Hydraulic Variable Valve Timing Testing and Validation
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Engine Components and Filters: Damage Profiles, Probable Causes and Prevention
ENGINE COMPONENTS AND FILTERS: DAMAGE PROFILES, PROBABLE CAUSES AND PREVENTION Technical Information AFTERMARKET Contents 1 Introduction 5 2 General topics 6 2.1 Engine wear caused by contamination 6 2.2 Fuel flooding 8 2.3 Hydraulic lock 10 2.4 Increased oil consumption 12 3 Top of the piston and piston ring belt 14 3.1 Hole burned through the top of the piston in gasoline and diesel engines 14 3.2 Melting at the top of the piston and the top land of a gasoline engine 16 3.3 Melting at the top of the piston and the top land of a diesel engine 18 3.4 Broken piston ring lands 20 3.5 Valve impacts at the top of the piston and piston hammering at the cylinder head 22 3.6 Cracks in the top of the piston 24 4 Piston skirt 26 4.1 Piston seizure on the thrust and opposite side (piston skirt area only) 26 4.2 Piston seizure on one side of the piston skirt 27 4.3 Diagonal piston seizure next to the pin bore 28 4.4 Asymmetrical wear pattern on the piston skirt 30 4.5 Piston seizure in the lower piston skirt area only 31 4.6 Heavy wear at the piston skirt with a rough, matte surface 32 4.7 Wear marks on one side of the piston skirt 33 5 Support – piston pin bushing 34 5.1 Seizure in the pin bore 34 5.2 Cratered piston wall in the pin boss area 35 6 Piston rings 36 6.1 Piston rings with burn marks and seizure marks on the 36 piston skirt 6.2 Damage to the ring belt due to fractured piston rings 37 6.3 Heavy wear of the piston ring grooves and piston rings 38 6.4 Heavy radial wear of the piston rings 39 7 Cylinder liners 40 7.1 Pitting on the outer -

SV470-SV620 Service Manual
SV470-SV620 Service Manual IMPORTANT: Read all safety precautions and instructions carefully before operating equipment. Refer to operating instruction of equipment that this engine powers. Ensure engine is stopped and level before performing any maintenance or service. 2 Safety 3 Maintenance 5 Specifi cations 13 Tools and Aids 16 Troubleshooting 20 Air Cleaner/Intake 21 Fuel System 31 Governor System 33 Lubrication System 35 Electrical System 44 Starter System 47 Emission Compliant Systems 50 Disassembly/Inspection and Service 63 Reassembly 20 690 01 Rev. F KohlerEngines.com 1 Safety SAFETY PRECAUTIONS WARNING: A hazard that could result in death, serious injury, or substantial property damage. CAUTION: A hazard that could result in minor personal injury or property damage. NOTE: is used to notify people of important installation, operation, or maintenance information. WARNING WARNING CAUTION Explosive Fuel can cause Accidental Starts can Electrical Shock can fi res and severe burns. cause severe injury or cause injury. Do not fi ll fuel tank while death. Do not touch wires while engine is hot or running. Disconnect and ground engine is running. Gasoline is extremely fl ammable spark plug lead(s) before and its vapors can explode if servicing. CAUTION ignited. Store gasoline only in approved containers, in well Before working on engine or Damaging Crankshaft ventilated, unoccupied buildings, equipment, disable engine as and Flywheel can cause away from sparks or fl ames. follows: 1) Disconnect spark plug personal injury. Spilled fuel could ignite if it comes lead(s). 2) Disconnect negative (–) in contact with hot parts or sparks battery cable from battery. -

Poppet Valve
POPPET VALVE A poppet valve is a valve consisting of a hole, usually round or oval, and a tapered plug, usually a disk shape on the end of a shaft also called a valve stem. The shaft guides the plug portion by sliding through a valve guide. In most applications a pressure differential helps to seal the valve and in some applications also open it. Other types Presta and Schrader valves used on tires are examples of poppet valves. The Presta valve has no spring and relies on a pressure differential for opening and closing while being inflated. Uses Poppet valves are used in most piston engines to open and close the intake and exhaust ports. Poppet valves are also used in many industrial process from controlling the flow of rocket fuel to controlling the flow of milk[[1]]. The poppet valve was also used in a limited fashion