Information Note
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Color Models
Color Models Jian Huang CS456 Main Color Spaces • CIE XYZ, xyY • RGB, CMYK • HSV (Munsell, HSL, IHS) • Lab, UVW, YUV, YCrCb, Luv, Differences in Color Spaces • What is the use? For display, editing, computation, compression, …? • Several key (very often conflicting) features may be sought after: – Additive (RGB) or subtractive (CMYK) – Separation of luminance and chromaticity – Equal distance between colors are equally perceivable CIE Standard • CIE: International Commission on Illumination (Comission Internationale de l’Eclairage). • Human perception based standard (1931), established with color matching experiment • Standard observer: a composite of a group of 15 to 20 people CIE Experiment CIE Experiment Result • Three pure light source: R = 700 nm, G = 546 nm, B = 436 nm. CIE Color Space • 3 hypothetical light sources, X, Y, and Z, which yield positive matching curves • Y: roughly corresponds to luminous efficiency characteristic of human eye CIE Color Space CIE xyY Space • Irregular 3D volume shape is difficult to understand • Chromaticity diagram (the same color of the varying intensity, Y, should all end up at the same point) Color Gamut • The range of color representation of a display device RGB (monitors) • The de facto standard The RGB Cube • RGB color space is perceptually non-linear • RGB space is a subset of the colors human can perceive • Con: what is ‘bloody red’ in RGB? CMY(K): printing • Cyan, Magenta, Yellow (Black) – CMY(K) • A subtractive color model dye color absorbs reflects cyan red blue and green magenta green blue and red yellow blue red and green black all none RGB and CMY • Converting between RGB and CMY RGB and CMY HSV • This color model is based on polar coordinates, not Cartesian coordinates. -

Multispectral Image Reproduction Via Color Appearance Mapping
International Journal of Signal Processing, Image Processing and Pattern Recognition Vol.7, No.4 (2014), pp.65-72 http://dx.doi.org/10.14257/ijsip.2014.7.4.06 Multispectral Image Reproduction via Color Appearance Mapping Ying Wang, Sheping Zhai and Zhongmin Wang School of Computer Science & Technology, Xi’an Univ. of Posts & Telecommunications, Xi’an China [email protected] Abstract To achieve the color consistent reproduction of multispectral images in the different viewing condition, a new method of multispectral image reproduction via color appearance mapping was proposed. Firstly, through the introduction of color appearance transformation, the color appearance description of the source spectral reflectance in the source viewing condition was obtained. Then by the construction of the inverse model, the high dimension spectra in the destination viewing condition were evaluated, which was color appearance matching but spectral mismatching with the source image. Finally, to improve the spectral precision of the reproduced spectra, the evaluated spectra were corrected by the method of metamerism correction based on the source spectra, and then the reproduced spectral image was obtained, which matched the source image in color appearance and in spectra when the reproduction viewing condition was different from the source. Experiments show that the perceptual color difference and the spectral error between the reproduced multi-spectral image and its original in the different viewing condition are small. The new method preserves the spectral information of the source multispectral image and achieves equal perceptual reproduction to the source image. Keywords: multispectral image reproduction, color appearance mapping, spectral evaluation, metamerism correction, viewing condition independent space 1. -
The Helmholtz-Kohlrausch Effect
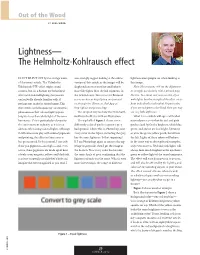
Out of the Wood BY MIKE WOOD Lightness— The Helmholtz-Kohlrausch effect Don’t be put off by the strange name also strongly suggest looking at the online lightness most people see when looking at of this issue’s article. The Helmholtz- version of this article, as the images will be this image. Kohlrausch (HK) effect might sound displayed on your monitor and behave Note: Not everyone will see the differences esoteric, but it’s a human eye behavioral more like lights than the ink pigments in as strongly, particularly with a printed page effect with colored lighting that you are the printed copy. You can access Protocol like this. Just about everyone sees this effect undoubtedly already familiar with, if issues on-line at http://plasa.me/protocol with lights, but the strength of the effect varies perhaps not under its formal name. This or through the iPhone or iPad App at from individual to individual. In particular, effect refers to the human eye (or entoptic) http://plasa.me/protocolapp. if you are red-green color-blind, then you may phenomenon that colored light appears The simplest way to show the Helmholtz- see very little difference. brighter to us than white light of the same Kohlrausch effect is with an illustration. What I see—which will agree with what luminance. This is particularly relevant to The top half of Figure 1 shows seven most of you see—is that the red and pink the entertainment industry, as it is most differently colored patches against a grey patches look by far the brightest, while blue, obvious when using colored lights. -

