Bicycle Headset with Adjustable Spring Rate
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Timberjack Framesheet
TIMBERJACK FRAMESHEET RETAILER: This framesheet MUST BE provided to the end user. Frame Compatibility At Salsa, we believe that a sense of adventure makes life better. Design Wheel/Tire Size 27.5 x 3.0" max. (at 427mm rear center) The bicycle can be so much more than just a bike; it’s a path to new places, new people, and amazing experiences. Alternative Wheel/Tire Size 29 x 2.5" max. (at 420mm rear center) Suspension Fork Length 511–541mm (100–130mm) Thank you for your purchase. We hope it makes a good riding (Travel) experience even better! Rigid Fork Length 483–502mm Salsa. Adventure by bike®. Fork Offset 45–51mm Thank you for purchasing a Salsa Timberjack! We want to give you Headset-Upper ZS44 important information about your bike... Headset-Lower ZS56 WARNING: CYCLING CAN BE DANGEROUS. BICYCLE Seatpost 30.9mm PRODUCTS SHOULD BE INSTALLED AND SERVICED BY A PROFESSIONAL MECHANIC. NEVER MODIFY YOUR BICYCLE Seat Collar 35.0mm OR ACCESSORIES. READ AND FOLLOW ALL PRODUCT Dropper Compatible (Routing) Yes INSTRUCTIONS AND WARNINGS INCLUDING INFORMATION Front Derailleur Mount 148mm rear spaced: high direct mount ON THE MANUFACTURER’S WEBSITE. INSPECT YOUR BICYCLE (29mm offset) via 34.9mm clamp BEFORE EVERY RIDE. ALWAYS WEAR A HELMET. Problem Solvers Bracket (FS1328) 142mm rear spaced: high direct mount Intended Use: Condition 3 (26.5mm offset) via 34.9mm clamp Problem Solvers bracket (FS1323) CONDITION DESCRIPTION SALSA MODEL Bottom Bracket 73mm BSA, threaded Crankset (Max Ring) 1x crankset: 32t max. Boost or 30t max. This is a set of conditions for the operation Non-Boost, 2x crankset: 36/24t max. -
Service Manual & Spare Parts
SERVICE MANUAL SUPERIOR SUE-05 SUPERIOR SERVICE BIKE CATEGORY MANUAL This bikes are equipped with only front suspension fork with short travel and are constructed for “standard” rides, assuming adherence to type-2 operating conditions: Superior would like to congratulate you on the purchase of your new bicycle. We place great emphasis on the choice Type-2 operating conditions of materials and their processing so as to ensure the highest quality of our products, a long service life and great Riding on paved roads and unpaved and gravel roads and trails with moderate grades. functionality. In this set of conditions, contact with irregular terrain and loss of tire contact with the ground may occur. Drops are intended to be limited to 15 cm (6 in.) or less. The Servis Manual contains and specifies certain rules that should be followed if you want to enjoy your high-quality Superior product for many years to come. You have received the Operating Manual with your bike. Superior supplies high-quality bicycles exclusively for specialized shops. These products are already partially pre- assembled. The final assembly of a bike for riding can only be carried out by an authorized Superior dealer. This particularly applies to the basic configuration of suspension components, the front and back derailleurs and braking systems. This will ensure maximum safety when using the product. PREVENTING DAMAGE WARNING WARNING • Avoid contact with hard or sharp items. Do not rest your bike with the top tube of the frame against a column or corner of a building. • When fixing the wheel, place the entire bike in a stand and clamp the seatpost and avoid high side loads; this WARNINGS RELATED TO Any adjustments and modifications can lead to especially applies when replacing the bottom bracket and cranks/crankset. -

C SERIES MANUAL TABLE of CONTENTS Introduction
