Growth and Development of Sapphire Crystal for LED Applications
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

The Forsterite-Anorthite-Albite System at 5 Kb Pressure Kristen Rahilly
The Forsterite-Anorthite-Albite System at 5 kb Pressure Kristen Rahilly Submitted to the Department of Geosciences of Smith College in partial fulfillment of the requirements for the degree of Bachelor of Arts John B. Brady, Honors Project Advisor Acknowledgements First I would like to thank my advisor John Brady, who patiently taught me all of the experimental techniques for this project. His dedication to advising me through this thesis and throughout my years at Smith has made me strive to be a better geologist. I would like to thank Tony Morse at the University of Massachusetts at Amherst for providing all of the feldspar samples and for his advice on this project. Thank you also to Michael Jercinovic over at UMass for his help with last-minute carbon coating. This project had a number of facets and I got assistance from many different departments at Smith. A big thank you to Greg Young and Dale Renfrow in the Center for Design and Fabrication for patiently helping me prepare and repair the materials needed for experiments. I’m also grateful to Dick Briggs and Judith Wopereis in the Biology Department for all of their help with the SEM and carbon coater. Also, the Engineering Department kindly lent their copy of LabView software for this project. I appreciated the advice from Mike Vollinger within the Geosciences Department as well as his dedication to driving my last three samples over to UMass to be carbon coated. The Smith Tomlinson Fund provided financial support. Finally, I need to thank my family for their support and encouragement as well as my friends here at Smith for keeping this year fun and for keeping me balanced. -

Interface Effect on Titanium Distribution During Ti-Doped Sapphire Crystals Grown by the Kyropoulos Method
Optical Materials 69 (2017) 73e80 Contents lists available at ScienceDirect Optical Materials journal homepage: www.elsevier.com/locate/optmat Interface effect on titanium distribution during Ti-doped sapphire crystals grown by the Kyropoulos method * Carmen Stelian a, c, Guillaume Alombert-Goget b, , Gourav Sen a, Nicolas Barthalay c, Kheirreddine Lebbou b, Thierry Duffar a a University Grenoble-Alpes, CNAS, SIMAP-EPM, 1340 Rue de la Piscine, BP 75, F-38402, Saint Martin d’Heres, France b Univ Lyon, Universite Claude Bernard Lyon 1, CNRS, Institut Lumiere Matiere, F-69622, Villeurbanne, France c Le Rubis SA, BP 16, 38560, Jarrie, Grenoble, France article info abstract Article history: Large ingot Ti-doped sapphire crystals were successfully grown by Kyropoulos method. Optical charac- Received 16 January 2017 terization of 10 cm diameter crystals shows non-uniform radial distribution of titanium. The measure- þ Received in revised form ments of Ti3 ion distribution in several slices cut perpendicular to the growth direction show that the 5 April 2017 concentration is higher at the periphery of the crystal as compared to the central part of the ingot. Accepted 6 April 2017 Numerical modeling is applied to investigate heat transfer, melt convection and species transport during the Kyropoulos growth process. The transient simulation shows an unsteady convection generated by the strong interaction between the flow and the thermal field. The distribution of Ti in the melt is nearly Keywords: Ti-doped sapphire uniform due to the intense convective mixing. The radial distribution of titanium depends mainly on the fi Solute segregation shape of the crystal-melt interface. -

