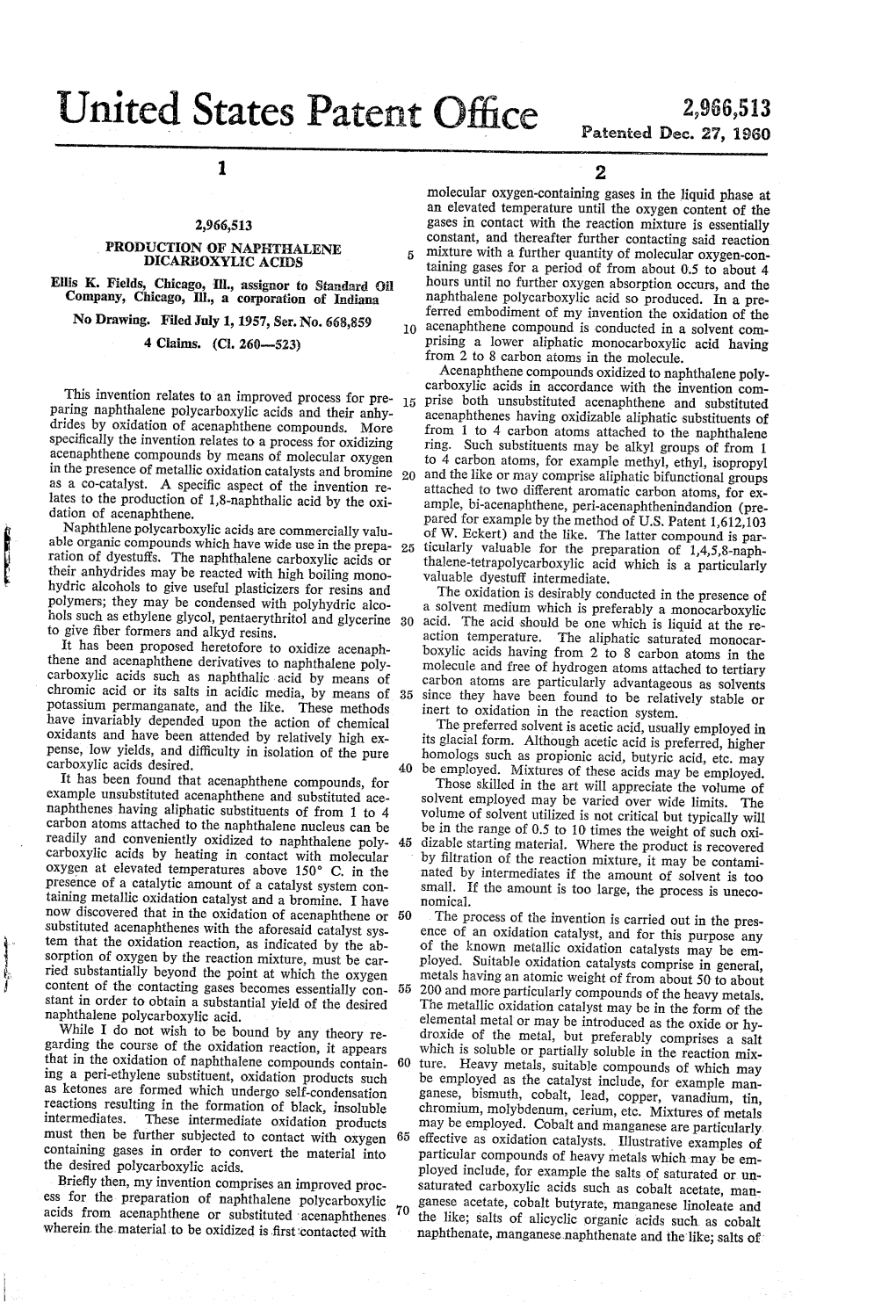
United States Patent Office Patented Dec
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Summary of Information for ABC for Polycyclic Aromatic Hydrocarbons
Air Toxics Science Advisory Committee Summary of Information for ABC for Polycyclic Aromatic Hydrocarbons September 16, 2015 ATSAC Meeting #10 Presenter: Sue MacMillan, DEQ ATSAC lead Sue MacMillan | Oregon Department of Environmental Quality 26 Individual PAHs to Serve as Basis of ABC for Total PAHs Acenaphthene Cyclopenta(c,d)pyrene Acenaphthylene Dibenzo(a,h)anthracene Anthracene Dibenzo(a,e)pyrene Anthanthrene Dibenzo(a,h)pyrene Benzo(a)pyrene Dibenzo(a,i)pyrene Naphthalene Benz(a)anthracene Dibenzo(a,l)pyrene has separate Benzo(b)fluoranthene Fluoranthene ABC. Benzo(k)fluoranthene Fluorene Benzo( c)pyrene Indeno(1,2,3-c,d)pyrene Benzo(e)pyrene Phenanthrene Benzo(g,h,i)perylene Pyrene Benzo(j)fluoranthene 5-Methylchrysene Chrysene 6-Nitrochrysene Use of Toxic Equivalency Factors for PAHs • Benzo(a)pyrene serves as the index PAH, and has a documented toxicity value to which other PAHs are adjusted • Other PAHs adjusted using Toxic Equivalency Factors (TEFs), aka Potency Equivalency Factors (PEFs). These values are multipliers and are PAH-specific. • Once all PAH concentrations are adjusted to account for their relative toxicity as compared to BaP, the concentrations are summed • This summed concentration is then compared to the toxicity value for BaP, which is used as the ABC for total PAHs. Source of PEFs for PAHs • EPA provides a range of values of PEFs for each PAH • Original proposal suggested using upper-bound value of each PEF range as the PEF to use for adjustment of our PAHs • Average PEF value for each PAH is a better approximation of central tendency, and is consistent with the use of PEFs by other agencies • Result of using average, rather than upper-bound PEFs: slightly lower summed concentrations for adjusted PAHs, thus less apt to exceed ABC for total PAHs Documents can be provided upon request in an alternate format for individuals with disabilities or in a language other than English for people with limited English skills. -
Polycyclic Aromatic Hydrocarbons (Pahs)
Polycyclic Aromatic Hydrocarbons (PAHs) Factsheet 4th edition Donata Lerda JRC 66955 - 2011 The mission of the JRC-IRMM is to promote a common and reliable European measurement system in support of EU policies. European Commission Joint Research Centre Institute for Reference Materials and Measurements Contact information Address: Retiewseweg 111, 2440 Geel, Belgium E-mail: [email protected] Tel.: +32 (0)14 571 826 Fax: +32 (0)14 571 783 http://irmm.jrc.ec.europa.eu/ http://www.jrc.ec.europa.eu/ Legal Notice Neither the European Commission nor any person acting on behalf of the Commission is responsible for the use which might be made of this publication. Europe Direct is a service to help you find answers to your questions about the European Union Freephone number (*): 00 800 6 7 8 9 10 11 (*) Certain mobile telephone operators do not allow access to 00 800 numbers or these calls may be billed. A great deal of additional information on the European Union is available on the Internet. It can be accessed through the Europa server http://europa.eu/ JRC 66955 © European Union, 2011 Reproduction is authorised provided the source is acknowledged Printed in Belgium Table of contents Chemical structure of PAHs................................................................................................................................. 1 PAHs included in EU legislation.......................................................................................................................... 6 Toxicity of PAHs included in EPA and EU -

