Simulation of In-Core Dose Rates for an Offline CANDU Reactor
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

CHAPTER 13 Reactor Safety Design and Safety Analysis Prepared by Dr
1 CHAPTER 13 Reactor Safety Design and Safety Analysis prepared by Dr. Victor G. Snell Summary: The chapter covers safety design and safety analysis of nuclear reactors. Topics include concepts of risk, probability tools and techniques, safety criteria, design basis accidents, risk assessment, safety analysis, safety-system design, general safety policy and principles, and future trends. It makes heavy use of case studies of actual accidents both in the text and in the exercises. Table of Contents 1 Introduction ............................................................................................................................ 6 1.1 Overview ............................................................................................................................. 6 1.2 Learning Outcomes............................................................................................................. 8 1.3 Risk ...................................................................................................................................... 8 1.4 Hazards from a Nuclear Power Plant ................................................................................ 10 1.5 Types of Radiation in a Nuclear Power Plant.................................................................... 12 1.6 Effects of Radiation ........................................................................................................... 12 1.7 Sources of Radiation ........................................................................................................ -

Research Branch
CA9600028 Background Paper BP-365E THE CANADIAN NUCLEAR POWER INDUSTRY Alan Nixon Science and Technology Division December 1993 Library of Parliament Research Bibliothèque du Parlement Branch The Research Branch of the Library of Parliament works exclusively for Parliament conducting research and providing information for Committees and Members of the Senate and the House of Commons. This service is extended without partisan bias in such forms as Reports, Background Papers and Issue Reviews. Research Officers in the Branch are also available for personal consultation in their respective fields of expertise. ©Minister of Supply and Services Canada 1994 Available in Canada through your local bookseller or by mail from Canada Communication Group -- Publishing Ottawa, Canada K1A 0S9 Catalogue No. YM32-2/365E ISBN 0-660-15639-3 CE DOCUMENT EST AUSSI PUBUÉ EN FRANÇAIS LIBRARY OF PARLIAMENT BIBLIOTHÈQUE OU PARLEMENT TABLE OF CONTENTS Page EARLY CANADIAN NUCLEAR DEVEOPMENT 2 THE CANDU REACTOR 4 NUCLEAR POWER GENERATION IN CANADA 5 A. Background 5 B. Performance 6 C. Pickering Nuclear Generating Station 8 D. Bruce Nuclear Generating Station 9 1. Retubing 9 2. Pressure Tube Frets 10 3. Shut Down System Design Flaw 12 4. Steam Generators 12 E. Darlington 13 1. Start-up Problems 13 2. Costs 14 AECL 15 A. Introduction 15 B. CANDU-Design and Marketing 16 1. Design 16 2. Marketing 17 a. Export Markets 17 b. Domestic Market ! 18 C. AECL Research 19 D. Recent Developments 20 OUTLOOK 21 * CANADA LIBRARY OF PARLIAMENT BIBLIOTHÈQUE DU PARLEMENT THE NUCLEAR POWER INDUSTRY IN CANADA Nuclear power, the production of electricity from uranium through nuclear fission, is by far the most prominent segment of the nuclear industry. -

