G.I. Journal - 47 1 30/10/2012
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Government of India Ministry of Housing & Urban Affairs
GOVERNMENT OF INDIA MINISTRY OF HOUSING & URBAN AFFAIRS LOK SABHA UNSTARRED QUESTION No. 2503 TO BE ANSWERED ON JANUARY 2, 2018 URBAN INFRASTRUCTURE PROJECTS No. 2503. SHRI R. GOPALAKRISHNAN: Will the Minister of HOUSING & URBAN AFFAIRS be pleased to state: (a) whether the Government has granted approval and released funds for implementing a number of urban infrastructure projects of Tamil Nadu; (b) if so, the details thereof along with the funds allocated/released for the said purpose during the last three years and the current year, city-wise including Madurai city in Tamil Nadu; and (c) the present status of those projects and the steps taken/being taken for expediting these projects? ANSWER THE MINISTER OF STATE (INDEPENDENT CHARGE) IN THE MINISTRY OF HOUSING & URBAN AFFAIRS (SHRI HARDEEP SINGH PURI) (a) to (c) Yes Madam. The Ministry of Housing & Urban Affairs has approved and released funds for implementing urban infrastructure projects in Tamil Nadu under its various schemes, viz., Atal Mission for Rejuvenation and Urban Transformation (AMRUT), Smart Cities Mission (SCM), Page 1 of 2 Heritage City Development and Augmentation Yojana (HRIDAY), Swacchh Bharat Mission – Urban [SBM (U)], Urban Infrastructure Development in Satellite Towns around Seven Mega Cities (UIDSST), Urban Transport (UT), Pradhan Mantri Awas Yojana-Urban [PMAY (U)] and Jawaharlal Nehru National Urban Renewal Mission (JnNURM). Under AMRUT, the Ministry of Housing & Urban Affairs does not approve projects for individual cities but accords approval to the State Annual Action Plans (SAAPs) only. Selection, approval and implementation of individual projects is done by State Government. Further, the Ministry of Housing & Urban Affairs does not release central share of funds city-wise, but funds are released State-wise. -

Biodiversity Impact Assessment Report for Thiru T.Mathimaran, Tirunelveli District,Tamil Nadu
Biodiversity Impact Assessment Report For Thiru T.Mathimaran, Tirunelveli District,Tamil Nadu Biodiversity Impact Assessment Report 1. NOISE AND VIBRATION 1.1 NOISE With the starting of mining operations, deployment of machinery, drilling and blasting during mine development, excavation and transportation of materials, it is imperative that noise levels shall increase. In order to assess the impact baseline ambient noise level with respect to eco-sensitive zone, noise monitoring has been carried out at three different points using Sound level meter. Measured noise values are given in the Table 1.1 Table 1.1 Noise Monitoring Sl.No Sampling Location Noise Value Average Noise Limits as per TNPCB dB (A) Value dB (A) dB (A) ( Day Time) 1 Quarry Entrance Area 60.2 60.8 61.55 61.7 63.5 2 Pocalin Operator Area 68.2 68.1 68.05 67.9 68.0 75 3 Driling Area 66.3 66.5 65.93 65.0 65.9 4 Compressor Area 79.1 80.1 80.40 80.9 81.5 AADHI BOOMI MINING AND ENVIRO TECH (P) LTD. Salem, Tamil Nadu (Formerly known as SURIYA MINING SERVICES) QCI/NABET Accredited Consultant Organization Biodiversity Impact Assessment Report For Thiru T.Mathimaran, Tirunelveli District,Tamil Nadu Figure 1.1 Noise Monitoring 1.2 OBSERVATION Average noise value is found to be 68.98 dB (A) which satisfies TNPCB Standards. The data thus obtained is considered for preparing this report. 1.3 VIBRATION Ground vibration, fly rock, air blast, noise, dust and fumes are the deleterious effects of blasting on environment. -