Coal Tar Creosote
This report contains the collective views of an international group of experts and does not necessarily represent the decisions or the stated policy of the United Nations Environment Programme, the International Labour Organization, or the World Health Organization. Concise International Chemical Assessment Document 62 COAL TAR CREOSOTE Please note that the layout and pagination of this pdf file are not identical to the document being printed First draft prepared by Drs Christine Melber, Janet Kielhorn, and Inge Mangelsdorf, Fraunhofer Institute of Toxicology and Experimental Medicine, Hanover, Germany Published under the joint sponsorship of the United Nations Environment Programme, the International Labour Organization, and the World Health Organization, and produced within the framework of the Inter-Organization Programme for the Sound Management of Chemicals. World Health Organization Geneva, 2004 The International Programme on Chemical Safety (IPCS), established in 1980, is a joint venture of the United Nations Environment Programme (UNEP), the International Labour Organization (ILO), and the World Health Organization (WHO). The overall objectives of the IPCS are to establish the scientific basis for assessment of the risk to human health and the environment from exposure to chemicals, through international peer review processes, as a prerequisite for the promotion of chemical safety, and to provide technical assistance in strengthening national capacities for the sound management of chemicals. The Inter-Organization Programme for the Sound Management of Chemicals (IOMC) was established in 1995 by UNEP, ILO, the Food and Agriculture Organization of the United Nations, WHO, the United Nations Industrial Development Organization, the United Nations Institute for Training and Research, and the Organisation for Economic Co-operation and Development (Participating Organizations), following recommendations made by the 1992 UN Conference on Environment and Development to strengthen cooperation and increase coordination in the field of chemical safety. -

Provisional Peer-Reviewed Toxicity Values For
EPA/690/R-11/001F l Final 4-6-2011 Provisional Peer-Reviewed Toxicity Values for Acenaphthene (CASRN 83-32-9) Superfund Health Risk Technical Support Center National Center for Environmental Assessment Office of Research and Development U.S. Environmental Protection Agency Cincinnati, OH 45268 AUTHORS, CONTRIBUTORS, AND REVIEWERS CHEMICAL MANAGER J. Phillip Kaiser, PhD National Center for Environmental Assessment, Cincinnati, OH DRAFT DOCUMENT PREPARED BY ICF International 9300 Lee Highway Fairfax, VA 22031 PRIMARY INTERNAL REVIEWERS Paul G. Reinhart, PhD, DABT National Center for Environmental Assessment, Research Triangle Park, NC Q. Jay Zhao, PhD, MPH, DABT National Center for Environmental Assessment, Cincinnati, OH This document was externally peer reviewed under contract to Eastern Research Group, Inc. 110 Hartwell Avenue Lexington, MA 02421-3136 Questions regarding the contents of this document may be directed to the U.S. EPA Office of Research and Development’s National Center for Environmental Assessment, Superfund Health Risk Technical Support Center (513-569-7300). TABLE OF CONTENTS COMMONLY USED ABBREVIATIONS .................................................................................... ii BACKGROUND .............................................................................................................................1 HISTORY ....................................................................................................................................1 DISCLAIMERS ...........................................................................................................................1 -
