Biosecurity Requirements Plan
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

9 Day 'Norfolk Island'
King William Travel 9 DAY ‘NORFOLK ISLAND’ Includes: Home pick up, Flights Accommodation, Meals, Touring and Entry fees 2021 DEPARTURE DATES: Regular: 29 April 02 September 07 October 21 October SPECIAL DEPARTURES: See separate brochures Baunti Day Special: 03June Christmas in July: 08 July Christmas: 19 December REGULAR TOUR HIGHLIGHTS INCLUDE: • Home pick up service. • Escorted from Adelaide by an experienced King William Travel Tour Manager.* • Economy Class flights Adelaide to Norfolk Island via Sydney and return. • 1 night’s accommodation in Sydney prior with transfers, dinner and full breakfast. • 7 nights’ accommodation on Norfolk Island at the delightful Paradise Hotel & Resort. • Comprehensive touring programme with Baunti Escapes including Norfolk ‘Discover Our World Tour,’ Norfolk Sunday Markets, Fletcher Mutiny Cyclorama, Glass Bottom Boat excursion into Emily Bay, Mootineer’s Cheese Tour, Norfolk Today Tour, the Colleen McCullough Home Tour, Kingston Convict Tour, visit to the fascinating Norfolk Museums, including the Pier Store, HMS ‘Sirius’ Museum and No. 10 Quality Row, ‘Trial of the 15,’ ‘1856 – The Untold Story,’ and finally, Anson Bay and Captain Cook Memorial. • Tour includes 8 breakfasts, 8 dinners, 3 lunches, 1 morning tea & in-flight refreshments. Special meals include the Island Fish Feast (Fish Awas Way - Fish Our Way) with Tahitian dancers, a ‘surprise’ dinner on Wednesday evening, enjoy warm island hospitality with local Norfolk families at the Progressive dinner. • Invitation to pre-departure get together to meet your Tour Manager and travelling companions. HUGHES TRANSFERS FROM AND TO YOUR HOME: Hughes transfers apply in the zoned area. These transfers may be available at additional cost to passengers who live outside the zoned area - please ask your King William Travel consultant. -

Submission No. 31 Norfolk Island Economy Date: 03/06/14
Submission No. 31 Norfolk Island Economy Date: 03/06/14 ACN 169 144 129 15 May 2014 Joint Standing Committee on the National Capital and External Territories Economic Development on Norfolk Island. Reply to questions on Notice from Ms Brodtmann Ms BRODTMANN: I have a number of questions. The first is to your background. I understand that you managed the airline contract or have been involved in the airline contract in the past. Except for the current contact between the Commonwealth and Air New Zealand, there has not been an airline contact in the past. However, if you are referring to the Norfolk Island Governments failed airline, Norfolk Air which cost the community and the Commonwealth $33 million dollars, I had no involvement. I believe the airline you are referring to was Norfolk Jet Express. Norfolk Jet Express was started by me at a time when no other air carrier was willing to fly to Norfolk Island. There was no contract, no subsidy, and no support from the Norfolk Island Government and no support from the Commonwealth. The background and history to Norfolk Jet Express is as follows. In 1996, Ansett Airlines announced that it was going to withdraw from services to Norfolk Island. This withdrawal would be effective by the end of June 1997, regardless of whether another carrier was found to replace it. By early 1997, the Norfolk Island Government had not found any carrier willing to fly to Norfolk Island, this included both Qantas and Air New Zealand. In early 1997 and with no other carriers interested in flying to Norfolk Island, I announced the creation of Norfolk Jet Express and that I would provide an air service to the Island. -