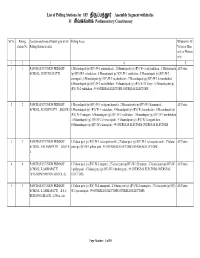
List of Polling Stations for 185 தி ப்பத் ர் Assembly Segment Within the 31 சிவகங்ைக
List of Polling Stations for 185 திப்பத்ர் Assembly Segment within the 31 சிவகங்ைக Parliamentary Constituency Sl.No Polling Location and name of building in which Polling Areas Whether for All station No. Polling Station located Voters or Men only or Women only 12 3 4 5 1 1 PANCHAYAT UNION PRIMARY 1.Musundapatti (p) (RV) W-1 musundapatti , 2.Musundapatti (p) (RV) W-1 sadayankalam , 3.Musundapatti All Voters SCHOOL, MUSUNDAPATTI (p) (RV) W-1 velankalam , 4.Musundapatti (p) (RV) W-1 vadakalam , 5.Musundapatti (p) (RV) W-2 ammapatti , 6.Musundapatti (p) (RV) W-2 natchankalam , 7.Musundapatti (p) (RV) W-2 thirumalaikudi , 8.Musundapatti (p) (RV) W-2 vadivelkalam , 9.Musundapatti (p) (RV) W-2 Colany , 10.Musundapatti (p) (RV) W-2 vadakalam , 99.OVERSEAS ELECTORS OVERSEAS ELECTORS 2 2 PANCHAYAT UNION PRIMARY 1.Musundapatti (p) (RV) W-3 vaduganathanpatti , 2.Musundapatti (p) (RV) W-3 karumipatti , All Voters SCHOOL,, KANAPPATTI ,BLOCK-3 3.Musundapatti (p) (RV) W-3 vadakalam , 4.Musundapatti (p) (RV) W-3 uranikalam , 5.Musundapatti (p) (RV) W-3 kanapatti , 6.Musundapatti (p) (RV) W-3 vadakalam , 7.Musundapatti (p) (RV) W-3 merkukalam , 8.Musundapatti (p) (RV) W-2 chinnaranpatti , 9.Musundapatti (p) (RV) W-2 sangankalam , 10.Musundapatti (p) (RV) W-2 konarpatti , 99.OVERSEAS ELECTORS OVERSEAS ELECTORS 3 3 PANCHAYAT UNION PRIMARY 1.Valasai patti (p) (RV) W-1 valasaipatti north , 2.Valasai patti (p) (RV) W-1 valasaipatti south , 3.Valasai All Voters SCHOOL, VALASAIPATTI ,BLOCK- patti (p) (RV) W-1 pillam patti , 99.OVERSEAS ELECTORS OVERSEAS ELECTORS -
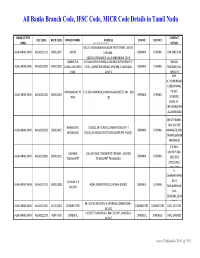
Banks Branch Code, IFSC Code, MICR Code Details in Tamil Nadu
All Banks Branch Code, IFSC Code, MICR Code Details in Tamil Nadu NAME OF THE CONTACT IFSC CODE MICR CODE BRANCH NAME ADDRESS CENTRE DISTRICT BANK www.Padasalai.Net DETAILS NO.19, PADMANABHA NAGAR FIRST STREET, ADYAR, ALLAHABAD BANK ALLA0211103 600010007 ADYAR CHENNAI - CHENNAI CHENNAI 044 24917036 600020,[email protected] AMBATTUR VIJAYALAKSHMIPURAM, 4A MURUGAPPA READY ST. BALRAJ, ALLAHABAD BANK ALLA0211909 600010012 VIJAYALAKSHMIPU EXTN., AMBATTUR VENKATAPURAM, TAMILNADU CHENNAI CHENNAI SHANKAR,044- RAM 600053 28546272 SHRI. N.CHANDRAMO ULEESWARAN, ANNANAGAR,CHE E-4, 3RD MAIN ROAD,ANNANAGAR (WEST),PIN - 600 PH NO : ALLAHABAD BANK ALLA0211042 600010004 CHENNAI CHENNAI NNAI 102 26263882, EMAIL ID : CHEANNA@CHE .ALLAHABADBA NK.CO.IN MR.ATHIRAMIL AKU K (CHIEF BANGALORE 1540/22,39 E-CROSS,22 MAIN ROAD,4TH T ALLAHABAD BANK ALLA0211819 560010005 CHENNAI CHENNAI MANAGER), MR. JAYANAGAR BLOCK,JAYANAGAR DIST-BANGLAORE,PIN- 560041 SWAINE(SENIOR MANAGER) C N RAVI, CHENNAI 144 GA ROAD,TONDIARPET CHENNAI - 600 081 MURTHY,044- ALLAHABAD BANK ALLA0211881 600010011 CHENNAI CHENNAI TONDIARPET TONDIARPET TAMILNADU 28522093 /28513081 / 28411083 S. SWAMINATHAN CHENNAI V P ,DR. K. ALLAHABAD BANK ALLA0211291 600010008 40/41,MOUNT ROAD,CHENNAI-600002 CHENNAI CHENNAI COLONY TAMINARASAN, 044- 28585641,2854 9262 98, MECRICAR ROAD, R.S.PURAM, COIMBATORE - ALLAHABAD BANK ALLA0210384 641010002 COIIMBATORE COIMBATORE COIMBOTORE 0422 2472333 641002 H1/H2 57 MAIN ROAD, RM COLONY , DINDIGUL- ALLAHABAD BANK ALLA0212319 NON MICR DINDIGUL DINDIGUL DINDIGUL -

Annexure-District Survey Report
