committee of Experts pursuant to Resolution 645 G (XXIII) of 26 April 1957 of the Economic and Social Council and subsequent resolutions. -

(12) Patent Application Publication (10) Pub. No.: US 2011/0027386 A1 Kurihara Et Al
US 20110027386A1 (19) United States (12) Patent Application Publication (10) Pub. No.: US 2011/0027386 A1 Kurihara et al. (43) Pub. Date: Feb. 3, 2011 (54) ANTMICROBAL. ZEOLITE AND (30) Foreign Application Priority Data ANTMICROBAL COMPOSITION Feb. 22, 2006 (JP) ................................. 2006-045241 (75) Inventors: Yasuo Kurihara, Nagoya-shi (JP); Kumiko Miyake, Nagoya-shi (JP); Publication Classification Masashi Uchida, Nagoya-shi (JP) (51) Int. Cl. Correspondence Address: AOIN 59/6 (2006.01) NIXON & VANDERHYE, PC COB 39/02 (2006.01) 901 NORTH GLEBE ROAD, 11TH FLOOR AOIP I/00 (2006.01) ARLINGTON, VA 22203 (US) (52) U.S. Cl. .......................... 424/618; 423/701; 423/700 (73) Assignee: Sinanen Zeomic Co., Ltd., (57) ABSTRACT Nagoya-Shi (JP) The present invention relates to antimicrobial zeolite which comprises zeolite whereina hardly soluble zinc salt is formed (21) Appl. No.: 12/923,854 within fine pores present therein and an antimicrobial com position which comprises the foregoing antimicrobial Zeolite (22) Filed: Oct. 12, 2010 in an amount ranging from 0.05 to 80% by mass. The antimi crobial Zeolite according to the present invention can widely Related U.S. Application Data be applied, without causing any color change, even to the (63) Continuation of application No. 1 1/705,460, filed on goods which undergo color changes with the elapse of time Feb. 13, 2007. when the conventional antimicrobial zeolite is added. US 2011/002738.6 A1 Feb. 3, 2011 ANTMICROBAL. ZEOLITE AND 3. An antimicrobial composition comprising the foregoing ANTMICROBAL COMPOSITION antimicrobial zeolite as set forth in the foregoing item 1 or 2 in an amount ranging from 0.05 to 80% by mass. -

40 CFR Ch. I (7–1–11 Edition) § 63.1103
§ 63.1103 40 CFR Ch. I (7–1–11 Edition) (b) [Reserved]. TABLE 1 TO § 63.1102—SOURCE CATEGORY PROPOSAL AND EFFECTIVE DATES Source category Proposal date Effective date (a) Acetal Resins Production ................................ October 14, 1998 .................................................. June 29, 1999. (b) Acrylic and Modacrylic Fibers Production ....... October 14, 1998 .................................................. June 29, 1999. (c) Hydrogen Fluoride Production ......................... October 14, 1998 .................................................. June 29, 1999. (d) Polycarbonate Production ................................ October 14, 1998 .................................................. June 29, 1999. (e) Ethylene Production ......................................... December 6, 2000 ................................................ July 12, 2002. (f) Carbon Black Production .................................. December 6, 2000 ................................................ July 12, 2002. (g) Cyanide Chemicals Manufacturing .................. December 6, 2000 ................................................ July 12, 2002. (h) Spandex Production ........................................ December 6, 2000 ................................................ July 12, 2002. [67 FR 46280, July 12, 2002] § 63.1103 Source category-specific ap- aldehyde resins. Acetal resins are gen- plicability, definitions, and require- erally produced by polymerizing form- ments. aldehyde (HCHO) with the methylene (a) Acetal resins production -