Acenaphthene Environmental Summary
ENVIRONMENTAL CONTAMINANTS ENCYCLOPEDIA ACENAPHTHENE ENTRY July 1, 1997 COMPILERS/EDITORS: ROY J. IRWIN, NATIONAL PARK SERVICE WITH ASSISTANCE FROM COLORADO STATE UNIVERSITY STUDENT ASSISTANT CONTAMINANTS SPECIALISTS: MARK VAN MOUWERIK LYNETTE STEVENS MARION DUBLER SEESE WENDY BASHAM NATIONAL PARK SERVICE WATER RESOURCES DIVISIONS, WATER OPERATIONS BRANCH 1201 Oakridge Drive, Suite 250 FORT COLLINS, COLORADO 80525 WARNING/DISCLAIMERS: Where specific products, books, or laboratories are mentioned, no official U.S. government endorsement is implied. Digital format users: No software was independently developed for this project. Technical questions related to software should be directed to the manufacturer of whatever software is being used to read the files. Adobe Acrobat PDF files are supplied to allow use of this product with a wide variety of software and hardware (DOS, Windows, MAC, and UNIX). This document was put together by human beings, mostly by compiling or summarizing what other human beings have written. Therefore, it most likely contains some mistakes and/or potential misinterpretations and should be used primarily as a way to search quickly for basic information and information sources. It should not be viewed as an exhaustive, "last-word" source for critical applications (such as those requiring legally defensible information). For critical applications (such as litigation applications), it is best to use this document to find sources, and then to obtain the original documents and/or talk to the authors before depending too heavily on a particular piece of information. Like a library or most large databases (such as EPA's national STORET water quality database), this document contains information of variable quality from very diverse sources. -

Solubility of Acenaphthene in Pure Non-Aqueous Solvents Between 298.15 and 333.15 K
Indian Journal of Chemical Technology Vol. 14, March 2007, pp. 183-188 Solubility of acenaphthene in pure non-aqueous solvents between 298.15 and 333.15 K M Thenmozhi*, S Parvin Banu & T Karunanithi Department of Chemical Engineering, Annamalai University, Annamalai Nagar 608 002, India Email: [email protected] Received 2 September 2005; revised received 7 November 2006; accepted 3 January 2007 Binary solid-liquid equilibria (SLE) for the systems acenaphthene +benzene, +methanol, +2-propanol, +2-methyl- propan-1-ol, +ethyl acetate, +methyl ethyl ketone, +acetone, +chloroform are reported in the temperature range of 298.15 K to 333.15 K. The predictive ability of UNIFAC model as applied to SLE data of these systems is evaluated by comparing with the experimental values using percent relative deviation (%RD). Scope for improvements in UNIFAC model is analyzed based on the application of this model to SLE involving polycyclic aromatic compounds. Keywords: SLE, Acenaphthene, UNIFAC, Polycyclic aromatic hydrocarbons (PAHs) IPC Code: C10H35/00 Acenaphthene, also known as 1,2-dihydroacenaph- by Acree et al9-12. Of the nine solvent + solute systems thylene or 1,8-ethylenenaphthalene, is a tricyclic studied in the present work, excepting benzene and aromatic hydrocarbon. Acenaphthene belongs to a chloroform, SLE data are available only at the larger group of compounds called polycylic aromatic reference temperature of 298.15 K. In the case of hydrocarbons (PAH’s). It is used as a dye acenaphthene in benzene or chloroform, SLE data are intermediate, in the manufacture of some plastics, and available. Both Choi et al.13 and McLaughlin and as an insecticide and fungicide. -