TIRUNELVELI DISTRICT PROFILE Tirunelveli district is bounded by Virudhunagar district in the north, Thoothukudi district in the east, in the south by Gulf of Mannar and by Kerala State in the west and Kanniyakumari in the southwest. The District lies between 08º08'09’’N to 09º24'30’’N Latitude, 77º08'30’’E to 77º58'30’’E Longitude and has an areal extent of 6810 sq.km. There are 19 Blocks, 425 Villages and 2579 Habitations in the District. District Map of Tirunelveli District Google Map of Tirunelveli District Administrative Details Tirunelveli district is divided into 9 taluks. The taluks are further divided into 19 blocks, which further divided into 586 villages. Basin and sub-basin The district is part of the composite east flowing river basin,“ Between Vaippar and Nambiar ” as per the Irrigation Atlas of India. Tambarabarani, Vaipar and Nambiar are the important Sub-basins. Drainage Thamarabarani, Nambiar, Chittar and Karamaniar are the important rivers draining the district. amarabarani originating from Papanasam flows thorough the district.The Nambiyar river originates in the eastern slopes of the Western ghats near Nellikalmottai about 9.6 km west of Tirukkurugundi village at an altitude of about 1060 m amsl At the foot of the hills, the river is divided into two arms. The main arm is joined by Tamarabarani at the foothills. Chittar originates near Courtallam and flows through Tenkasi and confluences with Tamarabarani. The hilly terrains have resulted in number of falls in the district. There are three major falls in ManimuttarReservoir catchments area and there are few falls in the Tamarabarani river also. -

Tirunelveli District
CLASSIFY THE TOTAL NO OF VULNERABLE LOCATIONS IN THE FOLLOWING CATEGORY TIRUNELVELI DISTRICT Highly Moderately Less Total No.of Sl. No. Taluk Vulnerable Vulnerable Vulnerable Vulnerable Vulnearable Location 1 Tirunelveli - - 1 6 7 2 Palayamkottai - 6 9 9 24 3 Manur - - - - 0 4 Sankarankovil - 3 - - 3 5 Tenkasi - - 2 - 2 6 Kadayanallur - 1 - - 1 7 Tiruvenkadam - - - 4 4 8 Shencottai - 3 - - 3 9 Alangulam - - 1 5 6 10 Veerakeralampudur - 5 2 - 7 11 Sivagiri - - 4 2 6 12 Ambasamudram - 3 2 6 11 13 Cheranmahadevi - 1 1 - 2 14 Nanguneri - - - 4 4 15 Radhapuram 11 22 2 10 45 Grand Total 11 44 24 46 125 District :TIRUNELVELI Highly Vulnerable Type of Local Body (Village Panchayat/Town S.No Name of the Location Name of the Local Body Panchayat/ Municipalities and Corporation) 1 Kannanallur Kannanallur(V) Kannanallur(Panchayat) 2 Chithur Kannanallur(V) Kannanallur(Panchayat) 3 Chinnammalpuram Anaikulam(V) Anaikulam Panchayat 4 Thulukarpatti Anaikulam(V) Anaikulam Panchayat 5 Thalavarmani Anaikulam(V) Anaikulam Panchayat 6 Mailaputhur Melur Anaikulam(V) Anaikulam Panchayat 7 Mailaputhur Keezhoor Anaikulam(V) Anaikulam Panchayat 8 Kovankulam Kovankulam(V) Kovankulam Panchayat Kovaneri,Kumaraputhurkudieruppu, 9 Vadakuvallioor Part I Vadakkuvallioor Town Panchayat Kottaiyadi 10 Main Road - Vallioor Vadakuvallioor Part I Vadakkuvallioor Town Panchayat 11 Nambiyar vilai Vadakuvallioor Part I Vadakkuvallioor Town Panchayat Vulnerable Type of Local Body (Village Panchayat/Town S.No Name of the Location Name of the Local Body Panchayat/ Municipalities -
Tirunelveli District
