Experimental Study of the Subsystems in a Microscale Additive Manufacturing Process
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

UP-6178F Lab Tape Casting Machine
UP-6178F Lab Tape Casting Machine Description: Laboratory tape casting machine is suitable for mixing, plasticizing and extruding of TPU, engineering plastics, modified plastics, masterbatch and other high polymer. It has the characteristics of uniform dispersion, plasticizing and coloring, filling and modification. It is mainly used in the fields of casting film product forming, casting material formulation development, casting material performance research, etc., such as transporting materials to casting machine to produce casting film products, etc. Suitable for laboratory test and quality control, teaching research and small-scale production. Introduction: This machine is single layer casting and sheet extrusion equipment. It is suitable for the testing and evaluation of the casting performance of polymer materials, the research and development of new product formula, etc. it is the first choice of equipment for major manufacturers and scientific research institutions. Application scope: 1. Test and evaluation of casting performance of polymer materials 2. R & D of new product formula 3. Optimization of production process parameters 4. Small scale production of thin film 5. Quality control Parameters: Single screw extruder: 1. Screw: ¢ 20mm PE, EVA, special screw 2. Screw speed: 0-95rpm frequency conversion speed regulation 3. Length diameter ratio: 1:28 4. Screw material: 38CrMoAl chrome molybdenum alloy, surface treated by tempering, nitriding, chrome plating, polishing and ultra precision grinding, hardness HRC 5. 55 ~ 60, roughness Ra ≤ 0.4 μ m, nitriding layer depth ≥ 0.6mm 6. Barrel material: 38CrMoAl chrome molybdenum alloy, surface treated by tempering, nitriding, chrome plating, polishing and ultra precision grinding, hardness HRC 7. 55 ~ 60, roughness Ra ≤ 0.4 μ m, nitriding layer depth ≥ 0.6mm 8. -
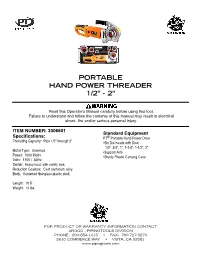
Portable Hand Power Threader 1/2” - 2”
PORTABLE HAND POWER THREADER 1/2” - 2” Read this Operator’s Manual carefully before using this tool. Failure to understand and follow the contents of this manual may result in electrical shock, fire and/or serious personal injury. ITEM NUMBER: 3306601 Standard Equipment Specifications: PT ® Portable Hand Power Drive Threading Capacity: Pipe 1/2" through 2" •Six Die heads with Dies: 1/2”, 3/4”, 1”, 1-1/4”, 1-1/2”, 2” Motor Type: Universal •Support Arm Power: 1000 Watts •Sturdy Plastic Carrying Case Volts: 110V / 60Hz. Switch: heavy load, with safety lock. Reduction Gearbox: Cast aluminum alloy. Body: Hardened fiberglass plastic shell. Length: 19.5” Weight: 14 lbs. FOR PRODUCT OR WARRANTY INFORMATION CONTACT ARGCO - PIPINGTOOLS DIVISION PHONE: 800-854-1015 • FAX: 760-727-3270 2610 COMMERCE WAY • VISTA, CA 92081 www.pipingtools.com PT ® POWER HAND THREADER General Safety Information • When operating a power tool outside, use an outdoor extension cord marked “W-A” or “W”. These cords are rated for outdoor use and reduce the risk of electrical shock. Read and understand all instructions. • Use only three-wire extension cords which have three-prong Failure to follow all instructions listed below may grounding plugs and three-pole receptacles which accept the tool’s result in electric shock, fire, and/or serious plug. Use of other extension cords will not ground the tool and personal injury. increase the risk of electrical shock. • Use proper extension cords. (See chart.) Insufficient conductor size Work Area Safety will cause excessive voltage drop and loss of power. • Keep your work area clean and well lit. -

University Micrdfilms International 300 N