Sapphire: Properties, Growth, and Applications
Sapphire: Properties, Growth, and 1904), which is sometimes called the flame fusion method. In this technique, alumina powder to be Applications crystallized is fused in a hydrogen–oxygen flame and falls on the molten upper surface of an oriented seed Sapphire has a high refractive index and a broad crystal placed in a furnace (Fig. 1(a)). transmission band spanning the UV, visible, and IR Since this is not a refined process, the material can bands. Sapphire also has a high hardness and melting contain voids and powder inclusions and is likely to be point, and very good thermal conductivity, tensile strained. However, crystals of up to 60mm in diameter strength, and thermal shock resistance (Table 1). The can be grown by this method. Figure 2 shows typical favorable combination of excellent optical and mech- sapphire boules grown by the Verneuil technique. anical properties of sapphire, together with high chemical durability, makes it an attractive structural material for high-technology applications. Sapphire crystals are used in medicine and blood chemistry as 1.2 Czochralski Growth they are resistant to human blood and body fluids, and are totally impervious to moisture and chemically This technique originates from pioneering work by inert. Frequently it is the combination of two, or more, Czochralski (1917). Crystals grow from the meniscus of its properties that make sapphire the only material formed on a free surface of the melt onto the seed available to solve complex engineering design crystal of the required crystallographic orientation. problems. The pull rod is lifted and rotated, and crystallization However, sapphire is difficult to shape owing to its onto the end of the seed occurs (Fig. -
Crystal Growth and Defects
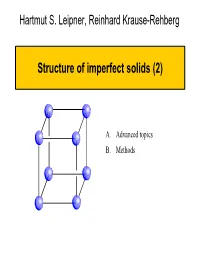
Hartmut S. Leipner, Reinhard Krause-Rehberg Structure of imperfect solids (2) A. Advanced topics B. Methods Syllabus 1–2. Defects and crystal growth 3–4. Defects and semiconductor technology 5–7.* Defect engineering; diffusion 8. Optical methods 9. * Electrical methods 10. * Positron annihilation 11. * Resonance techniques 12. X-ray methods 13. * Probe techniques (* given by Reinhard Krause-Rehberg) 2 Summary As the continuation of the introduction into crystal defects (in the SS 2001), advanced topics of solid state physics related to defects are treated in this semester. Topics are the crystal growth from the point of view of crystal imperfections, diffusion in solids, and the role of defects in the production and the function of solid state devices. In the second part of this lecture, basic experimental techniques of the investigation of defects are introduced. The following methods are treated: optical and electrical methods (luminescence, Hall effect, DLTS), X-ray techniques, probe and resonance techniques (positron annihilation, pertubed angular correlation, electron paramagnetic resonance). The pieces of information to be extracted from the particular methods for the characterization of the defect structure are discussed. 3 Literature K.-T. Wilke: Kristallzüchtung. Berlin: Deutscher Verlag der Wissenschaften 1988. Silicon devices. Ed. K. A. Jackson. Weinheim: Wiley-VCH 1998. Bergmann Schäfer Lehrbuch der Experimentalphysik. Band 6 Festkörper. Hrg. W. Raith. Berlin: De Gruyter 1992. B. G. Jacobi, D. B. Holt: Cathodoluminescence microscopy of inorganic solids. New York: Plenum 1990. S. Pfüller: Halbleitermeßtechnik. Berlin: Verlag Technik 1976. G. Schatz, A. Weidinger: Nukleare Festkörperphysik. Stuttgart: Teubner 1992. Identification of defects in semiconductors. Ed. M. Stavola. San Diego: Academic Press 1998 Hartmut S. -

Development Team
Material science Paper No. : Crystallography & crystal growth Module : Growth from melt II Development Team Prof. Vinay Gupta, Department of Physics and Astrophysics, Principal Investigator University of Delhi, Delhi Prof. P. N. Kotru ,Department of Physics, University of Jammu, Paper Coordinator Jammu-180006 Content Writer Prof. P. N. Kotru ,Department of Physics, University of Jammu, Jammu-180006 Prof Mahavir Singh Department of Physics, Himachal Pradesh Content Reviewer University, Shimla 1 Crystallography & crystal growth Material science Growth from melt II Description of Module Subject Name Physics Paper Name Crystallography & crystal growth Module Name/Title Growth from melt II Module Id 31 2 Crystallography & crystal growth Material science Growth from melt II 31 Bridgman-Stockbarger Growth Technique. 31.1 Introduction The techniques were originated by Bridgman (1925) and Stockbarger (1938) and so are named after them. In these techniques a crucible containing the material to be grown is lowered through a furnace in such a way that the lowest point in the crucible and the solidification surface rises slowly up the crucible. It means that the melt contained in the crucible is progressively frozen to yield a single crystal. The rate of lowering the crucible may range from about 0.1 to 200 mmh─1 but in most of the cases it may range somewhere in between 1-30 mmh─1. There are situations where the movement of the crucible is reversed. In other words, the crucible is raised up through the furnace and so is advantageously applicable for materials which are volatile; the interface with the vapour being the coolest part of the charge. -