TIRUNELVELI DISTRICT EXECUTIVE SUMMARY DISTRICT HUMAN DEVELOPMENT REPORT TIRUNELVELI DISTRICT Introduction The real wealth of the country is its people and the purpose of development is to create an enabling environment for them to enjoy long, creative and healthy lives as per UNDP statement. Economic development measured through GDP and per capita income form a part of the human development. Tirunelveli is a district located in the southern part of Tamil Nadu with a population of 30.77 lakh. The district is basically rural and comprises 19 blocks. Agriculture is the main stay of the district. Geography Geography of Tirunelveli district in Tamil Nadu possesses various types of forests. The total geographical area of the district of Tirunelveli is 6823 Sq. km. It lies between 8°.05’ and 9°.30’ N and 77°.05’ and 78°.25’E. This district has diverse physical and geographical features like lofty mountains and low plains, rivers, dry Teri structures and cascades, seacoast and thick inland forest, fertile alluvial and sandy soils, an assortment of flora, fauna, and protected wild life. 1 Topography The district is located in the southern part of Tamil Nadu and surrounded by Virudhunagar district on the North, Western Ghats on the West, Kanyakumari district on the South, Toothukudi district on the East. The lifeline of the district is Tamiraparani river which feeds the district. Soil Condition Soil in the area have been classified into i ) Deep Red soil ii). Red Sandy Soil. iii) Black Cotton Soil. iv) Saline Coastal Alluvium, and v) River Alluvium. Major parts of the area are covered by Deep Red soil and are found in Sivakasi, Tenkasi, Senkottai and Sankarankoil blocks and it is suitable for cultivating coconut and palmyrah trees. -

District Census Handbook
Census of India 2011 TAMIL NADU PART XII-B SERIES-34 DISTRICT CENSUS HANDBOOK SIVAGANGA VILLAGE AND TOWN WISE PRIMARY CENSUS ABSTRACT (PCA) DIRECTORATE OF CENSUS OPERATIONS TAMIL NADU CENSUS OF INDIA 2011 TAMIL NADU SERIES-34 PART XII - B DISTRICT CENSUS HANDBOOK SIVAGANGA VILLAGE AND TOWN WISE PRIMARY CENSUS ABSTRACT (PCA) Directorate of Census Operations TAMIL NADU MOTIF SIVAGANGA PALACE Sivaganga palace in Sivaganga Town was built near the Teppakulam has its historical importance. It is a beautiful palace, once the residence of the Zamindar of Sivaganga. The palace was occupied by the ex-rulers, one of the biggest and oldest, wherein Chinna Marudhu Pandiyar gave asylum to Veerapandiya Katta Bomman of Panchalankurichi when the British was trying to hang him as he was fighting against the colonial rule. There i s a temple for Sri Raja Rajeswari, inside the palace. CONTENTS Pages 1 Foreword 1 2 Preface 3 3 Acknowledgement 5 4 History and Scope of the District Census Handbook 7 5 Brief History of the District 9 6 Administrative Setup 10 7 District Highlights - 2011 Census 11 8 Important Statistics 12 9 Section - I Primary Census Abstract (PCA) (i) Brief note on Primary Census Abstract 16 (ii) District Primary Census Abstract 21 Appendix to District Primary Census Abstract Total, Scheduled Castes and (iii) 35 Scheduled Tribes Population - Urban Block wise (iv) Primary Census Abstract for Scheduled Castes (SC) 55 (v) Primary Census Abstract for Scheduled Tribes (ST) 63 (vi) Rural PCA-C.D. blocks wise Village Primary Census Abstract 71 (vii) Urban PCA-Town wise Primary Census Abstract 163 Tables based on Households Amenities and Assets (Rural 10 Section –II /Urban) at District and Sub-District level. -

Community List