RAL-Product-2019-SC-1.Pdf
INHALT / PRODUKTÜBERSICHT / RAL FARBEN PRODUCT OVERVIEW RAL COLOURS – Innovation and reliability. Worldwide. RAL FARBEN / PRODUKTÜBERSICHT / INHALT RAL CLASSIC THE WORLD‘S LEADING INDUSTRIAL COLOUR COLLECTION The RAL CLASSIC colour collection has for 90 years been indispensable in the clear communication of colours and a guarantee for obtaining exactly the same colours – worldwide. APPLICATION EXAMPLES Steel sculpture by world famous sculptor Anish Kapoor and star architect Cecil Balmond is London’s Olympic landmark. The ArcelorMittal Orbit glows in RAL 3003 Ruby Red. Allmilmö – a leading premium brand manufacturer of high-quality kitchen furnishings – produces these kitchen models in RAL 1023 traffic yellow. A design classic that is available in various colours. The picture shows a model in RAL 1004 Golden yellow. Emergency exit signs have the colour RAL 6002 Leaf green. Thonet produces the S 43 cantilever chair by Mart Stam in 11 RAL colours. RAL CLASSIC / PRODUCT OVERVIEW / RAL COLOURS RAL 840-HR Primary standards with 213 RAL CLASSIC colours Semi matt A5-sized 14.8 x 21.0 cm Colour illustration A6-sized 10.5 x 14.8 cm Binding colour samples for colour matching and quality control RAL 840-HR | 841-GL Including XYZ-values, colour distance from the original standard and reflectance curve Single cards available RAL 841-GL Primary standards with 196 RAL CLASSIC colours High gloss Allmilmö – a leading premium brand manufacturer of high-quality kitchen furnishings – A5-sized 14.8 x 21.0 cm produces these kitchen models in RAL 1023 traffic yellow. Colour illustration A6-sized 10.5 x 14.8 cm Binding colour samples for colour matching and quality control Including XYZ-values, colour distance from the original standard and reflectance curve Single cards available 07 Thonet produces the S 43 cantilever chair by Mart Stam in 11 RAL colours. -

Color Appearance Models Today's Topic
Color Appearance Models Arjun Satish Mitsunobu Sugimoto 1 Today's topic Color Appearance Models CIELAB The Nayatani et al. Model The Hunt Model The RLAB Model 2 1 Terminology recap Color Hue Brightness/Lightness Colorfulness/Chroma Saturation 3 Color Attribute of visual perception consisting of any combination of chromatic and achromatic content. Chromatic name Achromatic name others 4 2 Hue Attribute of a visual sensation according to which an area appears to be similar to one of the perceived colors Often refers red, green, blue, and yellow 5 Brightness Attribute of a visual sensation according to which an area appears to emit more or less light. Absolute level of the perception 6 3 Lightness The brightness of an area judged as a ratio to the brightness of a similarly illuminated area that appears to be white Relative amount of light reflected, or relative brightness normalized for changes in the illumination and view conditions 7 Colorfulness Attribute of a visual sensation according to which the perceived color of an area appears to be more or less chromatic 8 4 Chroma Colorfulness of an area judged as a ratio of the brightness of a similarly illuminated area that appears white Relationship between colorfulness and chroma is similar to relationship between brightness and lightness 9 Saturation Colorfulness of an area judged as a ratio to its brightness Chroma – ratio to white Saturation – ratio to its brightness 10 5 Definition of Color Appearance Model so much description of color such as: wavelength, cone response, tristimulus values, chromaticity coordinates, color spaces, … it is difficult to distinguish them correctly We need a model which makes them straightforward 11 Definition of Color Appearance Model CIE Technical Committee 1-34 (TC1-34) (Comission Internationale de l'Eclairage) They agreed on the following definition: A color appearance model is any model that includes predictors of at least the relative color-appearance attributes of lightness, chroma, and hue. -