Norfolk Island Annual Report 2009
NORFOLK ISLAND ANNUAL REPORT 2009 - 2010 Period: 1 July 2009 to 30 June 2010 CONTENTS TWELFTH NORFOLK ISLAND LEGISLATIVE BIRTHS , DEATHS & MARRIAGES .............. 46 ASSEMBLY .............................................................5 LAND TITLES .......................................... 46 THIRTEENTH NORFOLK ISLAND MOTOR VEHICLE REGISTRATION .............. 47 LEGISLATIVE ASSEMBLY .................................6 MISCELLANEOUS REGISTERS ................... 47 ADMINISTRATION OF NORFOLK ISLAND COMPANIES & WELFARE SERVICES ............... 47 ORGANISATION STRUCTURE...........................7 COMPANIES OFFICE NORFOLK ISLAND CLIMATE............................8 ................................. 48 STATUTORY BODIES.........................................11 SOCIAL SERVICES ................................... 49 NORFOLK ISLAND HOSPITAL ENTERPRISE ...... 11 RETAIL PRICE INDEX ............................... 50 NORFOLK ISLAND GOVERNMENT TOURIST HEALTHCARE ............................................... 51 BUREAU ...................................................... 14 EMPLOYMENT & WORKERS COMPENSATION .. 52 NORFOLK ISLAND GAMING AUTHORITY ......... 19 TOURISM ACCOMMODATION......................... 52 STATUTORY BOARDS & COMMITTEES.......20 NORFOLK ISLAND MUSEUM .......................... 55 ADMINISTRATIVE REVIEW TRIBUNAL ............ 20 PUBLIC LIBRARY .......................................... 56 EMPLOYMENT CONCILIATION BOARD ............ 20 NORFOLK ISLAND POST OFFICE ..................... 56 EMPLOYMENT TRIBUNAL ............................ -
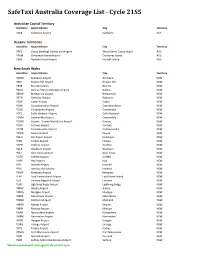
Safetaxi Australia Coverage List - Cycle 21S5
SafeTaxi Australia Coverage List - Cycle 21S5 Australian Capital Territory Identifier Airport Name City Territory YSCB Canberra Airport Canberra ACT Oceanic Territories Identifier Airport Name City Territory YPCC Cocos (Keeling) Islands Intl Airport West Island, Cocos Island AUS YPXM Christmas Island Airport Christmas Island AUS YSNF Norfolk Island Airport Norfolk Island AUS New South Wales Identifier Airport Name City Territory YARM Armidale Airport Armidale NSW YBHI Broken Hill Airport Broken Hill NSW YBKE Bourke Airport Bourke NSW YBNA Ballina / Byron Gateway Airport Ballina NSW YBRW Brewarrina Airport Brewarrina NSW YBTH Bathurst Airport Bathurst NSW YCBA Cobar Airport Cobar NSW YCBB Coonabarabran Airport Coonabarabran NSW YCDO Condobolin Airport Condobolin NSW YCFS Coffs Harbour Airport Coffs Harbour NSW YCNM Coonamble Airport Coonamble NSW YCOM Cooma - Snowy Mountains Airport Cooma NSW YCOR Corowa Airport Corowa NSW YCTM Cootamundra Airport Cootamundra NSW YCWR Cowra Airport Cowra NSW YDLQ Deniliquin Airport Deniliquin NSW YFBS Forbes Airport Forbes NSW YGFN Grafton Airport Grafton NSW YGLB Goulburn Airport Goulburn NSW YGLI Glen Innes Airport Glen Innes NSW YGTH Griffith Airport Griffith NSW YHAY Hay Airport Hay NSW YIVL Inverell Airport Inverell NSW YIVO Ivanhoe Aerodrome Ivanhoe NSW YKMP Kempsey Airport Kempsey NSW YLHI Lord Howe Island Airport Lord Howe Island NSW YLIS Lismore Regional Airport Lismore NSW YLRD Lightning Ridge Airport Lightning Ridge NSW YMAY Albury Airport Albury NSW YMDG Mudgee Airport Mudgee NSW YMER Merimbula -