INFORMATION TO USERS This reproduction was made from a copy of a document sent to us for microfilming. While the most advanced technology has been used to photograph and reproduce this document, the quality of the reproduction is heavily dependent upon the quality of the material submitted. The following explanation of techniques is provided to help clarify markings or notations which may appear on this reproduction. 1. The sign or “target” for pages apparently lacking from the document photographed is “Missing Page(s)” . If it was possible to obtain the missing page(s) or section, they are spliced into the film along with adjacent pages. This may have necessitated cutting through an image and duplicating adjacent pages to assure complete continuity. 2. When an image on the film is obliterated with a round black mark, it is an indication of either blurred copy because of movement during exposure, duplicate copy, or copyrighted materials that should not have been filmed. For blurred pages, a good image of the page can be found in the adjacent frame. If copyrighted materials were deleted, a target note will appear listing the pages in the adjacent frame. 3. When a map, drawing or chart, etc., is part of the material being photographed, a definite method of “sectioning” the material has been followed. It is customary to begin filming at the upper left hand corner of a large sheet and to continue from left to right in equal sections with small overlaps. If necessary, sectioning is continued again—beginning below the first row and continuing on until complete. -

Small Tools, Office Supplies & Equipment And
SMALL TOOLS, OFFICE SUPPLIES & EQUIPMENT AND CONSUMABLES & EXPENDABLES LIST This list is provided as a guide and is not deemed to be a full and complete list. Page 1 of 7 2107686.1 PART I SMALL TOOLS, OFFICE SUPPLIES & EQUIPMENT LIST The following schedule of small tools, office supplies and equipment is included as a guide in defining and/or classifying items as small tools, office supplies and equipment, and is not deemed to be a full and complete list. • Concrete Buddie - Hand A C • Consumables – paper (including letterhead), pens, pencils (wood & • Adapter – socket drive • Cabinet – File – all mechanical), erasers, white out, staples, • Adding Machine • Cable – Welding paper and bulldog clips, knives and • Adzes • Calculators blades, scissors, ruler and other straight • Agitators – paint – handheld, desk – all edges, scales, file folders and hangers, • Air Hoses • Calliper – Inside 6” white, chalk and peg boards, markers, • Aligner – metal door frame • Calliper – Outside 6” tape dispensers and tape, computer disks, push pins, binders, elastics • Aligner – pipe, lever type • Calliper – Vernier 12” • Cooler • Anvil • Cameras – video, Polaroid and still with • Augers lenses and tripods – all – Water, electric • • Axes Car mover – Construction • Carrier • Creeper – Auto mechanic B – Brick, timber • Cutter – Angle iron • Cutter – BX armor • Band-it-tool – Hand • Cutter – Bolt all • Banding Machine • Cart – Welding, cylinder trucks • Cutter – Cable • Bar – crow, wrecking, pitch point • Caulking gun • Cutter – Hydraulic with heavy duty • Belts – safety, pole climbing • Caulking irons cutter head • Bender – conduit pipe, rebar, sheet • Cement, masonry jointing tools • Cutter – gasket, machine, vise mount or metal, tubing • Chains – Log and cable hand • Binder/Cinch – load and • Chain – Measuring, complete with • Cutter – Pipe all chains/belts/cables reducer - 100 ft. -
Safety and Operating Manual
SAFETY AND OPERATING MANUAL PIPE THREADING MACHINE MODEL NO. 250 1” Capacity Please record your machine Model No. and Serial No. which are located on nameplate. Model No. Serial No. WARNING: For your own safety and effective operation, read this Safety and Operating Manual carefully and completely before assembling and operating this unit. Failure to understand and follow the contents of this manual may result in electrical shock, fire and/or serious personal injury. Store this manual on your hand Save this manual for future reference CONTENTS Safety Information ・・・・・・・・・・・・・・・・・・・・・・・ 3 Parts Name ・・・・・・・・・・・・・・・・・・・・・・・・・・ 6 Description, Specification and Standard Equipments・・・・・・・・ 7 Preparing for Operation ・・・・・・・・・・・・・・・・・・・・ 8 1. Machine Mounting ・・・・・・・・・・・・・・・・・・・・・・・ 8 2. Machine Inspection ・・・・・・・・・・・・・・・・・・・・・・・ 8 3. Machine and Work Area Set-Up ・・・・・・・・・・・・・・・・・ 