Tetrachromatic Metamerism a Discrete, Mathematical Characterization
Tetrachromatic Metamerism A Discrete, Mathematical Characterization Alfredo Restrepo Palacios Laboratorio de Senales,˜ Dept. Ing. Electrica´ y Electronica,´ Universidad de los Andes, Carrera 1 No. 18A-70; of. ML-427, Bogota´ 111711, Colombia Keywords: Metamerism, Tetrachromacy. Abstract: Two light beams that are seen as of having the same colour but that have different spectra are said to be metameric. The colour of a light beam is based on the reading of severel photodetectors with different spectral responses and metamerism results when a set of photodetectors is unable to resolve two spectra. The spectra are then said to be metameric. We are interested in exploring the concept of metamerism in the tetrachromatic case. Applications are in computer vision, computational photography and satellite imaginery, for example. 1 INTRODUCTION here, R denotes the set of the real numbers. Thus, in going from s(l) to c = [cw;cx;cy;cz], you Two light spectra are said to be metameric when the take four aperture samples of s and metamerism re- corresponding lights look of the same colour. For ex- sults when the photodetectors are unable to resolve ample, a spectral (i.e. of energy at a unique wave- two spectra. This is unavoidable if you consider that length) yellow light beam and an appropriate com- a set of four photoreceptors linearly2 maps the graph bination of spectral beam lights, green and red. We curve of each spectrum function s : [lmin;lmax] ! stress the point that it is pairs of spectra, and not pairs [0;¥) into a point on the ”16-tant3” R 4+ that we de- 4 of colors, that are metameric. -
ARC Laboratory Handbook. Vol. 5 Colour: Specification and Measurement
Andrea Urland CONSERVATION OF ARCHITECTURAL HERITAGE, OFARCHITECTURALHERITAGE, CONSERVATION Colour Specification andmeasurement HISTORIC STRUCTURESANDMATERIALS UNESCO ICCROM WHC VOLUME ARC 5 /99 LABORATCOROY HLANODBOUOKR The ICCROM ARC Laboratory Handbook is intended to assist professionals working in the field of conserva- tion of architectural heritage and historic structures. It has been prepared mainly for architects and engineers, but may also be relevant for conservator-restorers or archaeologists. It aims to: - offer an overview of each problem area combined with laboratory practicals and case studies; - describe some of the most widely used practices and illustrate the various approaches to the analysis of materials and their deterioration; - facilitate interdisciplinary teamwork among scientists and other professionals involved in the conservation process. The Handbook has evolved from lecture and laboratory handouts that have been developed for the ICCROM training programmes. It has been devised within the framework of the current courses, principally the International Refresher Course on Conservation of Architectural Heritage and Historic Structures (ARC). The general layout of each volume is as follows: introductory information, explanations of scientific termi- nology, the most common problems met, types of analysis, laboratory tests, case studies and bibliography. The concept behind the Handbook is modular and it has been purposely structured as a series of independent volumes to allow: - authors to periodically update the -