ANNEXURE - III LIST OF COMMUNITIES I. SCHEDULED TRIB ES II. SCHEDULED CASTES Code Code No. No. 1 Adiyan 2 Adi Dravida 2 Aranadan 3 Adi Karnataka 3 Eravallan 4 Ajila 4 Irular 6 Ayyanavar (in Kanyakumari District and 5 Kadar Shenkottah Taluk of Tirunelveli District) 6 Kammara (excluding Kanyakumari District and 7 Baira Shenkottah Taluk of Tirunelveli District) 8 Bakuda 7 Kanikaran, Kanikkar (in Kanyakumari District 9 Bandi and Shenkottah Taluk of Tirunelveli District) 10 Bellara 8 Kaniyan, Kanyan 11 Bharatar (in Kanyakumari District and Shenkottah 9 Kattunayakan Taluk of Tirunelveli District) 10 Kochu Velan 13 Chalavadi 11 Konda Kapus 14 Chamar, Muchi 12 Kondareddis 15 Chandala 13 Koraga 16 Cheruman 14 Kota (excluding Kanyakumari District and 17 Devendrakulathan Shenkottah Taluk of Tirunelveli District) 18 Dom, Dombara, Paidi, Pano 15 Kudiya, Melakudi 19 Domban 16 Kurichchan 20 Godagali 17 Kurumbas (in the Nilgiris District) 21 Godda 18 Kurumans 22 Gosangi 19 Maha Malasar 23 Holeya 20 Malai Arayan 24 Jaggali 21 Malai Pandaram 25 Jambuvulu 22 Malai Vedan 26 Kadaiyan 23 Malakkuravan 27 Kakkalan (in Kanyakumari District and Shenkottah 24 Malasar Taluk of Tirunelveli District) 25 Malayali (in Dharmapuri, North Arcot, 28 Kalladi Pudukkottai, Salem, South Arcot and 29 Kanakkan, Padanna (in the Nilgiris District) Tiruchirapalli Districts) 30 Karimpalan 26 Malayakandi 31 Kavara (in Kanyakumari District and Shenkottah 27 Mannan Taluk of Tirunelveli District) 28 Mudugar, Muduvan 32 Koliyan 29 Muthuvan 33 Koosa 30 Pallayan 34 Kootan, Koodan (in Kanyakumari District and 31 Palliyan Shenkottah Taluk of Tirunelveli District) 32 Palliyar 35 Kudumban 33 Paniyan 36 Kuravan, Sidhanar 34 Sholaga 39 Maila 35 Toda (excluding Kanyakumari District and 40 Mala Shenkottah Taluk of Tirunelveli District) 41 Mannan (in Kanyakumari District and Shenkottah 36 Uraly Taluk of Tirunelveli District) 42 Mavilan 43 Moger 44 Mundala 45 Nalakeyava Code III (A). -

I Year Dkh11 : History of Tamilnadu Upto 1967 A.D
M.A. HISTORY - I YEAR DKH11 : HISTORY OF TAMILNADU UPTO 1967 A.D. SYLLABUS Unit - I Introduction : Influence of Geography and Topography on the History of Tamil Nadu - Sources of Tamil Nadu History - Races and Tribes - Pre-history of Tamil Nadu. SangamPeriod : Chronology of the Sangam - Early Pandyas – Administration, Economy, Trade and Commerce - Society - Religion - Art and Architecture. Unit - II The Kalabhras - The Early Pallavas, Origin - First Pandyan Empire - Later PallavasMahendravarma and Narasimhavarman, Pallava’s Administration, Society, Religion, Literature, Art and Architecture. The CholaEmpire : The Imperial Cholas and the Chalukya Cholas, Administration, Society, Education and Literature. Second PandyanEmpire : Political History, Administration, Social Life, Art and Architecture. Unit - III Madurai Sultanate - Tamil Nadu under Vijayanagar Ruler : Administration and Society, Economy, Trade and Commerce, Religion, Art and Architecture - Battle of Talikota 1565 - Kumarakampana’s expedition to Tamil Nadu. Nayakas of Madurai - ViswanathaNayak, MuthuVirappaNayak, TirumalaNayak, Mangammal, Meenakshi. Nayakas of Tanjore :SevappaNayak, RaghunathaNayak, VijayaRaghavaNayak. Nayak of Jingi : VaiyappaTubakiKrishnappa, Krishnappa I, Krishnappa II, Nayak Administration, Life of the people - Culture, Art and Architecture. The Setupatis of Ramanathapuram - Marathas of Tanjore - Ekoji, Serfoji, Tukoji, Serfoji II, Sivaji III - The Europeans in Tamil Nadu. Unit - IV Tamil Nadu under the Nawabs of Arcot - The Carnatic Wars, Administration under the Nawabs - The Mysoreans in Tamil Nadu - The Poligari System - The South Indian Rebellion - The Vellore Mutini- The Land Revenue Administration and Famine Policy - Education under the Company - Growth of Language and Literature in 19th and 20th centuries - Organization of Judiciary - Self Respect Movement. Unit - V Tamil Nadu in Freedom Struggle - Tamil Nadu under Rajaji and Kamaraj - Growth of Education - Anti Hindi & Agitation. -