9 4. Cutting Oil Lubrication ・・・・・・・・・・・・・・・・・・・・ 10 Machine Operation・・・・・・・・・・・・・・・・・・・・・・・ 11 1. Installing and Removing Pipe ・・・・・・・・・・・・・・・・・ 11 2. Cutting Pipe・・・・・・・・・・・・・・・・・・・・・・・・・・ 12 3. Reaming Pipe ・・・・・・・・・・・・・・・・・・・・・・・ 12 4. Threading Pipe ・・・・・・・・・・・・・・・・・・・・・・・ 13 Adjustment of Die Head ・・・・・・・・・・・・・・・・・・・・ 14 1. Replacement Dies ・・・・・・・・・・・・・・・・・・・・・・・ 14 2. Selection of Size ・・・・・・・・・・・・・・・・・・・・・・・ 14 3. Adjustment for Thread O.D. ・・・・・・・・・・・・・・・・・ 15 4. Adjustment for Thread Length ・・・・・・・・・・・・・・・・・ 15 Maintenance Instruction ・・・・・・・・・・・・・・・・・・・・ 16 1. Lubrication ・・・・・・・・・・・・・・・・・・・・・・・・・・ 16 2. Carbon Brush Replacement・・・・・・・・・・・・・・・・・・・・ 16 -
8090 Operation Booklet
50/60Hz PIPE THREADING MACHINE 8090 OPERATION MA取N扱U説A明L書 Be sure to read this Operation Manual before using the machine. - Note - - Be sure to hand this operation manual to the user. - To ensure safe and efficient use, read the manual thoroughly before using the machine. - Be sure to keep the manual where the operator can refer to it whenever necessary. Date of purchase: Year Month Distributor: Thank you for purchasing a WHEELER REX pipe threading machine. Precision-engineered for cutting, reaming, threading and, with our optional Portable Groovers, grooving steel and stainless steel (option) pipes, our product will give you years of reliable service if you simply follow the instructions in this manual carefully. Before using the machine, therefore, make sure you read the manual from start to finish, paying particular attention to the Safety Considerations on pages 1 & 2 and Precautions on pages 3 & 4. To avoid accident and injury, never use the machine for any purposes other than those described in this manual. Should you need further advice, contact your distributor or WHEELER REX. CONTENTS Safety Considerations .............................................................................. 1 Precautions .........................................................................................3 Main Parts, Specifications, Standard Accessories, Usage.....................................5 Getting Ready 1. Transportation ..............................................................................6 2. Machine set up .............................................................................6 -

The Dynisco Extrusion Processors Handbook 2Nd Edition
The Dynisco Extrusion Processors Handbook 2nd edition Written by: John Goff and Tony Whelan Edited by: Don DeLaney Acknowledgements We would like to thank the following people for their contributions to this latest edition of the DYNISCO Extrusion Processors Handbook. First of all, we would like to thank John Goff and Tony Whelan who have contributed new material that has been included in this new addition of their original book. In addition, we would like to thank John Herrmann, Jim Reilly, and Joan DeCoste of the DYNISCO Companies and Christine Ronaghan and Gabor Nagy of Davis-Standard for their assistance in editing and publication. For the fig- ures included in this edition, we would like to acknowledge the contributions of Davis- Standard, Inc., Krupp Werner and Pfleiderer, Inc., The DYNISCO Companies, Dr. Harold Giles and Eileen Reilly. CONTENTS SECTION 1: INTRODUCTION TO EXTRUSION Single-Screw Extrusion . .1 Twin-Screw Extrusion . .3 Extrusion Processes . .6 Safety . .11 SECTION 2: MATERIALS AND THEIR FLOW PROPERTIES Polymers and Plastics . .15 Thermoplastic Materials . .19 Viscosity and Viscosity Terms . .25 Flow Properties Measurement . .28 Elastic Effects in Polymer Melts . .30 Die Swell . .30 Melt Fracture . .32 Sharkskin . .34 Frozen-In Orientation . .35 Draw Down . .36 SECTION 3: TESTING Testing and Standards . .37 Material Inspection . .40 Density and Dimensions . .42 Tensile Strength . .44 Flexural Properties . .46 Impact Strength . .47 Hardness and Softness . .48 Thermal Properties . .49 Flammability Testing . .57 Melt Flow Rate . .59 Melt Viscosity . .62 Measurement of Elastic Effects . .64 Chemical Resistance . .66 Electrical Properties . .66 Optical Properties . .68 Material Identification . .70 SECTION 4: THE SCREW AND BARREL SYSTEM Materials Handling . -