Observer Metamerism
Observer Metamerism Toronto’s Graphic Arts Day Chris Bai Vice Chair, ICC Display Workgroup Senior Color Scientist, BenQ Corporation 2017/10/13 Overview • What is Observer Metamerism? • How about in Digital World? • Some More Research… • How to Tackle the Problem? • Result • Conclusion What is Observer Metamerism? • The phenomenon by which two materials that match under one circumstance appear different to different observers. Example - Painting How about in Digital World? • When BenQ 1st LED backlight color management monitor was announced in 2013. • Very exciting news! • Experienced users found out LED backlight monitor did not performed well in soft proofing scenario. ?? ? Experienced Observer Symptoms • Variations in blue, green and pale yellow tones, for example. • Difference in perceived saturation. Slight hue Overall shift in blue saturation is different Slight hue shift in green Slight hue shift in pale yellow Viewing Booth LED Backlight Monitor (Simulated) (Simulated) What was Wrong? * • ∆E00 is more or less the same… Tested with IT8.7/4 1617 Patches: • LED Monitor: * •Avg. ∆E00 = 1.25 * •Max. ∆E00 = 4.35 • CCFL Monitor: * •Avg. ∆E00 = 1.20 * •Max. ∆E00 = 4.25 Not much difference from the values alone. Some More Research… • CIE Report* suggested: “A potential practical solution is to implement an observer- dependent color imaging workflow at the device level. … Conceptually this is similar to the device-dependent color imaging, a well-established color management concept. “ • But no spectral color management workflow was established -

Color Representation
Generated by Foxit PDF Creator © Foxit Software http://www.foxitsoftware.com For evaluation only. Lecture 3 Color Representation CIEXYZ Color Space CIE Chromaticity Space HSL,HSV,LUV,CIELab Y X Z Generated by Foxit PDF Creator © Foxit Software http://www.foxitsoftware.com For evaluation only. CIEXYZ Color Coordinate System 1931 – The Commission International de l’Eclairage (CIE) Defined a standard system for color representation. The CIE-XYZ Color Coordinate System. In this system, the XYZ Tristimulus values can describe any visible color. The XYZ system is based on the color matching experiments Generated by Foxit PDF Creator © Foxit Software http://www.foxitsoftware.com For evaluation only. Trichromatic Color Theory “tri”=three “chroma”=color Every color can be represented by 3 values. 80 60 e1 40 e2 20 e3 0 400 500 600 700 Wavelength (nm) Space of visible colors is 3 Dimensional. Generated by Foxit PDF Creator © Foxit Software http://www.foxitsoftware.com For evaluation only. Calculating the CIEXYZ Color Coordinate System CIE-RGB 3 r(l) 2 b(l) g(l) 1 Primary Intensity 0 400 500 600 700 Wavelength (nm) David Wright 1928-1929, 1929-1930 & John Guild 1931 17 observers responses to Monochromatic lights between 400- 700nm using viewing field of 2 deg angular subtense. Primaries are monochromatic : 435.8 546.1 700 nm 2 deg field. These were defined as CIE-RGB primaries and CMF. XYZ are a linear transformation away from the observed data. Generated by Foxit PDF Creator © Foxit Software http://www.foxitsoftware.com For evaluation only. CIEXYZ Color Coordinate System CIE Criteria for choosing Primaries X,Y,Z and Color Matching Functions x,y,z. -

Prepared by Dr.P.Sumathi COLOR MODELS
UNIT V: Colour models and colour applications – properties of light – standard primaries and the chromaticity diagram – xyz colour model – CIE chromaticity diagram – RGB colour model – YIQ, CMY, HSV colour models, conversion between HSV and RGB models, HLS colour model, colour selection and applications. TEXT BOOK 1. Donald Hearn and Pauline Baker, “Computer Graphics”, Prentice Hall of India, 2001. Prepared by Dr.P.Sumathi COLOR MODELS Color Model is a method for explaining the properties or behavior of color within some particular context. No single color model can explain all aspects of color, so we make use of different models to help describe the different perceived characteristics of color. 15-1. PROPERTIES OF LIGHT Light is a narrow frequency band within the electromagnetic system. Other frequency bands within this spectrum are called radio waves, micro waves, infrared waves and x-rays. The below figure shows the frequency ranges for some of the electromagnetic bands. Each frequency value within the visible band corresponds to a distinct color. The electromagnetic spectrum is the range of frequencies (the spectrum) of electromagnetic radiation and their respective wavelengths and photon energies. Spectral colors range from the reds through orange and yellow at the low-frequency end to greens, blues and violet at the high end. Since light is an electromagnetic wave, the various colors are described in terms of either the frequency for the wave length λ of the wave. The wavelength and frequency of the monochromatic wave is inversely proportional to each other, with the proportionality constants as the speed of light C where C = λ f. -