in steam engines, particularly steam locomotives. Most steam locomotives used slide valves or piston valves, but these designs, although mechanically simpler and very rugged, were significantly less efficient than the poppet valve. A number of designs of locomotive poppet valve system were tried, the most popular being the Italian Caprotti valve gear[[2]], the British Caprotti valve gear[[3]] (an improvement of the Italian one), the German Lentz rotary-cam valve gear, and two American versions by Franklin, their oscillating-cam valve gear and rotary-cam valve gear. They were used with some success, but they were less ruggedly reliable than traditional valve gear and did not see widespread adoption. In internal combustion engine poppet valve The valve is usually a flat disk of metal with a long rod known as the valve stem out one end. -

Ignition System on the ZX750E
CD Ignition Interface for ZX750E1 Page 1 of 8 How to use an aftermarket CD (Capacitive Discharge) ignition system on the ZX750E. Art MacCarley Nipomo, California, USA February 2010. Background If you are only interested in the solution, not the background and explanation, please jump to the last section of this posting. While aftermarket electronic ignition systems and upgraded ignition coils are commonly used on the ZX750E, I could not find any case in which a Capacitive Discharge Ignition (CDI) system was used while retaining the stock ECU (Electronic Control Unit). With apologies to the experts on this forum that probably know everything I discuss below, this is for the benefit of those that, like myself, that had to figure it all out experimentally and come up with a solution. My personal motivation to use an ultimate ignition system was my conversion to methanol, which misfires and runs rough until fully warmed up. The higher energy output and multi-fire features of a CD system could possibly improve this. A typical inductive ignition system delivers about 100 mJ per spark, and electronic “points” and improved coils alone can only marginally improve upon this. A CD system can deliver theoretically much greater ignition energy, limited only by the size of the discharge capacitor, the charging voltage, and ultimately the internal breakdown voltage of the ignition coil. The output of the ARC-II is specified as 189mJ using a 500V charge voltage. My experience is based upon using the Dynatek Arc-II CD ignition system on my 1984 ZX-750E1. This CDI is advertised as having “the highest spark energy of any CDI on the market”. -

History of a Forgotten Engine Alex Cannella, News Editor
POWER PLAY History of a Forgotten Engine Alex Cannella, News Editor In 2017, there’s more variety to be found un- der the hood of a car than ever. Electric, hybrid and internal combustion engines all sit next to a range of trans- mission types, creating an ever-increasingly complex evolu- tionary web of technology choices for what we put into our automobiles. But every evolutionary tree has a few dead end branches that ended up never going anywhere. One such branch has an interesting and somewhat storied history, but it’s a history that’s been largely forgotten outside of columns describing quirky engineering marvels like this one. The sleeve-valve engine was an invention that came at the turn of the 20th century and saw scattered use between its inception and World War II. But afterwards, it fell into obscurity, outpaced (By Andy Dingley (scanner) - Scan from The Autocar (Ninth edition, circa 1919) Autocar Handbook, London: Iliffe & Sons., pp. p. 38,fig. 21, Public Domain, by the poppet valves we use in engines today that, ironically, https://commons.wikimedia.org/w/index.php?curid=8771152) it was initially developed to replace. Back when the sleeve-valve engine was first developed, through the economic downturn, and by the time the econ- the poppet valves in internal combustion engines were ex- omy was looking up again, poppet valve engines had caught tremely noisy contraptions, a concern that likely sounds fa- up to the sleeve-valve and were quickly becoming just as miliar to anyone in the automotive industry today. Charles quiet and efficient. -

Vvt Solenoid