Abstracts Book
ABSTRACTS BOOK 5th European Conference on Crystal Growth 9-11 September 2015 Area della Ricerca CNR, Bologna, Italy WELCOME Dear Colleagues, On behalf of the Crystal Growth section of Italian Association of Crystallography (AIC) and the European Network of Crystal Growth (ENCG), we cordially welcome you to Bologna for the Fifth European Conference on Crystal Growth (ECCG5). The aim of ECCG5 is to represent the wide variety of topics connected with Crystal Growth, with a multidisciplinary approach able to answer the demands of the society in different fields of modern life, such as microelectronics, photonics, pharmaceutical and chemical material production, healthcare and cosmetics to name few. To delivery this, the organizing team has scheduled a wide-ranging and thought-provoking program of Plenary, Keynote and Invited conference lectures. The conference also presents two poster sessions, which are rich of very attractive and stimulating presentations. The Conference has been also organized to promote the meeting of researchers coming from public and private entities and to facilitate the cooperation between academia and industry. We aspect that that the program will trigger many fruitful discussions and that this will be an enriching experience for all of us. We express our heartfelt gratitude to the members of International Advisory Board for their qualified and wise guidance concerning the conference structure, content and speakers and to the Local Organizing Committee who have worked in very hard way to make easy many practical, and unexpected, issues associated with the conference organization. Last but not least we are very grateful to the Sponsors and Exhibitors for their significant support. -

An Investigation of the Techniques and Advantages of Crystal Growth
Int. J. Thin. Film. Sci. Tec. 9, No. 1, 27-30 (2020) 27 International Journal of Thin Films Science and Technology http://dx.doi.org/10.18576/ijtfst/090104 An Investigation of the Techniques and Advantages of Crystal Growth Maryam Kiani*, Ehsan Parsyanpour and Feridoun Samavat* Department of Physics, Bu-Ali Sina University, Hamadan, Iran. Received: 2 Aug. 2019, Revised: 22 Nov. 2019, Accepted: 23 Nov. 2019 Published online: 1 Jan. 2020 Abstract: An ideal crystal is built with regular and unlimited recurring of crystal unit in the space. Crystal growth is defined as the phase shift control. Regarding the diverse crystals and the need to produce crystals of high optical quality, several many methods have been proposed for crystal growth. Crystal growth of any specific matter requires careful and proper selection of growth method. Based on material properties, the considered quality and size of crystal, its growth methods can be classified as follows: solid phase crystal growth process, liquid phase crystal growth process which involves two major sub-groups: growth from the melt and growth from solution, as well as vapour phase crystal growth process. Methods of growth from solution are very important. Thus, most materials grow using these methods. Methods of crystal growth from melt are those of Czochralski (tensile), the Kyropoulos, Bridgman-Stockbarger, and zone melting. In growth of oxide crystals with good laser quality, Czochralski method is still predominant and it is widely used in the production of most solid-phase laser materials. Keywords: Crystal growth; Czochralski method; Kyropoulos method; Bridgman-Stockbarger method. A special method is used for each group of elements depending on their usage and importance of their impurity, or consideration of form, impurity and size of crystal. -