C SERIES MANUAL TABLE OF CONTENTS Introduction ............................................. 1 Frame Features ........................................... 2 Fork Preparation ......................................... 3 Small Parts .............................................. 5 Frame Preparation........................................ 6 Brake Housing Installation............................... 7 Mechanical Cable Routing ................................. 9 Electric Cable Routing .................................. 11 Mudguard Installation ................................... 13 Frame Guard Installation ................................ 16 Through-Axle Wheel Installation ......................... 17 INTRODUCTION Welcome to the Cervélo family, and congratulations on your decision to enjoy a C Series bicycle. Designed to inspire, C Series bicycles combine the exceptional lightness and stiffness engineered into every Cervélo , with a geometry designed to elevate your confidence, and deliver day long riding comfort. After 25 years of defining high performance, we are honoured to join you as you travel down the path less taken. This document has been prepared to guide you through the assembly of the unique features of the C Series, but is intended only as a supplement to the assembly instructions offered by your component manufacturer. 1 Version 2 - 2018-07-05 - CER-C23-V2 FRAME FEATURES A guide to your Cervélo C Series frame. Front derailleur wire exit hole, Down tube internal electric and cable ports mechanical Down tube battery wire hole Rear dropout cable exit Bottom bracket cable port 2 FORK PREPARATION A. Stem Cap + 5mm bolt 1. Apply grease to the bearing seats, and Install the upper & lower A headset bearings into the head tube. B. Headset Spacers 2. Fit the fork into the head tube with the complete headset, C. Bearing Cap B required spacers, and the stem. D. Compression Ring 3. Apply the minimum pressure needed to ensure the assembly is C fully seated. -

26″ Hyper HBC Cruisers Manual
The following manual is only a guide to assist you and is not a complete or comprehensive manual of all aspects of maintaining and repairing your bicycle. The bicycle you have purchased is a complex object. Hyper Bicycles recommends that you consult a bicycle specialist if you have doubts or concerns as to your experience or ability to properly assemble, repair, or maintain your bicycle. You will save time and the inconvenience of having to go back to the store if you choose to write or call us concerning missing parts, service questions, operating advice, and/or assembly questions. 177 Malaga Park Dr. Malaga, NJ 08328 Call Toll Free SERIAL NUMBER LOCATION 1-866-204-9737 Local 417-206-0563 Bottom View Fax: 775-248-5155 Monday-Friday 8:00AM to 5:00PM (CST) For product related questions email us at: [email protected] For customer service questions email us at: [email protected] IMPORTANT NOTICE WRITE YOUR SERIAL NUMBER HERE serial number Keep your serial number handy in case of damage, loss or theft. B I C Y C L E O W N E R ’ S M A N U A L Contents SAFETY Safety Equipment 2 Mechanical Safety Check 3 Riding Safety 5 IMPORTANT NOTE TO PARENTS 5 Rules of the Road 7 Rules of the Trail 9 Wet Weather Riding 10 Night Riding 10 Bicycling in Traffic 12 ASSEMBLY, MAINTENANCE May not be May not be AND ADJUSTMENT exactly as exactly as illustrated illustrated Fenders 30 NEW OWNER Warranty 36 Purchase Record 37 VISIT US ONLINE@ M A X W E I G H T : 2 7 5 l b s www.hyperbicycles.com This manual contains important safety, performance If you have a problem, do not return to the store, and maintenance information. -

Lefty Ocho Owner’S Manual Supplement © 2018 Cycling Sports Group Lefty Ocho Owner’S Manual Supplement 134923 (07/2018)
134923 Warning! Read this supplement and your cannondale bicycle owner’s manual. Both contain important safety information. Keep both for future reference. Lefty Ocho WWW.CANNONDALE.COM Owner’s manual supplement © 2018 Cycling Sports Group Lefty Ocho Owner’s Manual Supplement 134923 (07/2018) CANNONDALE USA CANNONDALE EUROPE CANNONDALE UK Cycling Sports Group, Inc. Cycling Sports Group Europe, B.V. Cycling Sports Group 1 Cannondale Way, Hanzepoort 27, 7570 GC, Oldenzaal, Vantage Way, The Fulcrum, Wilton CT, 06897, USA www.cannondale.com Poole, Dorset, BH12 4NU www.cannondale.com [email protected] 018_ Lefty Ocho OMS CVR_print.indd 1 11.06.18 15:40 LEFTY OCHO - OWNERS MANUAL SUPPLEMENT ENGLISH Explicit Definitions CONTENTS In this supplement, particularly important information is presented in the following ways: Safety Information .................................................2-5 Technical Information...........................................6-17 Indicates a hazardous situation which, if not avoided, may Maintenance ...........................................................18 