Miniature Die Casting S E C T I O N
Engineering & Design: Miniature Die Casting SECTION Section Contents NADCA No. Format Page B Frequently Asked Questions (FAQ) 4B-2 4 1 Introduction 4B-2 2 Typical Design and Tolerance Data S-4B-1-15 Standard 4B-3 3 Miniature Die Casting Machines 4B-4 4 Miniature Die Casting Dies 4B-4 5 Design Considerations for Miniature Die Castings 4B-7 5.1 Weight Reduction 4B-7 5.2 Ribs 4B-7 5.3 Shrinkage 4B-7 5.4 Draft 4B-7 5.5 Uniform Cross Section 4B-8 5.6 Fillets & Radii 4B-8 5.7 Surface Finish 4B-8 5.8 Parting Line & Ejector Pins 4B-8 4B 5.9 Part Identification 4B-9 5.10 Side Cores 4B-9 5.11 Combining Functions 4B-9 5.12 Variations 4B-9 5.13 Skin 4B-10 5.14 Gears 4B-10 5.15 Threads 4B-10 5.16 Insert Die Casting 4B-10 5.17 Crimping, Staking, Bending and Forming 4B-10 6 Available Finishes 4B -11 7 Castable Zinc Alloys 4B -11 8 Glossary of Miniature Die Casting Technology 4B-12 NADCA Product Specification Standards for Die Castings / 2015 4B-1 Engineering & Design: Miniature Die Casting Frequently Asked Questions (FAQ) 1) What is the difference between Section 4A and Section 4B, Miniature Die Casting? See page 4B-2, Introduction. 2) What is a Miniature Die Cast Machine? See page 4B-4, Miniature Die Cast Machines. 3) How tight can dimensional tolerances be held for mini-zinc castings? See page 4B-3, Typical Design and Tolerance Data. 1 Introduction Miniature die casting is a precision fabricating process similar to conventional hot chamber die casting, but capable of much faster cycle times, tighter tolerances and minimal secondary operations. -
Pipe Cutters
NEW PRODUCTS IMPROVED 4991 CLOSE QUARTERS TUBING CUTTER Page 31 Phone (440) 998-2788 8:00 a.m. to 4:30 p.m. Eastern Standard Time BOLT CUTTERS Page 58 Toll-Free 1-800-321-7950 Fax (440) 992-2925 STAINLESS STEEL TUBING CUTTERS Page 33 Web www.wheelerrex.com E-mail [email protected] Follow us on Facebook, Twitter & LinkedIn HYDRANT NUT Page 51 BENCH VISE To expedite telephone Page 42 orders, please have your customer number ready. We accept Visa, Mastercard & Discover. Wheeler manufacturing Division of Rex international U.S.A., inc. 3744 jefferson road 373080 GAS HYDROSTATIC TEST PUMP Ashtabula, oh 44004 Page 26 32450 PNEUMATIC HYDROSTATIC TEST PUMP Page 29 363060 GAS FIRE HOSE TESTER 701440 HOT TAP ARBOR ASSEMBLY Page 29 Page 46 j'7OƒOoƢźƢMȼÌ̤¼·y°ƢY¼¼°Ƣ yÒy°¼ƢźƢ*ÌÌØƢIJ TABLE OF CONTENTS Pipe Cutters Pages 4–9 Trash Pumps Page 30 Pipe Freezing Kit Page 45 sManual & Ratchet Pipe Cutters s2" and 3" Trash Pumps sPipe Freezing Kit sSoil Pipe Coupling Torque Wrenches s4" Trash Pump sReplacement Polar Spray sHydraulic Pipe Cutters & Fluid sMudsucker Pumps Drilling and Tapping Tools Pages 46–49 sReplacement Cutter Chains Tube Tools Pages 31–34 sInternal Cast Iron Pipe Cutter sHot Tap System & Accessories sSteel Pipe Cutters sAuto-C Cutters sDrill Taps sHinged Pipe Cutters sClose Quarters Cutter sTapping Fluid sPipe Cleaner/Scraper sTube Brushes sPortable Hole Cutters sPipeMaster and Accessories sRatch Cuts and Kits sHole Cutter Systems & Shells sTube Tools sEarthworm Hydro-Drill Grooving & Fabrication Pages 10–12 sStainless Steel Tube Cutters -

RSVP 2016 Catalog 081716
Geometeric Chasers GEOMETRIC CHASER System RSVP Tooling now offers a comprehensive selection of thread Samn & Saman Style dieheads are a simple, durable design cutting diehead options to consider for virtually any job lot offering an attractive alternative to acorn type die chasers. size or application. We are proud to offer an economic solution Their one piece construction and ample thread size range to suit any requirement. offer an economic solution for short run applications and those with limited clearance. The SAMN style heads are a D Style dieheads are commonly used in automatic or manual basic straight shank design whereas the SAMAN heads are operations, mounted in a fixed, stationary position in a turret offerd with threaded bodies to screw directly onto standard or tool holder. Known as self opening type heads, they