Hazardous Chemicals in Secondhand Marijuana Smoke
Hazardous Chemicals in Secondhand Marijuana Smoke “The following 33 marijuana smoke constituents included in Table 1 are listed under 33 Chemicals Proposition 65 as causing cancer: acetaldehyde, acetamide, acrylonitrile, 4- aminobiphenyl, arsenic, benz[a]anthracene, benzene, benzo[a]pyrene, That Can benzo[b]fluoranthene, benzo[j]fluoranthene, benzo[k]fluoranthene, benzofuran, 1,3- butadiene, cadmium, carbazole, catechol, chromium (hexavalent compounds), Cancer chrysene, dibenz[a,h]anthracene, dibenz[a,i]pyrene, dibenzo[a,e]pyrene, “Many of the chemical diethylnitrosamine, dimethylnitrosamine, formaldehyde, indeno[1,2,3,-c,d]pyrene, constituents that have been isoprene, lead, mercury, 5-methylchrysene, naphthalene, nickel, pyridine, and identified in marijuana smoke quinoline.” are carcinogens.” 2009 OEHHA document, Evidence on the Carcinogenicity of Marijuana Smoke Hydrogen Cyanide interferes with the normal use of oxygen by nearly every organ of Hydrogen the body. Exposure to hydrogen cyanide (AC) can be rapidly fatal. It has whole-body (systemic) effects, particularly affecting those organ systems most sensitive to low Cyanide oxygen levels: the central nervous system (brain), the cardiovascular system (heart Is the same chemical used for and blood vessels), and the pulmonary system (lungs). Hydrogen cyanide (AC) is a chemical weapons. chemical warfare agent (military designation, AC). Ammonia gas is a severe respiratory tract irritant. Can cause severe irritation of the Ammonia nose and throat. Can cause life-threatening accumulation of fluid in the lungs Household cleaner used on (pulmonary edema). Symptoms may include coughing, shortness of breath, difficult floors and toilets. There is 3 breathing and tightness in the chest. Symptoms may develop hours after exposure times more in secondhand and are made worse by physical effort. -

Impact of Technological Development, Market and Environmental Regulations on the Past and Future Performance of Chemical Processes
Research Collection Doctoral Thesis Impact of technological development, market and environmental regulations on the past and future performance of chemical processes Author(s): Mendivil, Ramon Publication Date: 2003 Permanent Link: https://doi.org/10.3929/ethz-a-004598977 Rights / License: In Copyright - Non-Commercial Use Permitted This page was generated automatically upon download from the ETH Zurich Research Collection. For more information please consult the Terms of use. ETH Library Impact of technological development, market and environmental regulations on the past and future performance of chemical processes A dissertation submitted to the SWISS FEDERAL INSTITUTE OF TEHCNOLOGY ZURICH For the degree of Doctor of Technical Sciences Presented by RAMON MENDIVIL Chem. Eng. IQS Ind. Eng. Univ. Ramon Llull MBA, Univ. Ramon Llull Born November 11th, 1972 Prof. Dr. K. Hungerbiihler, Examiner Prof. Dr. G. J. McRae, co-examiner Dr. U. Fischer, co-examiner Zurich 2003 Diss. ETH No. 15159 ACKNOWLEDGEMENTS I would like to express my sincere gratitude to Prof. Konrad Hungerbiihler for giving me the opportunity to conduct doctoral studies under his supervision. It has been a great pleasure to work and develop as a person under his supervision. I must also thank Prof. Gregory J. McRae because without his support I would have not started an international carrier. I would also like to thank him for letting me participate in nearly one year of great experiences at MIT and introducing me to Prof. Hungerbiihler. I thank Dr. Ulrich Fischer for the time he spent helping me, not only with the writing of my thesis but solving many bureaucratical issues as well. -
Assessment of Portable HAZMAT Sensors for First Responders
The author(s) shown below used Federal funds provided by the U.S. Department of Justice and prepared the following final report: Document Title: Assessment of Portable HAZMAT Sensors for First Responders Author(s): Chad Huffman, Ph.D., Lars Ericson, Ph.D. Document No.: 246708 Date Received: May 2014 Award Number: 2010-IJ-CX-K024 This report has not been published by the U.S. Department of Justice. To provide better customer service, NCJRS has made this Federally- funded grant report available electronically. Opinions or points of view expressed are those of the author(s) and do not necessarily reflect the official position or policies of the U.S. Department of Justice. Assessment of Portable HAZMAT Sensors for First Responders DOJ Office of Justice Programs National Institute of Justice Sensor, Surveillance, and Biometric Technologies (SSBT) Center of Excellence (CoE) March 1, 2012 Submitted by ManTech Advanced Systems International 1000 Technology Drive, Suite 3310 Fairmont, West Virginia 26554 Telephone: (304) 368-4120 Fax: (304) 366-8096 Dr. Chad Huffman, Senior Scientist Dr. Lars Ericson, Director UNCLASSIFIED This project was supported by Award No. 2010-IJ-CX-K024, awarded by the National Institute of Justice, Office of Justice Programs, U.S. Department of Justice. The opinions, findings, and conclusions or recommendations expressed in this publication are those of the author(s) and do not necessarily reflect those of the Department of Justice. This document is a research report submitted to the U.S. Department of Justice. This report has not been published by the Department. Opinions or points of view expressed are those of the author(s) and do not necessarily reflect the official position or policies of the U.S. -
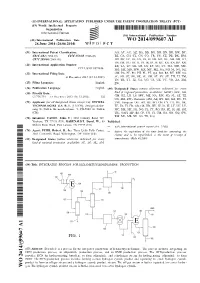
WO 2014/099607 Al 26 June 2014 (26.06.2014) W P O P C T
(12) INTERNATIONAL APPLICATION PUBLISHED UNDER THE PATENT COOPERATION TREATY (PCT) (19) World Intellectual Property Organization International Bureau (10) International Publication Number (43) International Publication Date WO 2014/099607 Al 26 June 2014 (26.06.2014) W P O P C T (51) International Patent Classification: AO, AT, AU, AZ, BA, BB, BG, BH, BN, BR, BW, BY, C01C 3/02 (2006.01) C07C 253/10 (2006.01) BZ, CA, CH, CL, CN, CO, CR, CU, CZ, DE, DK, DM, C07C 209/48 (2006.01) DO, DZ, EC, EE, EG, ES, FI, GB, GD, GE, GH, GM, GT, HN, HR, HU, ID, IL, IN, IR, IS, JP, KE, KG, KN, KP, KR, (21) International Application Number: KZ, LA, LC, LK, LR, LS, LT, LU, LY, MA, MD, ME, PCT/US2013/074656 MG, MK, MN, MW, MX, MY, MZ, NA, NG, NI, NO, NZ, (22) International Filing Date: OM, PA, PE, PG, PH, PL, PT, QA, RO, RS, RU, RW, SA, 12 December 2013 (12. 12.2013) SC, SD, SE, SG, SK, SL, SM, ST, SV, SY, TH, TJ, TM, TN, TR, TT, TZ, UA, UG, US, UZ, VC, VN, ZA, ZM, (25) Filing Language: English ZW. (26) Publication Language: English (84) Designated States (unless otherwise indicated, for every (30) Priority Data: kind of regional protection available): ARIPO (BW, GH, 61/738,734 18 December 2012 (18. 12.2012) US GM, KE, LR, LS, MW, MZ, NA, RW, SD, SL, SZ, TZ, UG, ZM, ZW), Eurasian (AM, AZ, BY, KG, KZ, RU, TJ, (71) Applicant (for all designated States except US): INVISTA TM), European (AL, AT, BE, BG, CH, CY, CZ, DE, DK, TECHNOLOGIES S.A. -