Madras- District Census Handbook, Tirunelveli, Part
CENSUS OF INDIA 1961. VOLUME IX MADRAS PART-X-IV DISTRICT CENSUS HANDBOOK T'RUNELVELI VOLUME I P. K. N AJ\.lBIAR Of thfl Indian Admini,ytrative Service SUPERINTENDENT OF CENSUS OPERATIONS. MADRAS PUBLISHED BY THE DIRECTOR OF STATIONERY AND PR1NTING, MADRAS AND PR1NTED AT MlTTHL'KUMARA", PRESS, MADRAS-I. 1965 Price: Ra. 12-tJ 0 PREFACE It has been the policy of the Government of Madras to print and publish village statistics based on the information collected during each Census. In 1951, the Government of India offered to handover to the State:Government the Census Tables and abstracts prepared during Census and suggested that they might be printed and published along with any other useful information relating to each district. The form of the District Census Handbook was thus conceived. The State Government accepted the idea and a publication was brought out at the cost of the State Government. Each District Census Handbook consisted of two parts-Part I containing three sections. viz. General Population Tables, Economic Tables, Table I, II and III of Small-Scale Industries, Summary figures of district and taluks, rural and urban statistics and Part II containing C and D series, viz. Household and Age Tables and Social and Cultuml Tables and District Occupational Abstract. A District Census Handbook was published for each <psJrict., It has been considered an important achievement of the lasL Census.,. Sri 'A. Mitra, Registrar-General, Tndia. decided 110t only to continue the series during 1961. but to improve definitely on its content. so that each District Census Handbook' would contain basic economic data for the smallest ,administrative unit in the district and be a useful reference book for scholars, Central and State Governments. -

Explorer:Research Paper Indigenous Knowledge on Natural Dyeing Of
Natural Product Radiance, Vol. 8(5), 2009, pp.542-545 Explorer:Research Paper Indigenous knowledge on natural dyeing of Korai grass mat in Pattamadai, Tirunelveli district, Tamil Nadu A Saravana Ganthi1*, M Yogaraj1 and M Padma Sorna Subramanian2 1Rani Anna Govt. College for Women, Tirunelveli - 627 008, Tamil Nadu, India 2 Survey of Medicinal Plants Unit (S), CCRAS, Govt. Siddha Medical College Campus Palayamkottai-627 002, Tamil Nadu * Correspondent author, E-mail: [email protected]; Phone: 0462-2580418 Received 31 March 2008; Accepted 11 November 2008 Abstract 140-count mat is super fine enough to be Mat weaving is an important traditional handicraft of Tamil Nadu which is famous for its folded and kept in a coat pocket. The mats korai dry-grass mats. Mat weavers from here not only create intricate patterns and designs, but are produced in various sizes and shapes mats are multicoloured and often represent the ornate pallav of traditional silk sari from Tamil to serve different purposes such as hanging Nadu. Mats made with korai /sedge grass are extremely delicate and highly valued. Korai grass on walls, worshipping, covering the floor, (Cyperus corymbosus Rottb.) is found in abundance along the banks of the rivers and in sleeping, etc. Excellent fancy items like marshy areas in Tamil Nadu. Pattamadai village in Tirunelveli district of Tamil Nadu is famous for its fine quality mats. Here the local reed is split into nearly hundred pieces and are woven on a loom bags, purses, baskets and with a cotton warp. The mats are so fine that they can be rolled and placed into a small box.