result in death or serious injury. NOTICE Indicates special precautions that must be taken to avoid damage. Cannondale Supplements This manual is a “supplement” to your Cannondale Bicycle Owner’s Manual. This supplement provides additional and important model specific safety, maintenance, and technical information. It may be one of several important manuals/supplements for your bike; obtain and read all of them. Your Authorized Please contact your Authorized Cannondale Dealer immediately Cannondale Dealer if you need a manual or supplement, or have a question about To make sure your bike is serviced and maintained correctly, and your bike. You may also contact us using the appropriate country/ that you protect applicable warranties, please coordinate all service region/location information. -

Safety Information
125367.PDF SAFETY INFORMATION HEADSHOK SOLO w/DL50 BiCYCLE ForK SUPPLEMENT ABOUT THIS SUPPLEMENT Please consult the Cannondale Solo Bicycle Fork Owner’s Manual Supplement for care and maintenance information Cannondale Owner’s Manual Supplements provide concerning the fork and front wheel removal and installation. important model specific safety, maintenance, and technical information. They are not replacements for your Cannondale Bicycle Owner’s Manual. REAR BRAKE ROTOR This supplement may be one of several for your bike. Be sure to obtain and read all of them. WARNING If you need a manual or supplement, or have a question KeeP yoUR HanDS anD fingers CLear of THE about your bike, please contact your Cannondale Dealer BraKE rotor anD CHainCase!! immediately, or call us at one of the telephone numbers listed on the back cover of this manual. You can download Adobe Acrobat PDF versions of any CHAINCASE HUB CAP Cannondale Owner’s Manuals or Supplements from our website: http://www.cannondale.com/bikes/tech. NOTICE • This manual is not a comprehensive safety or service DO not RIDE THIS BIKE WITH THE CHAINCASE HUB manual for your bike. CAP remoVED. Serious damage to the hub will result. See page 13. • This manual does not include assembly instructions for your bike. • All Cannondale bikes must be completely assembled and inspected for proper operation by a Cannondale Dealer before delivery to the owner. BICYCLE REPAIR / WORK STANDS The clamping jaws of a bike stand can generate a crushing WARNING force strong enough to seriously damage your frame. This supplement may include procedures beyond the NOTICE scope of general mechanical aptitude. -

On the Effectiveness of Suspension Stems in Reducing the Vibration Transmitted to a Cyclist’S Hands in Road Cycling †
Proceedings On the Effectiveness of Suspension Stems in Reducing the Vibration Transmitted to a Cyclist’s Hands in Road Cycling † Jean-Marc Drouet 1,*, Derek Covill 2 and Antoine Labrie 1 1 VÉLUS Laboratory, Mechanical Engineering Department, Université de Sherbrooke, 2500 Boulevard de l’Université, Sherbrooke, QC J1K 2R1, Canada; [email protected] 2 School of Computing, Engineering and Mathematics—University of Brighton, Cockcroft Building, Lewes Road, Brighton BN2 4GJ, UK; [email protected] * Correspondence: [email protected]; Tel.: +1-819-821-8000 (ext. 61345) † Presented at the 13th conference of the International Sports Engineering Association, Online, 22–26 June 2020. Published: 15 June 2020 Abstract: The practice of road cycling is often associated with low levels of comfort for the cyclist and can be a physically painful experience on bad roads. Apart from cushioning in the saddle, applying handlebar tape, or reducing tyre pressure, a road bicycle offers in itself few options for comfort improvement, as it is primarily designed for performance, with emphasis on low mass and high stiffness. However, a range of components exist (e.g., suspension stems and seatposts) that can be fitted to a road bicycle, which can potentially improve comfort. In this context, the aim of this study was to assess the effectiveness of suspension stems in reducing the vibration transmitted to a cyclist’s hands in the case of impact loading. The results showed an important reduction in the vibrational energy transmitted to a cyclist’s hands with two commercially available suspension stems compared to a regular stem. -