Screening and Determination of Polycyclic Aromatic Hydrocarbons
METHOD NUMBER: C-002.01 POSTING DATE: November 1, 2017 POSTING EXPIRATION DATE: November 1, 2023 PROGRAM AREA: Seafood METHOD TITLE: Screening and Determination of Polycyclic Aromatic Hydrocarbons in Seafoods Using QuEChERS-Based Extraction and High-Performance Liquid Chromatography with Fluorescence Detection VALIDATION STATUS: Equivalent to Level 3 Multi-laboratory validation (MLV) AUTHOR(S): Samuel Gratz, Angela Mohrhaus Bryan Gamble, Jill Gracie, David Jackson, John Roetting, Laura Ciolino, Heather McCauley, Gerry Schneider, David Crockett, Douglas Heitkemper, and Fred Fricke (FDA Forensic Chemistry Center) METHOD SUMMARY/SCOPE: Analyte(s): Polycyclic aromatic hydrocarbons (PAH): acenaphthene, anthracene, benzo[a]anthracene, benzo[a]pyrene, benzo[b]fluoranthene, benzo[g,h,i]perylene, benzo[k]fluoranthene, chrysene, dibenzo[a,h]anthracene, fluoranthene, fluorene, indeno[1,2,3-cd]pyrene, naphthalene, phenanthrene, pyrene Matrices: Oysters, shrimp, crabs, and finfish The method provides a procedure to screen for fifteen targeted parent polycyclic aromatic hydrocarbons (PAHs) and provides an estimate of total PAH concentration including alkylated homologs in oysters, shrimp, crabs, and finfish. PAHs are extracted from seafood matrices using a modified QuEChERS sample preparation procedure. The method utilizes High-Performance Liquid Chromatography with Fluorescence Detection (HPLC-FLD) for the determination step. This procedure is applicable to screen a variety of seafood matrices including oysters, shrimp, finfish and crab for the presence of parent PAHs and the common alkylated homologs due to oil contamination. This method was originally developed and validated in response to the 2010 Gulf of Mexico oil spill. REVISION HISTORY: OTHER NOTES: Method was originally posted on November 1, 2017. It was approved for re-posting by the Chemistry Research Coordination Group for 3 years in December 2020. -

4. Production, Import/Export, Use, and Disposal 4.1
PAHs 223 4. PRODUCTION, IMPORT/EXPORT, USE, AND DISPOSAL 4.1 PRODUCTION The commercial production of PAHs is not a significant source of these compounds in the environment. The primary source of many PAHs in air is the incomplete combustion of wood and fuel (Perwak et al. 1982). PAHs are a ubiquitous product of combustion from common sources such as motor vehicles and other gas-burning engines, wood-burning stoves and furnaces, cigarette smoke, industrial smoke or soot, and charcoal-broiled foods (IARC 1983). Natural sources include volcanoes, forest fires, crude oil, and shale oil (HSDB 1994). Of the 17 PAHs included in this profile, only three are produced commercially in the United States in quantities greater than research level: acenaphthene, acenaphthylene, and anthracene. Acenaphthene is manufactured by passing ethylene and benzene or naphthalene through a red hot tube or by heating tetrahydroacenaphthene with sulfur to 180 ºC. It can also be made from acenaphthenone or acenaphthenequinone by high-pressure hydrogenation in decalin with nickel at 180-240 ºC (Windholz 1983). Another manufacturing process involves the isolation and recovery of acenaphthene from a concentrated tar-distillation fraction (Grayson 1978). Technical grades of acenaphthene are typically 98% pure (HSDB 1994). Acenaphthylene is produced by catalytic degradation of acenaphthene (Grayson 1978). Toxic Release Chemical Inventory (TRI) production data for acenaphthylene and acenaphthene are not available (TRI92 1994) and no other data on the production volumes for these compounds in the United States could be found. Anthracene is produced commercially by recovery from the coal tar distillation fraction known as “anthracene oil” or “green oil.” Purification techniques, including heating and vacuum distillation, are required to remove the major contaminant, potassium carbazole (IARC 1985). -