Nuclear in Canada NUCLEAR ENERGY a KEY PART of CANADA’S CLEAN and LOW-CARBON ENERGY MIX Uranium Mining & Milling
Nuclear in Canada NUCLEAR ENERGY A KEY PART OF CANADA’S CLEAN AND LOW-CARBON ENERGY MIX Uranium Mining & Milling . Nuclear electricity in Canada displaces over 50 million tonnes of GHG emissions annually. Electricity from Canadian uranium offsets more than 300 million tonnes of GHG emissions worldwide. Uranium Processing – Re ning, Conversion, and Fuel Fabrication Yellowcake is re ned at Blind River, Ontario, PELLETS to produce uranium trioxide. At Port Hope, Ontario, Nuclear Power Generation and Nuclear Science & uranium trioxide is At plants in southern Technology TUBES converted. URANIUM DIOXIDE Ontario, fuel pellets are UO2 is used to fuel CANDU loaded into tubes and U O UO URANIUM Waste Management & Long-term Management 3 8 3 nuclear reactors. assembled into fuel YUKON TRIOXIDE UO2 Port Radium YELLOWCAKE REFINING URANIUM bundles for FUEL BUNDLE Shutdown or Decommissioned Sites TRIOXIDE UF is exported for 6 CANDU reactors. UO enrichment and use Rayrock NUNAVUT 3 CONVERSION UF Inactive or Decommissioned Uranium Mines and 6 in foreign light water NORTHWEST TERRITORIES Tailings Sites URANIUM HEXAFLUORIDE reactors. 25 cents 400 kg of COAL Beaverlodge, 2.6 barrels of OIL Gunnar, Lorado NEWFOUNDLAND AND LABRADOR McClean Lake = 3 Cluff Lake FUEL PELLET Rabbit Lake of the world’s 350 m of GAS BRITISH COLUMBIA Cigar Lake 20% McArthur River production of uranium is NVERSION Key Lake QUEBEC CO mined and milled in northern FU EL ALBERTA SASKATCHEWAN MANITOBA F Saskatchewan. AB G R University of IN IC ONTARIO P.E.I. IN A Saskatchewan The uranium mining F T E IO 19 CANDU reactors at Saskatchewan industry is the largest R N TRIUMF NEW BRUNSWICK Research Council NOVA SCOTIA private employer of Gentilly-1 & -2 Whiteshell Point Lepreau 4 nuclear power generating stations Rophton NPD Laboratories Indigenous people in CANDU REACTOR Chalk River Laboratories Saskatchewan. -
CANDU Fundamentals
CANDU Fundamentals CANDU Fundamentals CANDU Fundamentals Table of Contents 1 OBJECTIVES ............................................................................. 1 1.1 COURSE OVERVIEW ............................................................... 1 1.2 ATOMIC STRUCTURE.............................................................. 1 1.3 RADIOACTIVITY – SPONTANEOUS NUCLEAR PROCESSES ....... 1 1.4 NUCLEAR STABILITY AND INSTABILITY................................. 2 1.5 ACTIVITY ............................................................................... 2 1.6 NEUTRONS AND NEUTRON INTERACTIONS............................. 2 1.7 FISSION .................................................................................. 2 1.8 FUEL, MODERATOR, AND REACTOR ARRANGEMENT............. 2 1.9 NUCLEAR SAFETY.................................................................. 3 1.10 NUCLEAR POWER REACTORS................................................. 3 1.11 CANDU REACTOR CONSTRUCTION ...................................... 4 1.12 MODERATOR AND MODERATOR SYSTEM............................... 4 1.13 MODERATOR COVER GAS SYSTEM & MODERATOR AUXILIARY SYSTEMS......................................................................... 5 1.14 HEAT TRANSPORT SYSTEM .................................................... 6 1.15 HEAT TRANSPORT AUXILIARY SYSTEMS ............................... 6 1.16 REACTOR FUEL ...................................................................... 7 1.17 NEUTRON LIFE CYCLE ........................................................... -

A Comparison of Advanced Nuclear Technologies
A COMPARISON OF ADVANCED NUCLEAR TECHNOLOGIES Andrew C. Kadak, Ph.D MARCH 2017 B | CHAPTER NAME ABOUT THE CENTER ON GLOBAL ENERGY POLICY The Center on Global Energy Policy provides independent, balanced, data-driven analysis to help policymakers navigate the complex world of energy. We approach energy as an economic, security, and environmental concern. And we draw on the resources of a world-class institution, faculty with real-world experience, and a location in the world’s finance and media capital. Visit us at energypolicy.columbia.edu facebook.com/ColumbiaUEnergy twitter.com/ColumbiaUEnergy ABOUT THE SCHOOL OF INTERNATIONAL AND PUBLIC AFFAIRS SIPA’s mission is to empower people to serve the global public interest. Our goal is to foster economic growth, sustainable development, social progress, and democratic governance by educating public policy professionals, producing policy-related research, and conveying the results to the world. Based in New York City, with a student body that is 50 percent international and educational partners in cities around the world, SIPA is the most global of public policy schools. For more information, please visit www.sipa.columbia.edu A COMPARISON OF ADVANCED NUCLEAR TECHNOLOGIES Andrew C. Kadak, Ph.D* MARCH 2017 *Andrew C. Kadak is the former president of Yankee Atomic Electric Company and professor of the practice at the Massachusetts Institute of Technology. He continues to consult on nuclear operations, advanced nuclear power plants, and policy and regulatory matters in the United States. He also serves on senior nuclear safety oversight boards in China. He is a graduate of MIT from the Nuclear Science and Engineering Department. -