ECR 29 Fork Instructions Compatibility Intended Use Safety
RETAILER: These fork instructions MUST BE provided to the end user. ECR 29 Fork Instructions Hi there. Thanks for spending your hard-earned cash on this Surly fork. Surly stuff is designed to be useful and durable. We’re confident it will serve you well for years to come. WARNING: Cycling can be dangerous. Bicycle products should be installed and serviced by a professional mechanic. Never modify your bicycle or accessories. Read and follow all product instructions and warnings including information on the manufacturer’s website. Inspect your bicycle before every ride. Always wear a helmet. Additional Product and Safety Information can be found at the website: surlybikes.com/safety Compatibility Steerer: EC34/28.6 upper, Hub spacing/Hub dish: 100mm EC34/30 lower Tire clearance: 29 x 2.5˝ or 27.5 x 3.0˝, Steerer length: 260mm individual tire and rim combos affect tire clearance Axle-to-crown: 468mm Brakes: Disc Offset: 47mm Intended Use ASTM F2043 CONDITION 3 This is a set of conditions for the operation of a bicycle that includes Condition 1 and Condition 2 as well as rough trails, rough unpaved roads and rough terrain and unimproved trails that require technical skills. Jumps and Drops are intended to be less than 61cm (24˝). Please see link to Bike Owner’s Manual on surlybikes.com/safety for complete list of riding Jumps and drops are intended to be less than condition descriptions. 3 61cm (24″) Safety WARNING: FAILURE TO READ AND FOLLOW ANY OF THESE SAFETY WARNINGS COULD CAUSE A CRASH AND SERIOUS INJURY • Do not rest the fork dropouts on the floor or other hard surface; doing so can damage the fork, making it unsafe or dangerous to ride • This fork is only compatible with quick release fenders. -
Volagi Viaje Apex 9
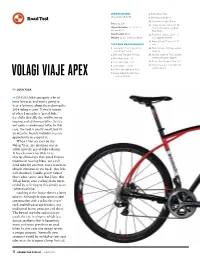
SPECIFICATIONS 8. Fork offset: 5cm Road Test VOLAGI VIAJE APEX 9. Wheelbase: 99.8cm 10. Standover height: 80cm Price: $2,620 11. Frame: Double Butted 4130 Sizes Available: 50, 53, 55, 57, Chromoly steel, Long Bow 60, and 63cm Flex Stays Size Tested: 55cm 12. Fork: Full carbon, 1 1/8” – 1 Weight: 21 lbs. (without pedals) 1/2” tapered steerer 13. Rims: Volagi E7 Ignite XL 32 TEST BIKE MEASUREMENTS hole 1. Seat tube: 52.5cm (center to 14. Hubs: Volagi cartridge sealed top of seat collar) bearing 2. Effective Top tube: 54.4cm 15. Spokes: Sandvik T302 double- 3. Head tube angle: 72° butted with brass nipples 4. Seat tube angle: 73.5° 16. Tires: Jack Brown 700 x 33.3 5. Chainstays: 41.5cm 17. Bottom bracket: FSA 386EVO w/SR adapter 6. Bottom Bracket drop: 7cm 7. Crank spindle height above VOLAGI VIAJE APEX ground: 27.2cm BY JOSH TACK ➺GRAVEL bikes got quite a bit of buzz last year, and you’re going to hear a lot more about them during the 2014 riding season. If you’re unsure of what I mean by a “gravel bike,” it’s a bike that fills the void between touring and cyclocross bikes, yet it’s not quite a randonneur bike. In this case, the void is pretty small, but it’s an area the bicycle industry sees an opportunity to expand in. When I first set eyes on the Volagi Viaje, my intuition was to add it into the gravel-bike column. It has clearance for wide tires, shorter chainstays than you’d find on traditional touring bikes, yet a tall head tube for comfort, and a system to absorb vibration in the back. -

Valdora Cycles Composite Frame Care
Valdora Cycles Composite Frame Care Before you begin…………………Notice – Valdora framesets / components should be assembled by a professionally certified bicycle mechanic who has experience working on bikes with internal cable routing. Please thoroughly review these instructions before beginning any work on this bike or beginning assembly. When utilizing a repair stand, use a stand that can clamp to an aero seat post or a stand the attaches to the frames dropouts. The repair stand clamping mechanism should never clamp onto any portion of the frame besides the seat post or drop outs. Head Set An integrated Cane Creek style, 1-1/8”, 36/45 (such as a IS-2) headset is required. Grease the insides of the head tube where the bearings sit. Follow manufacturers instructions provided with headset. Bottom