Tattoos and Permanent Make-Up State of Play and Trends in Tattoo Practices
Safety of tattoos and permanent make-up State of play and trends in tattoo practices Report on Work Package 2 Administrative Arrangement N. 2014 -33617 Analysis conducted on behalf of DG JUST Paola Picc inini, Laura Contor, Sazan Pakalin, Tim Raemaekers, Chiara Senaldi 2 0 1 5 LIMITED ReportDISTRIBUTION EUR 27528 EN This publication is a Technical report by the Joint Research Centre, the European Commission’s in-house science service. It aims to provide evidence-based scientific support to the European policy-making process. The scientific output expressed does not imply a policy position of the European Commission. Neither the European Commission nor any person acting on behalf of the Commission is responsible for t he use which might be made of this publication. JRC Science Hub https://ec.europa.eu/jrc JRC96808 EUR 27528 EN ISBN 978-92-79-52789-0 (PDF) ISSN 1831-9424 (online) doi:10.2788/924128 (online) © European Union, 2015 Reproduction is authorised provided the source is acknowledged. All images © European Union 2015, except: [cover page, Kolidzei, image #65391434], 2015. Source: [Fotolia.com] How to cite: Authors; title; EUR; doi (Paola Piccinini, Laura Contor, Sazan Pakalin, Tim Raemaekers, Chiara Senaldi; Safety of tattoos and permanent make-up. State of play and trends in tattoo practices; EUR 27528 EN ; 10.2788/924128) Safety of tattoos and permanent make-up State of play and trends in tattoo practices Table of contents Abstract 1 1. Introduction 3 2. Tattoos and Permanent Make-up Project 4 3. Methodology 5 3.1 Questionnaires 5 3.2 Web search 7 3.3 RAPEX notifications 7 3.4 National studies and surveys 8 3.5 Literature 8 3.6 Presentations 8 4. -

Colourants TANZANIA BUREAU OF
TBS/AFDC 2(231) CD2 ICS 67:250 DRAFT TANZANIA STANDARD Specification for plastic materials for food contact applications part 3: colourants TANZANIA BUREAU OF STANDARDS ©TBS_2021 TBS/AFDC 2(231) CD2 ICS 67:250 0 Foreword The packaging of foodstuffs is essential for their conservation, transport and handling. It also avoids contamination and maintain hygienic conditions. There is always a possibility of transfer of part of packaging materials to the packed food or foodstuffs due to intimate contact of each other. Therefore, formulation of the packaging materials must be selected to ensure that any such transfer is at a minimum and a substance which do migrate from package to the packed food cause no toxic hazards on consumption. These considerations are equally important in case of processing equipment and utensils which come in contact with foods and foodstuffs. This standard is expected to serve as a basic guide for selection of colouring matters which are considered toxicologically safe for use in plastics and not on the manner of their actual processing or use. In the preparation of this standard assistance has been derived from: IS 9833:2018 list of colourants for use in plastics in contacts with Foodstuffs and Pharmaceuticals published by Bureau of Indian Standards (BIS). In reporting the result of a test or analysis made in accordance with this standard, if the final values observed or calculated, is to be rounded off it shall be done in accordance with TZS 4 Rounding off numerical values. 1 Scope This standard list permitted colourants for use in plastics that may be regarded as safe for use in contact with foodstuffs. -