Dynamic Analysis of the Thorium Fuel Cycle in CANDU Reactors
KAERI/TR-3148/2006 Dynamic Analysis of the Thorium Fuel Cycle in CANDU Reactors 2006. 2 KOREA ATOMIC ENERGY RESEARCH INSTITUTE 제 출 문 한국원자력연구소장 귀하 본 보고서를 2006 년도 “건식 재가공 핵연료 노심특성 평가 기술개발” 과제의 기술 보고서로 제출합니다. 제목 : Dynamic Analysis of the Thorium Fuel Cycle in CANDU Reactors 2006. 2 과제명 : 건식 재가공 핵연료 노심특성 평가 기술개발 주저자 : 정 창 준 공저자 : 박 창 제 KAERI/TR-3148/2006 ABSTRACT The thorium fuel recycle scenarios through the Canada deuterium uranium (CANDU) reactor have been analyzed for two types of thorium fuel: homogeneous ThO2UO2 and ThO2UO2-DUPIC fuels. The recycling is performed through the dry process fuel technology which has a proliferation resistance. For the once-through fuel cycle model, the existing nuclear power plant construction plan was considered up to 2016, while the nuclear demand growth rate from the year 2016 was assumed to be 0%. After setting up the once-through fuel cycle model, the thorium fuel CANDU reactor was modeled to investigate the fuel cycle parameters. In this analysis, the spent fuel inventory as well as the amount of plutonium, minor actinides and fission products of the multiple recycling fuel cycle were estimated and compared to those of the once-through fuel cycle. From the analysis results, it was found that the closed or partially closed thorium fuel cycle can be constructed through the dry process technology. Also, it is known that both the homogeneous and heterogeneous thorium fuel cycles can reduce the SF accumulation and save the natural uranium resource compared with the once-through cycle. -

Candu Fuel-Cycle Vision Xa9953247
CANDU FUEL-CYCLE VISION XA9953247 P.G. BOCZAR Fuel and Fuel Cycle Division, Chalk River Laboratories, Atomic Energy of Canada Limited, Chalk River, Ontario, Canada Abstract The fuel-cycle path chosen by a particular country will depend on a range of local and global factors. The CANDU® reactor provides the fuel-cycle flexibility to enable any country to optimize its fuel-cycle strategy to suit its own needs. AECL has developed the CANFLEX® fuel bundle as the near-term carrier of advanced fuel cycles. A demonstration irradiation of 24 CANFLEX bundles in the Point Lepreau power station, and a full-scale critical heat flux (CHF) test in water are planned in 1998, before commercial implementation of CANFLEX fuelling. CANFLEX fuel provides a reduction in peak linear element ratings, and a significant enhancement in thermalhydraulic performance. Whereas natural uranium fuel provides many advantages, the use of slightly enriched uranium (SEU) in CANDU reactors offers even lower fuel-cycle costs and other benefits, such as uprating capability through flattening the channel power distribution across the core. Recycled uranium (RU) from reprocessing spent PWR fuel is a subset of SEU that has significant economic promise. AECL views the use of SEU/RU in the CANFLEX bundle as the first logical step from natural uranium. High neutron economy enables the use of low-fissile fuel in CANDU reactors, which opens up a spectrum of unique fuel-cycle opportunities that exploit the synergism between CANDU reactors and LWRs. At one end of this spectrum is the use of materials from conventional reprocessing: CANDU reactors can utilize the RU directly without re-enrichment, the plutonium as conventional mixed-oxide (MOX) fuel, and the actinide waste mixed with plutonium in an inert-matrix carrier. -
Future Trends in the Design of Candu Reactors
AECL-9179 ATOMIC ENERGY •HJS L'ENERGIEATOMIQUE OF CANADA LIMITED ^^S9 DU CANADA LIMITEE FUTURE TRENDS IN THE DESIGN OF CANDU REACTORS Tendances futures de la conception des reacteurs CANDU J.T. DUNN, J.J. LIPSETT, M.J.F. NOTLEY and N.J. SPMKS For Presentation to The 1990s Water Raactor Design Workshop Sponsored by the Korean Nuclear Society and the American Nuclear Society, Korean Section Seoul. Korea 1906 April 19 Chalk River Nuclear Laboratories Laboratoires nucleaires de Chalk River Chalk River, Ontario March 1966 mars ATOMIC ENERGY OF CANADA LIMITED FUTURE TRENDS IN THE DESIGN OF CANDO REACTORS by J.T. Dunn, J.J. Lipsett, M.J.F. Notley, N.J. Spinks For Presentation to The 1990s Water Reactor Design Workshop Sponsored by the Korean Nuclear Society and the American Nuclear Society, Korean Section Seoul, Korea 1986 April 19 Atomic Energy of Canada Limited Research Company Chalk River Nuclear Laboratories Chalk River, Ontario KOJ 1J0 1986 March AECL-9179 L'ENERGIE ATOMIQUE DU CANADA, LIMITEE -Tendances futures de la conception des réacteurs CANDU par J.T. Dunn, J.J. Lipsett, M.J.F. Notley, N.J. Spinks Résumé Le système du réacteur CANDU s'est montré comme leader mondial en termes de disponibilité de centrale et en coût total peu élevé par unité d'énergie. En 1985, quatre des dix meilleures unités fonctionnantes de réacteurs furent des réacteurs CANDU situés en Corée du Sud et au Canada. Le travail d'ingénierie est bien en cours afin de raffiner le concept du CANDU 600 et d'incorporer la technologie de pointe, réduisant ainsi le coût capital et l'horaire de construction des CANDUs des années 1990. -