Sensor Interpixel Correlation Analysis and Reduction for Color Filter Array High Dynamic Range Image Reconstruction
Sensor interpixel correlation analysis and reduction for color filter array high dynamic range image reconstruction Mikael Lindstrand The self-archived postprint version of this journal article is available at Linköping University Institutional Repository (DiVA): http://urn.kb.se/resolve?urn=urn:nbn:se:liu:diva-154156 N.B.: When citing this work, cite the original publication. Lindstrand, M., (2019), Sensor interpixel correlation analysis and reduction for color filter array high dynamic range image reconstruction, Color Research and Application, , 1-13. https://doi.org/10.1002/col.22343 Original publication available at: https://doi.org/10.1002/col.22343 Copyright: This is an open access article under the terms of the Creative Commons Attribution-NonCommercial-NoDerivs License, which permits use and distribution in any medium, provided the original work is properly cited, the use is non- commercial and no modifications or adaptations are made. © 2019 The Authors. Color Research & Application published by Wiley Periodicals, Inc. http://eu.wiley.com/WileyCDA/ Received: 10 April 2018 Revised: 3 December 2018 Accepted: 4 December 2018 DOI: 10.1002/col.22343 RESEARCH ARTICLE Sensor interpixel correlation analysis and reduction for color filter array high dynamic range image reconstruction Mikael Lindstrand1,2 1gonioLabs AB, Stockholm, Sweden Abstract 2Image Reproduction and Graphics Design, Campus Norrköping, ITN, Linköping University, High dynamic range imaging (HDRI) by bracketing of low dynamic range (LDR) Linköping, Sweden images is demanding, as the sensor is deliberately operated at saturation. This exac- Correspondence erbates any crosstalk, interpixel capacitance, blooming and smear, all causing inter- gonioLabs AB, Stockholm, Sweden. pixel correlations (IC) and a deteriorated modulation transfer function (MTF). -

Appendix G: the Pantone “Our Color Wheel” Compared to the Chromaticity Diagram (2016) 1
Appendix G - 1 Appendix G: The Pantone “Our color Wheel” compared to the Chromaticity Diagram (2016) 1 There is considerable interest in the conversion of Pantone identified color numbers to other numbers within the CIE and ISO Standards. Unfortunately, most of these Standards are not based on any theoretical foundation and have evolved since the late 1920's based on empirical relationships agreed to by committees. As a general rule, these Standards have all assumed that Grassman’s Law of linearity in the visual realm. Unfortunately, this fundamental assumption is not appropriate and has never been confirmed. The visual system of all biological neural systems rely upon logarithmic summing and differencing. A particular goal has been to define precisely the border between colors occurring in the local language and vernacular. An example is the border between yellow and orange. Because of the logarithmic summations used in the neural circuits of the eye and the positions of perceived yellow and orange relative to the photoreceptors of the eye, defining the transition wavelength between these two colors is particularly acute.The perceived response is particularly sensitive to stimulus intensity in the spectral region from 560 to about 580 nanometers. This Appendix relies upon the Chromaticity Diagram (2016) developed within this work. It has previously been described as The New Chromaticity Diagram, or the New Chromaticity Diagram of Research. It is in fact a foundation document that is theoretically supportable and in turn supports a wide variety of less well founded Hering, Munsell, and various RGB and CMYK representations of the human visual spectrum.