pull #1 through #4 acorn holders. open when feed is stopped and are reset to the closed position by use of a reset lever actuated by hand or index of the Note: As is the case with all RSVP Tooling Dieheads, we can machine. manufacture any head with customer specific requirements such as ground pilot bore, tap adapter fitting and virtually DJ Style dieheads utilize the same chasers as D style heads any shank configuration. and are made to withstand the same heavy duty applications. DJ heads are used where an opening type head is not D-Style - Overview & Components...................................23 - 24 mechanically supported or preferred. Referred to as solid DJ - Overview & Components ..................................................25 adjustable type, DJ heads are suited to threading operations SAMN - Overview & Components ..........................................26 where reversing of the spindle is preferred such as in milling SAMAN - Overview & Components ........................................27 machines or lead screw controlled applications. -

2021 Master Rate Card July 1St.Xlsx
2021 CANADIAN RENTAL RATES Effective July 1st, 2021 HOISTING & RIGGING WEEKLY 4 WEEKS Chainfall (CERTIFIED) Rates listed are based on 20' lift * Lifts available up to 100 ft. 1/2 ton 41 79 1 Ton 52 95 1-1/2 Ton 55 110 2 Ton 60 146 3 Ton 80 191 5 Ton 110 300 7-1/2 Ton 192 575 10 Ton 282 682 15 Ton 575 1,710 Puller (CERTIFIED) Rates listed are based on 5' chain * Length available up to 20 ft. 3/4 Ton 46 102 1-1/2 Ton 52 110 3 Ton 56 137 6 Ton 89 237 Air Hoist (CERTIFIED) Lifts available up to 150 ft. 1/2 Ton 50 ft. 265 733 1 Ton 40 ft. 279 769 1 Ton 60 ft. 340 924 2 Ton 40 ft. 396 1,038 2 Ton 60 ft. 469 1,289 3 Ton 40 ft. 500 1,405 3 Ton 100 ft. 559 1,670 6 Ton 40 ft. 704 2,109 6 Ton 80 ft. 1,592 3,979 Electric Hoist (CERTIFIED) Lifts available up to 150 ft. 1/2 Ton, 110 V 50 ft. 225 580 1 Ton, 110 V 40 ft. 225 580 2 Ton, 110V 40 ft. 270 698 2 Ton, 110/220 V 60 ft. 277 815 3 Ton, 575 V 3PH 60 ft. 387 1,038 5 Ton, 575 V 3PH 50 ft. 500 1,466 Trolley & Beam Clamp (CERTIFIED) 1/2 Ton 34 75 1 Ton 34 75 2 Ton 34 83 3 Ton 49 123 5 Ton 74 184 10 Ton 98 245 Tugger / Winch (CERTIFIED) Cable sold seperately Tugger, Air 1,100 lb. -

LESSONS from the STORM How COVID-19 Is Changing Our Industry
A Publication of The Association of the SPRING 2020 Union Constructors www.tauc.org constructionadvancing union construction and maintenanceuser LESSONS FROM THE STORM How COVID-19 Is Changing Our Industry 4 The New Normal 6 Facing the Ultimate Test 10 COVID-19 and Jobsite Culture The Boilermakers advantage FORGED FROM INTEGRITY. WE ARE MULTI-SKILLED RIGGERS, FITTERS, WELDERS AND MORE. WE ARE COMMITTED TO WORKING SAFELY. WE ARE 100% SUBSTANCE ABUSE TESTED. WE ARE COMMITTED TO YOUR SUCCESS. WE LIVE THE BOILERMAKER CODE. WE ARE BOILERMAKERS. Let’s get to work together. Visit us online at BestInTrade.org The Boilermakers advantage A Publication of The Association of FORGED FROM the SPRING 2020 Union Constructors www.tauc.org INTEGRITY. constructionadvancing union construction and maintenanceuser The Construction User is published WE ARE MULTI-SKILLED RIGGERS, FITTERS, WELDERS AND MORE. quarterly by: WE ARE COMMITTED TO WORKING SAFELY. WE ARE 100% SUBSTANCE ABUSE TESTED. IN EVERY ISSUE IN EVERY CORNER THE ASSOCIATION OF UNION 4 FROM THE DESK OF THE PRESIDENT 10 THE BRESLIN CORNER CONSTRUCTORS 1501 Lee Highway, Suite 202 The New Normal: Overcoming Jobsite Barriers to WE ARE COMMITTED TO YOUR SUCCESS. Arlington, Va 22209 A Work in Progress COVID-19 Health and Safety 703.524.3336 Steve Johnson Mark Breslin 703.524.3364 (Fax) www.tauc.org WE LIVE THE BOILERMAKER CODE. 11 THE EHS CORNER EXECUTIVE EDITOR FEATURED ARTICLES New Job, New Era — and David Acord New Challenges 703.628.5545 6 Testing the Blade Alex Kopp WE ARE BOILERMAKERS. [email protected] Steve Lindauer ADVERTISING REPRESENTATIVE 14 THE GOVERNMENT AFFAIRS CORNER (Contact for rates and details) 8 TAUC Notes Crisis & Collaboration Bill Spilman Justin Bruce Innovative Media Solutions 12 The End of the Cadillac Tax on 320 W.