KOD FLYGPLATS AAC Al Arish, Egypt
KOD FLYGPLATS AAC Al Arish, Egypt – Al Arish Airport AAM Mala Mala Airport AAN Al Ain, United Arab Emirates – Al Ain Airport AAQ Anapa Airport – Russia AAT Altay, China – Altay Airport AAX Araxa, Brazil – Araxa Airport ABC Albacete, Spain – Albacete Airport ABE Allentown-Bethlehem-Easton International, PA, USA ABK Kabri Dar, Ethiopia – Kabri Dar Airport ABL Ambler, AK, USA ABM Bamaga, Queensland, Australia ABQ Albuquerque, NM, USA – Albuquerque International A ABR Aberdeen, SD, USA – Aberdeen Regional Airport ABS Abu Simbel, Egypt – Abu Simbel ABT Al-Baha, Saudi Arabia – Al Baha-Al Aqiq Airport ABV Abuja, Nigeria – Abuja International Airport ABX Albury, New South Wales, Australia – Albury ABY Albany, GA, USA – Dougherty County ABZ Aberdeen, Scotland, United Kingdom – Dyce ACA Acapulco, Guerrero, Mexico – Alvarez International ACC Accra, Ghana – Kotoka ACE Lanzarote, Canary Islands, Spain – Lanzarote ACH Altenrhein, Switzerland – Altenrhein Airport ACI Alderney, Channel Islands, United Kingdom – The Bl ACK Nantucket, MA, USA ACT Waco, TX, USA – Madison Cooper ACV Arcata, CA, USA – Arcata/Eureka Airport ACY Atlantic City /Atlantic Cty, NJ, USA – Atlantic Ci ADA Adana, Turkey – Adana ADB Izmir, Turkey – Adnan Menderes ADD Addis Ababa, Ethiopia – Bole ADE Aden, Yemen – Aden International Airport ADJ Amman, Jordan – Civil ADK Adak Island, Alaska, USA, Adak Island Airport ADL Adelaide, South Australia, Australia – Adelaide ADQ Kodiak, AK, USA ADZ San Andres Island, Colombia AED Aleneva, Alaska, USA – Aleneva Airport AEP Buenos Aires, Buenos -

Prioritising Safety in the Allocation of Australian Aviation Rescue Fire Fighting Services (ARFFS)
Prioritising safety in the allocation of Australian Aviation Rescue Fire Fighting Services (ARFFS) Report prepared for the United Firefighters Union of Australia, Aviation Branch Dr. Victor Quirk1 February 2016 The Centre of Full Employment and Equity (CofFEE) is an official research centre at the University of Newcastle, NSW, Australia. Contact: 02-4921 7283 or [email protected] 2 Contents List of Tables ............................................................................................................................. 5 List of Figures ............................................................................................................................ 5 Executive Summary ................................................................................................................... 6 Section 1 Introduction ............................................................................................................. 13 Section 2 Current institutional and regulatory framework ...................................................... 18 2.1 International Civil Aviation Organisation (ICAO) ........................................................ 18 2.2 Civil Aviation Safety Authority (CASA) ...................................................................... 18 2.3 Australian Transport Safety Bureau (ATSB) ................................................................ 19 2.4 Airservices Australia (ASA) .......................................................................................... 19 Section 3 International -

Cabin Crew) Pre-Course Information and Learning
14 COMPASS ROAD, JANDAKOT PLEASE READ THE FOLLOWING IF YOU HAVE RECEIVED AN OFFER FOR THE FOLLOWING COURSE National ID: AVI30219 Course: AZS9 Certificate III in Aviation (Cabin Crew) Pre-Course Information and Learning Course Outline: The Certificate III in Aviation (Cabin Crew) course requires you to be able to work effectively in a team environment as part of a flight crew, work on board a Boeing 737 in the aircraft cabin and perform first aid in an aviation environment. Part of your training will require you to be able to swim fully clothed to conduct emergency procedures in a raft. Self-defence skills are taught as part of the curriculum which may require you to be in close proximity to the trainees. When you complete the Certificate III in Aviation (Cabin Crew) you will be recruitment-ready for an exciting career as a flight attendant or cabin crew member. You will gain valuable experience and skills in emergency response drills, first aid, responsible service of alcohol, teamwork and customer service, and preparation for cabin duties. You will gain confidence in dealing with difficult passengers on an aircraft with crew member security training. This course is specifically designed for those seeking an exciting career as a cabin crew member (flight attendant). This course has been developed in conjunction with commercial airlines and experienced cabin crew training managers to meet current aviation standards and will thoroughly prepare you to be successful in the airline industry. South Metropolitan TAFE has a Boeing 737 which will be used for the majority of your practical training. -

Digital PP2020 Commemorative Event Program.Pdf
8-15 august 2020 EVENT PROGRAM 2 3 A brief timeline of Norfolk Island’s involvement in World War II depot for land-based aircraft travelling between Australia, New Zealand and the islands to the north. • Major General Sir Charles Rosenthal was appointed Administrator of Norfolk Island in 1937. He was a respected World War I (WWI) veteran and a strong, • By January 1942, a US regiment was on its way to Melbourne and soon forceful character. Convinced the war was imminent, he made preparations for afterwards US Captain Ronald W. Husk and a small team spent 4 days on Norfolk Norfolk Island’s involvement, including organising for the Royal Australian Air Island making a military assessment. Their work was supplemented by the first Force to plan an airstrip for the island. aerial survey of the island by the Royal New Zealand Air Force (RNZAF) on 26 April 1942. • On 1 September 1939, Germany invaded Poland. On 3 September 1939, Britain and France declared war on Germany. This was the start of World War II (WWII). • In August 1942, the Moa Moa bought a US advance party of 14 men to the Island to select the airfield site and plan arrangements for bringing ashore the • Enlistment in both WWI & WWII was highly significant given the island’s small large amount of machinery that would be needed. population. The population of Norfolk Island was 983 in July 1939. During WWII, 280 of a possible 365 men, along with 8 women, joined the Australian and New • On 11 September 1942, the Yochow arrived, bringing 192 New South Wales Zealand forces. -