Solubility and Solution-Phase Chemistry of Isocyanic Acid, Methyl Isocyanate, 2 and Cyanogen Halides 3 4 5 6 James M
Atmos. Chem. Phys. Discuss., https://doi.org/10.5194/acp-2018-1160 Manuscript under review for journal Atmos. Chem. Phys. Discussion started: 9 November 2018 c Author(s) 2018. CC BY 4.0 License. 1 Solubility and Solution-phase Chemistry of Isocyanic Acid, Methyl Isocyanate, 2 and Cyanogen Halides 3 4 5 6 James M. Roberts1, and Yong Liu2 7 8 1. NOAA/ESRL Chemical Sciences Division, Boulder, Colorado, 80305 9 2. Department of Chemistry, University of Colorado, Denver, Denver, Colorado, 80217 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 Atmos. Chem. Phys. Discuss., https://doi.org/10.5194/acp-2018-1160 Manuscript under review for journal Atmos. Chem. Phys. Discussion started: 9 November 2018 c Author(s) 2018. CC BY 4.0 License. 52 Abstract 53 54 Condensed phase uptake and reaction are important atmospheric removal processes for reduced nitrogen 55 species, isocyanic acid (HNCO), methyl isocyanate (CH3NCO) and cyanogen halides (XCN, X =Cl, Br, I), yet many 56 of the fundamental quantities that govern this chemistry have not been measured or are understudied. Solubilities 57 and first-order reaction rates of these species were measured for a variety of solutions using a bubble flow reactor 58 method with total reactive nitrogen (Nr) detection. The aqueous solubility of HNCO was measured as a function of 59 pH, and exhibited the classic behavior of a weak acid, with an intrinsic Henry’s law solubility of 20 (±2) M/atm, and -4 60 a Ka of 2.0 (±0.28) ×10 M (which corresponds to pKa = 3.7 ±0.06) at 298K.