PROGRAM SPOTLIGHT VVT SOLENOID What does a Variable Valve Timing Solenoid do? The Variable Valve Timing Solenoid (VVTS) controls the oil flow to control the action of the Sprocket, which shifts the position of the camshaft. The position is varied based on the car’s computer commands to increase or decrease the engine’s valve timing. Where are Variable Valve Timing Solenoids located? The VVTS are usually located on or around the cylinder head block. Will a malfunctioning Variable Valve Timing Solenoid illuminate the check engine light or affect vehicle operation? Yes, a malfunctioning VVTS may cause the check engine light to be illuminated and may trigger multiple codes. What are the common causes of failure? VVTS can fail due to low engine oil levels, clogs due to oil sludge, and/or irregularly changed engine oil and filters. How to determine if Variable Valve Timing Solenoids are malfunctioning: Possible indications of a malfunctioning or failed VVTS include: an illuminated check engine light, engine noise and/or stalling, rough idling, and general poor performance. What makes Holstein Variable Valve Timing Solenoids the best? • Holstein focuses on using only the highest quality materials, manufactured to exacting standards for an aftermarket product that is truly built to match or exceed the OE part • Holstein Variable Valve Position Sensor line has superior coverage for domestic and import applications • Designed to maximize engine performance and fuel efficiency • 3 Year / 36,000 Mile Warranty on all Holstein Parts VVT Sensors HOLSTEINPARTS.COM | 1-800-893-8299. -

2-Stroke Scavenging in Conventional and Minimally-Modified 4-Stroke
inventions Article 2-Stroke Scavenging in Conventional and Minimally-Modified 4-Stroke Engines for Heavy Duty Applications at Low to Medium Speeds Dirk Rueter Institute of Measurement and Sensor Technology, University of Applied Sciences Ruhr-West, D-45479 Muelheim an der Ruhr, Germany; [email protected] Received: 14 June 2019; Accepted: 7 August 2019; Published: 9 August 2019 Abstract: The transformation of a standard 4-stroke cylinder head into a torque-improved and gradually more efficient 2-stroke design is discussed. The concept with an effective loop scavenging via an extended inlet valve holds promise for engines at low- to medium-rotational speeds for typical designs of conventional 4-stroke cylinder heads. Calculations, flow simulations, and visualizations of experimental flows in relevant geometries and time scales indicate feasibility, followed by a small engine demonstration. Based on presumably long-forgotten and outdated patents, and the central topic of this contribution, an additional jockey rides on the inlet valve’s disk (facing away from the combustion chamber) and reshapes the in-cylinder flow into a reverted tumble. A quick gas exchange with a well-suppressed shortcut into the open exhaust is approached. For overall mechanical efficiency, the required charge pressure for scavenging is of paramount importance due to the short scavenging time and the intake’s reduced cross-section. Herein, still acceptable charging pressures are reported for scavenging periods equivalent to low or medium rotational speeds, as characteristic for heavy-duty applications. Using widely available components (charger, direct injection, variable camshaft angles) an increased engine efficiency is suggested due to the 2-stroke’s downsizing effect (relatively less internal friction as well as the promise of more torque and a decreased size). -

Fluid Power, Rate Training Manual
DOCUMENT RESUME ED 070 578 SE 014 125 TITLE Fluid Power, Rate TrainingManual. INSTITUTION Bureau of Naval Personnel,Washington, D. C. REPORT NO NAVPERS-16193-B PUB DATE 70 NOTE 305p. EDRS PRICE MF-$0.65 HC-$13.16 DESCRIPTORS Force; *Hydraulics; Instructional Materials; *Mechanical Equipment; Military Personnel; *Military Science; *Military Training; Physics; *Supplementary Textbooks; Textbooks ABSTRACT Fundamentals of hydraulics and pneumatics are presented in this manual, prepared for regular navy and naval reserve personnel who are seeking advancement to Petty Officer Third Class. The history of applications of compressed fluids is described in connection with physical principles. Selection of types of liquids and gases is discussed with a background of operating temperature ranges, contamination control techniques, lubrication aspects, and safety precautions. Components