Study of the Water Quality Index and Polycyclic Aromatic Hydrocarbon for a River Receiving Treated Landfill Leachate
water Article Study of the Water Quality Index and Polycyclic Aromatic Hydrocarbon for a River Receiving Treated Landfill Leachate Brenda Tan Pei Jian 1, Muhammad Raza Ul Mustafa 1,* , Mohamed Hasnain Isa 2, Asim Yaqub 3 and Ho Yeek Chia 1 1 Department of Civil and Environmental Engineering, Universiti Teknologi PETRONAS, Seri Iskandar 32610, Perak Darul Ridzuan, Malaysia; [email protected] (B.T.P.J.); [email protected] (H.Y.C.) 2 Civil Engineering Programme, Faculty of Engineering, Universiti Teknologi Brunei, Tungku Highway, Gadong BE1410, Brunei; [email protected] 3 Department of Environmental Sciences, COMSATS University Islamabad Abbottabad Campus, Abbottabad 22060, Pakistan; [email protected] * Correspondence: [email protected] Received: 29 July 2020; Accepted: 18 September 2020; Published: 16 October 2020 Abstract: Rising solid waste production has caused high levels of environmental pollution. Population growth, economic patterns, and lifestyle patterns are major factors that have led to the alarming rate of solid waste production. Generally, solid wastes such as paper, wood, and plastic are disposed into landfills due to its low operation and maintenance costs. However, leachate discharged from landfills could be a problem in surfaces and groundwater if not adequately treated. This study investigated the patterns of the water quality index (WQI) and polycyclic aromatic hydrocarbons (PAH) along Johan River in Perak, Malaysia, which received treated leachate from a nearby landfill. An artificial neural network (ANN) was also applied to predict WQI and PAH concentration of the river. Seven sampling stations were chosen along the river. The stations represented the upstream of leachate discharge, point of leachate discharge, and five locations downstream of the landfill. -

Acenaphthene (CASRN 83-32-9)
FINAL 4-6-2011 Provisional Peer-Reviewed Toxicity Values for Acenaphthene (CASRN 83-32-9) Superfund Health Risk Technical Support Center National Center for Environmental Assessment Office of Research and Development U.S. Environmental Protection Agency Cincinnati, OH 45268 AUTHORS, CONTRIBUTORS, AND REVIEWERS CHEMICAL MANAGER J. Phillip Kaiser, PhD National Center for Environmental Assessment, Cincinnati, OH DRAFT DOCUMENT PREPARED BY ICF International 9300 Lee Highway Fairfax, VA 22031 PRIMARY INTERNAL REVIEWERS Paul G. Reinhart, PhD, DABT National Center for Environmental Assessment, Research Triangle Park, NC Q. Jay Zhao, PhD, MPH, DABT National Center for Environmental Assessment, Cincinnati, OH This document was externally peer reviewed under contract to Eastern Research Group, Inc. 110 Hartwell Avenue Lexington, MA 02421-3136 Questions regarding the contents of this document may be directed to the U.S. EPA Office of Research and Development’s National Center for Environmental Assessment, Superfund Health Risk Technical Support Center (513-569-7300). TABLE OF CONTENTS COMMONLY USED ABBREVIATIONS .................................................................................... ii BACKGROUND .............................................................................................................................1 HISTORY ....................................................................................................................................1 DISCLAIMERS ...........................................................................................................................1