KODY LOTNISK ICAO Niniejsze Zestawienie Zawiera 8372 Kody Lotnisk
KODY LOTNISK ICAO Niniejsze zestawienie zawiera 8372 kody lotnisk. Zestawienie uszeregowano: Kod ICAO = Nazwa portu lotniczego = Lokalizacja portu lotniczego AGAF=Afutara Airport=Afutara AGAR=Ulawa Airport=Arona, Ulawa Island AGAT=Uru Harbour=Atoifi, Malaita AGBA=Barakoma Airport=Barakoma AGBT=Batuna Airport=Batuna AGEV=Geva Airport=Geva AGGA=Auki Airport=Auki AGGB=Bellona/Anua Airport=Bellona/Anua AGGC=Choiseul Bay Airport=Choiseul Bay, Taro Island AGGD=Mbambanakira Airport=Mbambanakira AGGE=Balalae Airport=Shortland Island AGGF=Fera/Maringe Airport=Fera Island, Santa Isabel Island AGGG=Honiara FIR=Honiara, Guadalcanal AGGH=Honiara International Airport=Honiara, Guadalcanal AGGI=Babanakira Airport=Babanakira AGGJ=Avu Avu Airport=Avu Avu AGGK=Kirakira Airport=Kirakira AGGL=Santa Cruz/Graciosa Bay/Luova Airport=Santa Cruz/Graciosa Bay/Luova, Santa Cruz Island AGGM=Munda Airport=Munda, New Georgia Island AGGN=Nusatupe Airport=Gizo Island AGGO=Mono Airport=Mono Island AGGP=Marau Sound Airport=Marau Sound AGGQ=Ontong Java Airport=Ontong Java AGGR=Rennell/Tingoa Airport=Rennell/Tingoa, Rennell Island AGGS=Seghe Airport=Seghe AGGT=Santa Anna Airport=Santa Anna AGGU=Marau Airport=Marau AGGV=Suavanao Airport=Suavanao AGGY=Yandina Airport=Yandina AGIN=Isuna Heliport=Isuna AGKG=Kaghau Airport=Kaghau AGKU=Kukudu Airport=Kukudu AGOK=Gatokae Aerodrome=Gatokae AGRC=Ringi Cove Airport=Ringi Cove AGRM=Ramata Airport=Ramata ANYN=Nauru International Airport=Yaren (ICAO code formerly ANAU) AYBK=Buka Airport=Buka AYCH=Chimbu Airport=Kundiawa AYDU=Daru Airport=Daru -
Database for Australia 1.Pdf
Airport Coordination Australia (ACA) Head Coordinator Name Ernst J. Krolke Title Chief Executive Officer Affiliation Airport Coordination Australia Address PO Box 3047, Sydney International Airport, NSW 2020 TEL +61 2 9313 5469 FAX +61 2 9313 4210 E-mail [email protected] Airport Name Code TTY E-mail Web Site Level 3 Adelaide ADL HDQACXH [email protected] www.coordaus.com.au Brisbane BNE HDQACXH [email protected] www.coordaus.com.au Cairns CNS HDQACXH [email protected] www.coordaus.com.au Darwin DRW HDQACXH [email protected] www.coordaus.com.au Melbourne MEL HDQACXH [email protected] www.coordaus.com.au Gold Coast OOL HDQACXH [email protected] www.coordaus.com.au Perth PER HDQACXH [email protected] www.coordaus.com.au Sydney SYD HDQACXH [email protected] www.coordaus.com.au Level 2 Hobart HBA HDQACXH [email protected] www.coordaus.com.au Norfolk Island NLK HDQACXH [email protected] www.coordaus.com.au Port Hedland PHE HDQACXH [email protected] www.coordaus.com.au Townsville TSV HDQACXH [email protected] www.coordaus.com.au Adelaide Airport (Australia) Airport Name Adelaide Airport (IATA: ADL, ICAO: YPAD) Airport Location 6 km / 3.7 miles west of city centre Airport Coordinate 34 56.42S 138 31.5E Runways A runway 05/23 3,100m (10,171ft) B runway 12/30 1,652m (5,420ft) Curfew: 23:00 local –06:05 local Passenger Terminal Terminal 1 Domestic & International Common User Terminal. International Maximum 4 gates, Domestic 8 up to 16 if no Internationals. -
Runway Excursions ATSB TRANSPORT SAFETY REPORT Aviation Research and Analysis Report – AR-2008-018(2) Final
An Australian perspective An Australian excursions and consequences 2: Minimising the of runway Part likelihood excursions Runway ATSB TRANSPORT SAFETY REPORT Aviation Research and Analysis Report – AR-2008-018(2) Final Runway excursions Part 2: Minimising the likelihood and consequences of runway excursions An Australian perspective AR-2008-048.indd 1 17/06/09 10:03 AM ATSB TRANSPORT SAFETY REPORT Aviation Research and Analysis Report AR-2008-018(2) Final Runway excursions Part 2: Minimising the likelihood and consequences of runway excursions An Australian perspective - i - Published by: Australian Transport Safety Bureau Postal address: PO Box 967. Civic Square ACT 2608 Office location: 62 Northbourne Ave, Canberra City, Australian Capital Territory, 2601 Telephone: 1800 020 616, from overseas +61 2 6257 4150 Accident and incident notification: 1800 011 034 (24 hours) Facsimile: 02 6247 3117, from overseas +61 2 6247 3117 Email: [email protected] Internet: www.atsb.gov.au © Commonwealth of Australia 2009. This work is copyright. In the interests of enhancing the value of the information contained in this publication you may copy, download, display, print, reproduce and distribute this material in unaltered form (retaining this notice). However, copyright in the material obtained from other agencies, private individuals or organisations, belongs to those agencies, individuals or organisations. Where you want to use their material you will need to contact them directly. Subject to the provisions of the Copyright Act 1968, you must not make any other use of the material in this publication unless you have the permission of the Australian Transport Safety Bureau. Please direct requests for further information or authorisation to: Commonwealth Copyright Administration, Copyright Law Branch Attorney-General’s Department, Robert Garran Offices, National Circuit, Barton, ACT 2600 www.ag.gov.au/cca ISBN and formal report title: see ‘Document retrieval information’ on page v - ii - CONTENTS THE AUSTRALIAN TRANSPORT SAFETY BUREAU ................................ -