in closed- and open-center fluid systems are studied in efforts to familiarize circuit diagrams. Detailed descriptions are made for .the functions of fluidlines, connectors, sealing devices, wipers, backup washers, containers, strainers, filters, accumulators, pumps, and compressors. Control and measurements of fluid flow and pressure are analyzed in terms of different types of flowmeters, pressure gages, and values; and methods of directing flow and converting power into mechanical force and motion, in terms of directional control valves, actuating cylinders, fluid motors, air turbines, and turbine governors. Also included are studies of fluidics, trouble shooting, hydraulic power drive, electrohydraulic steering, and missile and aircraft fluid power systems. Illustrations for explanation use and a glossary of general terms are included in the appendix. (CC) IDLE AV Agile 4'Aly , _ - , 141 ye ,,- I -,, FLUID POWER BUREAU OF OF NAVAL PERSONNEL .1% RATE TRAINING MANUAL NAVPERS 16,1937B PREFACE Fluid Power is written for personnel of the Navy and Naval Reserve whose duties and responsibilities require them to have a knowledge of the fundamentals of hydraulics and pneumatics. -

Review of Advancement in Variable Valve Actuation of Internal Combustion Engines
applied sciences Review Review of Advancement in Variable Valve Actuation of Internal Combustion Engines Zheng Lou 1,* and Guoming Zhu 2 1 LGD Technology, LLC, 11200 Fellows Creek Drive, Plymouth, MI 48170, USA 2 Mechanical Engineering, Michigan State University, East Lansing, MI 48824, USA; [email protected] * Correspondence: [email protected] Received: 16 December 2019; Accepted: 22 January 2020; Published: 11 February 2020 Abstract: The increasing concerns of air pollution and energy usage led to the electrification of the vehicle powertrain system in recent years. On the other hand, internal combustion engines were the dominant vehicle power source for more than a century, and they will continue to be used in most vehicles for decades to come; thus, it is necessary to employ advanced technologies to replace traditional mechanical systems with mechatronic systems to meet the ever-increasing demand of continuously improving engine efficiency with reduced emissions, where engine intake and the exhaust valve system represent key subsystems that affect the engine combustion efficiency and emissions. This paper reviews variable engine valve systems, including hydraulic and electrical variable valve timing systems, hydraulic multistep lift systems, continuously variable lift and timing valve systems, lost-motion systems, and electro-magnetic, electro-hydraulic, and electro-pneumatic variable valve actuation systems. Keywords: engine valve systems; continuously variable valve systems; engine valve system control; combustion optimization 1. Introduction With growing concerns on energy security and global warming, there are global efforts to develop more efficient vehicles with lower regulated emissions, including hybrid electrical vehicles, electrical vehicles, and fuel cell vehicles. Hybrid electrical vehicles became a significant part of vehicle production because of their overall efficiency, and they still pose a significant cost penalty, resulting in a stagnant market penetration of 3.2% and 2.7% in 2013 and 2018, respectively, in the United States (US), for example [1]. -
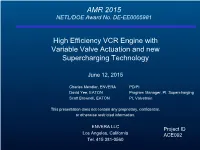
High Efficiency VCR Engine with Variable Valve Actuation and New Supercharging Technology
AMR 2015 NETL/DOE Award No. DE-EE0005981 High Efficiency VCR Engine with Variable Valve Actuation and new Supercharging Technology June 12, 2015 Charles Mendler, ENVERA PD/PI David Yee, EATON Program Manager, PI, Supercharging Scott Brownell, EATON PI, Valvetrain This presentation does not contain any proprietary, confidential, or otherwise restricted information. ENVERA LLC Project ID Los Angeles, California ACE092 Tel. 415 381-0560 File 020408 2 Overview Timeline Barriers & Targets Vehicle-Technology Office Multi-Year Program Plan Start date1 April 11, 2013 End date2 December 31, 2017 Relevant Barriers from VT-Office Program Plan: Percent complete • Lack of effective engine controls to improve MPG Time 37% • Consumer appeal (MPG + Performance) Budget 33% Relevant Targets from VT-Office Program Plan: • Part-load brake thermal efficiency of 31% • Over 25% fuel economy improvement – SI Engines • (Future R&D: Enhanced alternative fuel capability) Budget Partners Total funding $ 2,784,127 Eaton Corporation Government $ 2,212,469 Contributing relevant advanced technology Contractor share $ 571,658 R&D as a cost-share partner Expenditure of Government funds Project Lead Year ending 12/31/14 $733,571 ENVERA LLC 1. Kick-off meeting 2. Includes no-cost time extension 3 Relevance Research and Development Focus Areas: Variable Compression Ratio (VCR) Approx. 