Candu 6 -- the Highly Successful Medium Sized Reactor
HR0000051 CANDU 6 -- THE HIGHLY SUCCESSFUL MEDIUM SIZED REACTOR Kenneth R. Hedges, Peter J. Allen and Jerry M. Hopwood AECL (Atomic Energy of Canada Limited) 2251 Speakman Drive _ Mississauga, Ontario Canada L5K 1B2 ABSTRACT The CANDU 6 Pressurized Heavy Water Reactor system, featuring horizontal fuel channels and heavy water moderator continues to evolve, supported by AECL's strong commitment to comprehensive R&D programs. The initial CANDU 6 design started in the 1970's. The first plants went into service in 1983, and the latest version of the plant is under construction in China. With each plant the technology has evolved giving the dual advantages of proveness and modern technology. CANDU 6 delivers important advantages of the CANDU® system with benefit to small and medium-sized grids. This technology has been successfully adopted by, and localized to varying extents in, each of the CANDU 6 markets. For example, all CANDU owners obtain their fuel from domestic suppliers. Progressive CANDU development continues at AECL to enhance this medium size product - CANDU 6. There are three key CANDU development strategic thrusts: improved economics, fuel cycle flexibility, and enhanced safety. The CANDU 6 product is also enhanced by incorporating improvements and advanced features that will be arising from our CANDU Technology R&D programs in areas such as heavy water and tritium, control and instrumentation, fuel and fuel cycles, systems and equipment and safety and constructability. 1) INTRODUCTION The 700 MW class CANDU 6 Nuclear Power Plant design is a successful mid-sized application of the CANDU® reactor system, which has been deployed both in Canada and in a range of export projects. -

Fundamentals of Power Reactors Module Three Radiation Protection
Training Centre / Centre de formation Fundamentals of Power Reactors Module Three Radiation Protection Copyright Notice ©HER MAJESTY THE QUEEN IN RIGHT OF CANADA (1993) as represented by the Atomic Energy Control Board All rights reserved. No part of this publication may be reproduced, stored in a retrieval system or transmitted in any form or by any means, electronic, electrostatic, magnetic tape, mechanical photocopying, recording or otherwise, without permission from the Atomic Energy Control Board of Canada. Training Centre / Centre de formation Training Centre / Centre de formation Radiation Hazards in the Nuclear Industry Table of Contents Introduction................................................................................................................2 Radiation Hazards Associated with Activities ....................................................3 Uranium Mining, Refining and Conversion Facilities ......................3 Fuel Fabrication.......................................................................................3 Power Reactors .........................................................................................................11 Research Facilities ...................................................................................................11 Research Reactors..................................................................................11 Particle Accelerators.............................................................................12 Heavy Water..............................................................................................................12 -