DRAFT FINAL REPORT Norfolk Island Regional Council
NORFOLK ISLAND AIRPORT AIRPORT MASTER PLAN DRAFT FINAL REPORT Norfolk Island Regional Council NORFOLK ISLAND INTERNATIONAL AIRPORT AIRPORT MASTER PLAN DRAFT FINAL REPORT SUBMITTED BY LEADING EDGE AVIATION PLANNING PROFESSIONALS PTY LTD Innovation Centre Sunshine Coast 90 Sippy Downs Drive Sippy Downs 4556 Queensland Australia [email protected] +617-54302220 JULY 2020 DOCUMENT CONTROL SHEET Report Title Norfolk Island Airport Master Plan File Reference 19300RpcscNLKDraftAirportMasterPlan270720 Author Philip Craig Reviewer Shannen Chua / Victor Craig QA Review Rayvathi Ganesan Issued Date 27 July 2020 *The purpose of this form is to ensure that documents are reviewed and approved prior to issue. The form is to be bound into the front of all documents released for the Project. Norfolk Island Airport Master Plan Executive Summary Executive Summary The first point of contact for any visitor to Norfolk Island is the Airport. This is an important piece of infrastructure for the Island and its people and therefore, it is important to ensure that plans are estaBlished for the long term future of the facility, so that it can continue to welcome visitors on into the future. The Airport Master Plan is the plan for the future of the airport. Some of the facilities and activities identified in the Airport Master Plan will be developed in the near term, whereas some will take several years to justify and might Be expected to Be implemented in 10 to 15 years time. The Master Plan identifies areas of the airport site that are reserved to enable the Regional Council to Be able to react to other opportunities that might develop in the future But are not presently apparent.