8.5:1 to 18:1 Variable Valve Actuation (VVA) Atkinson cycle and Supercharging settings Advanced Supercharging High “launch” torque & low “stand-by” losses Systems integration Objectives 40% better mileage than V8 powered van or pickup truck without compromising performance. GMC Sierra 1500 baseline. Relevance to the VT-Office Program Plan: Advanced engine controls are being developed including VCR, VVA and boosting to attain high part-load brake thermal efficiency, and exceed VT-Office Program Plan mileage targets, while concurrently providing power and torque values needed for consumer appeal. -
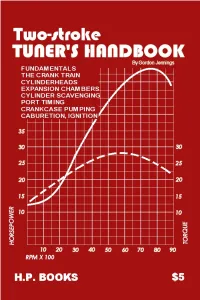
Jennings: Two-Stroke Tuner's Handbook
Two-Stroke TUNER’S HANDBOOK By Gordon Jennings Illustrations by the author Copyright © 1973 by Gordon Jennings Compiled for reprint © 2007 by Ken i PREFACE Many years have passed since Gordon Jennings first published this manual. Its 2007 and although there have been huge technological changes the basics are still the basics. There is a huge interest in vintage snowmobiles and their “simple” two stroke power plants of yesteryear. There is a wealth of knowledge contained in this manual. Let’s journey back to 1973 and read the book that was the two stroke bible of that era. Decades have passed since I hung around with John and Jim. John and I worked for the same corporation and I found a 500 triple Kawasaki for him at a reasonable price. He converted it into a drag bike, modified the engine completely and added mikuni carbs and tuned pipes. John borrowed Jim’s copy of the ‘Two Stoke Tuner’s Handbook” and used it and tips from “Fast by Gast” to create one fast bike. John kept his 500 until he retired and moved to the coast in 2005. The whereabouts of Wild Jim, his 750 Kawasaki drag bike and the only copy of ‘Two Stoke Tuner’s Handbook” that I have ever seen is a complete mystery. I recently acquired a 1980 Polaris TXL and am digging into the inner workings of the engine. I wanted a copy of this manual but wasn’t willing to wait for a copy to show up on EBay. Happily, a search of the internet finally hit on a Word version of the manual. -
Fluent in French
Fluent in French A Band Director’s Guide to Understanding and Teaching the French Horn Practical Application Project #1 MUSI 6285 Jonathan Bletscher 2 Table of Contents Introduction 4 Part One: Understanding the Horn 5 Horn History 5 Rotary Valves and Anatomy of the Horn 8 - Common Rotary Valve Problems 12 - Disassembling and Reassembling a Rotary Valve 14 - Replacing Rotary Valve String 21 Horn in F and Horn in Bb: Transposing Instruments 26 The Seven Chromatic Brass Fingerings 28 The Overtone Series 30 7 Fingerings, 7 Fundamentals, and 7 Series: Filling in the Gaps 35 The Partial Grouping Method 37 Horn Fingering Tricks 41 Trouble Fitting In: Why Horns Aren’t Like Everyone Else (In the Brass Family) 45 Part Two: Teaching the Horn 47 Picking Your Horn Players 47 Equipping for Success 48 Posture and Holding the Horn 49 Making a Sound on the Horn 53 Common Problems with Horn Embouchure 56 Horn Fingerings 58 Instrument Maintenance 61 Developing as a Horn Player 63 Teaching Strategies 67 More to Learn 70 About the Author 71 Bibliography 72 3 Introduction Consider a student who is about to begin the very frst day of learning a foreign language. The student is pre- sented with very basic vocabulary, is led to dabble in speaking and writing, and very slowly begins absorbing the sound, feel, and structure of the language. This is not unlike the experience of a student learning his or her frst instrument. This slow and steady approach is designed to be the frst step in a years-long sequence of instruction and study for a student who is brand new to the subject.