A AECL EACL AECL Research EACL Recherche
CA9501000 A AECL EACL AECL Research EACL Recherche AECL-10463, COG-91-340 Characteristics of Used CANDU Fuel Relevant to the Canadian Nuclear Fuel Waste Management Program Caractéristiques du combustible CANDU usé intéressant le Programme canadien de gestion des déchets de combustible nucléaire K.M. Wasywich £7.M<1 May 1993 mai AECL RESEARCH CHARACTERISTICS OF USED CANDU FUEL RELEVANT TO THE CANADIAN NUCLEAR FUEL WASTE MANAGEMENT PROGRAM by K.M. Wasywich Whiteshell Laboratories Pinawa, Manitoba 1993 AECL-10463 COG-91-340 CARACTÉRISTIQUES DU COMBUSTIBLE CANDU USÉ INTÉRESSANT LE PROGRAMME CANADIEN DE GESTION DES DÉCHETS DE COMBUSTIBLE NUCLÉAIRE par K.M. Wasywich RÉSUMÉ On a rassemblé, dans un manuel pratique, des renseignements provenant de la documentation sur les caractéristiques du combustible CANDU (CANada Deuterium Uranium) usé des réacteurs de puissance intéressant son comporte ment en tant que forme de déchets. On présente des renseignements sur les quantités de combustible usé produit, la combustion massique, les inven taires de radionuclides, la libération des gaz de fission, le volume et la surface de gaz, la microstructure du combustible, les propriétés de la gaine du combustible, la variation des propriétés des grappes de combus tible due aux procédés d'immobilisation, aux champs de rayonnement, à la chaleur de désintégration et aux tendances futures pour divers types de combustible CANDU. EACL Recherche Laboratoires de Vhiteshell Pinawa (Manitoba) ROE 1L0 1993 AECL-10463 COG-91-340 CHARACTERISTICS OF USED CANDU FUEL RELEVANT TO THE CANADIAN NUCLEAR FUEL WASTE MANAGEMENT PROGRAM by K.M. Wasywich ABSTRACT Literature data on the characteristics of used CANDU (CANada Deuterium Ura nium) power-reactor'fuel that are relevant to its performance as a waste form have been compiled in a convenient handbook. -
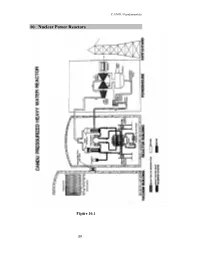
10 Nuclear Power Reactors
CANDU Fundamentals 10 Nuclear Power Reactors Figure 10.1 89 CANDU Fundamentals 10.1 What is a Nuclear Power Station? The purpose of a power station is to generate electricity safely reliably and economically. Figure 10.1 is the schematic of a single nuclear generating unit. Often several units share equipment. Each nuclear power station in Ontario includes four CANDU reactors. Quebec and New Brunswick have built single unit stations. The next sections of the course are mostly about the systems and equipment shown inside the reactor building of Figure 10.1 An obvious difference between a nuclear power station and a fossil fuelled plant is the heat source. In the CANDU reactor, heavy water coolant is pumped over hot uranium dioxide fuel and becomes hot. It then flows into a boiler where it gives this heat to ordinary water, converting it to steam. In a conventional plant, heat to make steam comes from burning coal or oil. In each case the steam drives a turbine that turns a generator. The name CANDU comes from CANada Deuterium Uranium. Heavy water is deuterium oxide, D2O. Deuterium is a heavy form of hydrogen, which is found naturally at a concentration of about one deuterium atom for every 7000 hydrogen atoms. The part of the nuclear reactor that produces heat is called the reactor core. It includes the fuel, the coolant and the moderator. The nuclear fuel can get hot only when the moderator surrounds it. A distinctive feature of CANDU reactors is the heavy water moderator. 10.2 Hazards The fuel generates heat and intense radiation when it is in the reactor.