Bracket Required bottom bracket - 68 mm and BSA threaded. Grease the face and threads prior to installation. Loc-Tite or other thread binding substance should not be used! Follow the manufactures instructions for installation torque. Front Derailleur Mounting Bracket Grease the threads of the mounting bolts before installing. Make certain the bolts are tightened enough to keep the bracket from moving during front derailleur shifts. Drop Outs / Derailleur Hanger This frame is equipped with standard drop out spacing of 130 mm. Generally hubs requiring spacing of 128 mm to 132 mm can be used but no greater and no less. Do not attempt to compress, bend or cold set the drop out spacing! The rear derailleur hanger is replaceable. If at any time, the replaceable derailleur hanger is bent, stop riding immediately! Contact Valdora or your local dealer to acquire a replacement derailleur hanger. -

Bicycle Manual Road Bike
PURE CYCLING MANUAL ROAD BIKE 1 13 14 2 3 15 4 a 16 c 17 e b 5 18 6 19 7 d 20 8 21 22 23 24 9 25 10 11 12 26 Your bicycle and this manual comply with the safety requirements of the EN ISO standard 4210-2. Important! Assembly instructions in the Quick Start Guide supplied with the road bike. The Quick Start Guide is also available on our website www.canyon.com Read pages 2 to 10 of this manual before your first ride. Perform the functional check on pages 11 and 12 of this manual before every ride! TABLE OF CONTENTS COMPONENTS 2 General notes on this manual 67 Checking and readjusting 4 Intended use 67 Checking the brake system 8 Before your first ride 67 Vertical adjustment of the brake pads 11 Before every ride 68 Readjusting and synchronising 1 Frame: 13 Stem 13 Notes on the assembly from the BikeGuard 69 Hydraulic disc brakes a Top tube 14 Handlebars 16 Packing your Canyon road bike 69 Brakes – how they work and what to do b Down tube 15 Brake/shift lever 17 How to use quick-releases and thru axles about wear c Seat tube 16 Headset 17 How to securely mount the wheel with 70 Adjusting the brake lever reach d Chainstay 17 Fork quick-releases 71 Checking and readjusting e Rear stay 18 Front brake 19 How to securely mount the wheel with 73 The gears 19 Brake rotor thru axles 74 The gears – How they work and how to use 2 Saddle 20 Drop-out 20 What to bear in mind when adding them 3 Seat post components or making changes 76 Checking and readjusting the gears 76 Rear derailleur 4 Seat post clamp Wheel: 21 Special characteristics of carbon 77 -

IPMBA News Vol. 16 No. 1 Winter 2007
Product Guide Winter 2007 ipmbaNewsletter of the International Police newsMountain Bike Association IPMBA: Promoting and Advocating Education and Organization for Public Safety Bicyclists. Vol. 16, No. 1 A Tribute to an Important Industry Polar Pedaling by Maureen Becker The Art of Winter Cycling Executive Director by Marc Zingarelli, EMSCI #179 th he 5 Annual IPMBA Product Guide is a tribute to the many Circleville (OH) Fire Department companies who have shown their support for IPMBA h, it’s that time of year again. Fall is over, the nights T throughout the years. From its founding as a program of the are longer, there’s a hint of snow in the air and a League of American Bicyclists to its current status as the young man’s thoughts turn to bicycle riding… internationally recognized authority on public safety cycling, A IPMBA has enjoyed a close, personal relationship with many To answer your first question: No. I am not crazy! product suppliers dedicated to its mission. In the beginning, these Years ago I decided I would ride, no matter the weather, as suppliers worked literally side-by-side with IPMBA members to long as the roads would let me. I found myself frequently not learn how to make or modify products to meet their peculiar needs riding when the mercury dipped below 40 because it was – and they still do. Since the late 1980’s, an entire industry usually wet or icy, or there was snow on the ground. I decided dedicated to public safety cycling has emerged, making uniforms that I could ride more if I dressed for the wet and the cold, and out of wickable, breathable, comfortable material, designing patrol I resigned myself to not riding when there was ice and snow.