Ga2o3 and Its Vertical Structure Leds
micromachines Review Epitaxy of III-Nitrides on β-Ga2O3 and Its Vertical Structure LEDs Weijiang Li 1,2,3, Xiang Zhang 1,2,3, Ruilin Meng 1,2,3, Jianchang Yan 1,2,3, Junxi Wang 1,2,3, Jinmin Li 1,2,3 and Tongbo Wei 1,2,3,* 1 State Key Laboratory of Solid-State Lighting, Institute of Semiconductors, University of Chinese Academy of Sciences, Beijing 100083, China; [email protected] (W.L.); [email protected] (X.Z.); [email protected] (R.M.); [email protected] (J.Y.); [email protected] (J.W.); [email protected] (J.L.) 2 Center of Materials Science and Optoelectronics Engineering, University of Chinese Academy of Sciences, Beijing 100049, China 3 Beijing Engineering Research Center for the 3rd Generation Semiconductor Materials and Application, Beijing 100083, China * Correspondence: [email protected]; Tel.: +86-010-8230-5430 Received: 7 April 2019; Accepted: 8 May 2019; Published: 13 May 2019 Abstract: β-Ga2O3, characterized with high n-type conductivity, little lattice mismatch with III-Nitrides, high transparency (>80%) in blue, and UVA (400–320 nm) as well as UVB (320–280 nm) regions, has great potential as the substrate for vertical structure blue and especially ultra violet LEDs (light emitting diodes). Large efforts have been made to improve the quality of III-Nitrides epilayers on β-Ga2O3. Furthermore, the fabrication of vertical blue LEDs has been preliminarily realized with the best result that output power reaches to 4.82 W (under a current of 10 A) and internal quantum efficiency (IQE) exceeds 78% by different groups, respectively, while there is nearly no demonstration of UV-LEDs on β-Ga2O3. -

Development of $^{100} $ Mo-Containing Scintillating
Development of 100Mo-containing scintillating bolometers for a high-sensitivity neutrinoless double-beta decay search E. Armengaud, C. Augier, A.S. Barabash, J.W. Beeman, T.B. Bekker, F. Bellini, A. Benoît, L. Bergé, T. Bergmann, J. Billard, et al. To cite this version: E. Armengaud, C. Augier, A.S. Barabash, J.W. Beeman, T.B. Bekker, et al.. Development of 100Mo-containing scintillating bolometers for a high-sensitivity neutrinoless double-beta decay search. Eur.Phys.J.C, 2017, 77 (11), pp.785. 10.1140/epjc/s10052-017-5343-2. hal-01669511 HAL Id: hal-01669511 https://hal.archives-ouvertes.fr/hal-01669511 Submitted on 11 Dec 2018 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. Eur. Phys. J. C (2017) 77:785 https://doi.org/10.1140/epjc/s10052-017-5343-2 Regular Article - Experimental Physics Development of 100Mo-containing scintillating bolometers for a high-sensitivity neutrinoless double-beta decay search E. Armengaud1, C. Augier2, A. S. Barabash3, J. W. Beeman4, T. B. Bekker5, F. Bellini6,7, A. Benoît8, L. Bergé9, T. Bergmann10, J. Billard2,R.S.Boiko11, A. Broniatowski9,12, V. Brudanin13, P. -

The Commercial Availability of Larger-Diameter Sic Substrates and Improved Crystalline Quality Has Fostered an Ever-Increasing I
THINK TANK Silicon carbide proving its value as a semiconductor substrate The commercial availability of larger-diameter SiC substrates and improved crystalline quality has fostered an ever-increasing interest in the development and manufacture of power electronic devices, exploiting the unique electrical and thermophysical properties of this wide-bandgap semiconductor material. Silicon carbide (SiC) isn’t a new material, but its use as a semiconductor substrate is helping to advance power electronics and high-frequency electronics applications. Silicon carbide is a compound semiconductor and wind energy; and industrial/commercial cost parity with silicon power devices in the material, synthesized by combining silicon applications such as server power supplies, years to come. and carbon, both from group IV of the UPS for data centers, motor drives and periodic table. It has superior properties medical imaging systems, all benefit from State-of-the-art bulk growth of SiC crystals relative to silicon, in terms of handling higher high-voltage and high-efficiency devices is carried out by the seeded sublimation voltages and temperatures. These increased made from SiC. The high-frequency devices process, often referred as the physical vapor capabilities give SiC-based chips the ability used in 5G telecommunication systems, such transport (PVT) growth method. to do tremendous work in small chip sizes. In as repeater stations, digital TV, radars and Conventional melt growth process adapted addition, SiC can switch efficiently at optoelectronic devices, also drive the for growing single crystal silicon can’t be incredible speeds. adoption of SiC material. adapted for SiC because of the lack of a stoichiometric liquid phase at reasonable Today, as markets and applications push Even though the SiC substrate cost is higher pressures. -
INTERNSHIP REPORT Single Crystal Growth of Constantan by Vertical
INTERNSHIP REPORT Single Crystal Growth of Constantan by Vertical Bridgman Method Supervisor: Prof. Henrik Rønnow Laboratory for Quantum Magnetism (LQM) Rahil H. Bharani 08D11004 Third year Undergraduate Metallurgical Engineering and Materials Science IIT Bombay May – July 2011 ACKNOWLEDGEMENT I thank École Polytechnique Fédérale de Lausanne (EPFL) and Prof. Henrik Rønnow, my guide, for having me as an intern here. I have always been guided with every bit of help that I could possibly require. I express my gratitude to Prof. Daniele Mari, Iva Tkalec and Ann-Kathrin Maier for helping me out with my experimental runs and providing valuable insights on several aspects of crystal growth related to the project. I thank Julian Piatek for his help in clearing any doubts that I have had regarding quantum magnetism pertaining to understanding and testing the sample. I am indebted to Neda Nikseresht and Saba Zabihzadeh for teaching me to use the SQUID magnetometer, to Nikolay Tsyrulin for the Laue Camera and Shuang Wang at PSI for the XRF in helping me analyse my samples. I thank Prof. Enrico Giannini at the University of Geneva for helping me with further trials that were conducted there. Most importantly, I thank Caroline Pletscher for helping me with every little thing that I needed and Caroline Cherpillod, Ursina Roder and Prof Pramod Rastogi for co-ordinating the entire internship program. CONTENTS INTRODUCTION REQUIREMENTS OF THE SAMPLE SOME METHODS TO GROW SINGLE CRYSTALS • CZOCHRALSKI • BRIDGMAN • FLOATING ZONE TESTING THE SAMPLES • POLISH AND ETCH • X-RAY DIFFRACTION • LAUE METHOD • SQUID • X-RAY FLUORESCENCE THE SETUP TRIAL 1 TRIAL 2 TRIAL 3 TRIAL 4 Setup, observations, results and conclusions. -

Download This Article in PDF Format
E3S Web of Conferences 124, 05013 (2019) https://doi.org/10.1051/e3sconf/201912405013 SES-2019 The problem of creating an automated system to control growth of single crystal sapphires from melt as a problem of control and monitoring of a complex nonlinear and dynamic system V A Petrosyan1,*, A V Belousov2, A G Grebenik2 and Yu A Koshlich2 1LLC "Techsapphire", Belgorod, Russia 2BSTU named after V.G. Shukhov, Belgorod, Russia Abstract. The paper mentions some problems of automated control system development for growth of large (150 kg and above) single crystal sapphires. We obtain an analytical equation for the temperature distribution and thermal stresses along the crystal axis during the growth phase. An analysis was carried out and numerical estimates were obtained for the axial distribution of components of thermoelastic stresses depending on the physical, optical, and geometric parameters of the crystal. It is shown that the cause of thermal stresses and blocks during crystal growth is the nonlinear temperature dependence of thermal conductivity and thermal expansion coefficients. 1 Introduction a forced convention and with different density of melt saturation with gas inclusions in these zones. As a result, Based on the general concepts of the theory of normal in the places of melting, more favorable conditions arise directional crystallization from the melt, it is known that for the capture of micron-sized bubbles and their further the crystallization rate 푣푐푟 is proportional to the growth into a single crystal. supercooling of the melt ∆푇 or the temperature gradient It follows from the above that an important at the phase interface.