Studies on Preparation of Cyclic Olefin Copolymer Blends and Characterization of Their Mechanical, Thermal and Barrier Properties
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Packaging with Topas® Coc Packaging with Topas® Coc
PACKAGING WITH TOPAS® COC PACKAGING WITH TOPAS® COC TOPAS Advanced Polymers TOPAS Advanced Polymers is the world’s leading maker of COC (cyclic TOPAS Advanced Polymers also supplies the chemical raw material nor- olefin copolymer), a glass-clear plastic for healthcare, optics, packag- bornene. A joint venture of Polyplastics Co., Ltd. and Daicel Corporation, ing, and electronics applications. From insulin delivery, to food contact the company is headquartered in Frankfurt, Germany. It operates the films, to tablet and smartphone displays, TOPAS is the high performance world's largest COC plant in Oberhausen, Germany. TOPAS® is a regis- material of choice. The broad global regulatory compliance of TOPAS tered trademark of TOPAS Advanced Polymers for its family of cyclic can make your next development a simpler task. olefin copolymer resins. Important The properties of articles can be affected by a variety of factors, includ- specified, the numerical values given in this literature are for reference ing choice of material, additives, part design, processing conditions, purposes only and not for use in product design. Without exception, and exposure to the environment. Customers should take responsibility please follow the information and other procedures explained in this as to the suitability of a particular material or part design for a spe- literature. This literature does not guarantee specific properties for our cific application. In addition, before commercializing a product that company’s products. Please take the responsibility to verify intellectual incorporates TOPAS, customers should take the responsibility of car- property rights of third parties. rying out performance evaluations. The products mentioned herein are not designed or promoted for use in medical or dental implants. -

Medical Plastics Are Facilitating a New Frontier of More Types of Outpatient Treatments, Less Invasive Procedures and Longer Lasting Materials
Medical Plastics are facilitating a new frontier of more types of outpatient treatments, less invasive procedures and longer lasting materials. Plus, antimicrobial plastics cut down on infections. If you’re looking for a healthier cost-effective alternative for medical materials, check out plastics! Applications • Surgical instrument handles/grips • Dental instrument handles/grips • Orthopedic implants • Pacemaker leads • Endoscopic housing/eyepieces • Sterilization trays/caddies • X-ray and MRI parts • Dialysis machines housings • Respiratory units • Pharmaceutical production/packaging • Fluid distribution-valve housings/ nozzles • IV and infusion devices Materials Did you know? • Diagnostic systems • Feeding tubes • Acetal Copolymer (POM) In the high performance medical device market, • Catheters • Cyclic Olefin Copolymer (COC) the goal is to save thousands or tens of thousands • Ethylene-Vinyl Acetate (EVA) of dollars per patient treated, not a few cents per • Liquid Crystal Polymer (LCP) device manufactured. Advantages May Include • Polycarbonate (PC) • Polyetheretherketone (PEEK) • Low manufacturing costs • Polyethylene (PE) • Low friction and wear • Polyetherimide (PEI) • Lightweight • Polymethyl Pentene (PMP) • Resistant to high temperature, impact, • Polyphenylene Oxide (PPO) chemicals • Polyphenylene Sulfide (PPS) • Color coding options • Polyphenylsulfone (PPSU) • Easy to create ergonomic designs • Polypropylene (PP) • Maintains physical properties under • Polysulfone (PSU) thermal, chemical or electrical stress • Polyvinyl -

3D Cyclic Olefin Copolymer (COC)
3D Cyclic Olefin Copolymer (COC) Microfluidic Chip Fabrication Using Hot Embossing Method for Cell Culture Platform M ASSACHUSETTS INSTITUTE by OF TECHNOLOGY SEP 0 1 2010 Jessie Sungyun Jeon Bachelor of Science in Mechanical Engineering LIBRARIES Massachusetts Institute of Technology, 2008 ARCHIVES Submitted to the Department of Mechanical Engineering in partial fulfillment of the requirements for the degree of Master of Science in Mechanical Engineering at the MASSACHUSETTS INSTITUTE OF TECHNOLOGY JUNE 2010 © Massachusetts Institute of Technology 2010. All rights reserved. Author .... ...... .. .. .. ...V ......... ..... .. ... ... .. .. Department of Mechanical Engineering f/ May 7, 2010 Certified b' .1 Joseph Charest Senior Member Technical Staff, Draper Laboratory Thesis Supervisor Certified by...... Roger Kamm 7 Pofessor of Mechanical Engineering I Thesis Supervisor Accepted by ........................... ............ David Hardt Chair, Department Committee on Graduate Studies Department of Mechanical Engineering 3D Cyclic Olefin Copolymer (COC) Microfluidic Chip Fabrication Using Hot Embossing Method for Cell Culture Platform by Jessie Sungyun Jeon Submitted to the Department of Mechanical Engineering on May 7, 2010, in partial fulfillment of the requirements for the degree of Master of Science in Mechanical Engineering Abstract A microfluidic system has been developed for studying the factors inducing different responses of cells in vascular system using a three-dimensional microenvironment. The devices have been transferred from PDMS to a platform in cyclic olefin copolymer (COC) which has advantages in terms of hydrophobicity, production by the more commercially-viable hot embossing technique, and amenability to surface treatments. Here the fabrication process is described and the new systems are characterized. Surface wettability, bond strength between the system body and a covering plastic film, and cell viability data are presented and compared to systems fabricated in PDMS. -

IJREAM-Approved By
International Journal for Research in Engineering Application & Management (IJREAM) ISSN : 2454-9150 Vol-04, Issue-11, Feb 2019 Investigation of Thermal and Melt rheological properties of Linear Low Density Polyethylene/Cyclic olefin copolymer blends 1H. C. Shah, 2S. K. Nema 1PhD Scholar, 2Ph. D. Supervisor, Gujarat Technological University, Gujarat, India. 2HBNI Faculty, Institute for Plasma Research, Bhat Gandhinagar, India. Corresponding author: [email protected] Abstract In this paper, Cyclic Olefin Copolymer (COC) was melt blended in various weight fractions (5%, 10%, 15%, and 20%) with Linear Low Density Polyethylene (LLDPE) using Haake extruder followed by preparation of samples in the form of sheets using compression molding press. Differential scanning calorimetery (DSC) was carried out on polymers and its blends to investigate effect of Cyclic Olefin Copolymer (COC) on melt temperature and percent crystallinity. It was investigated that melting (Tm) and crystalline temperature (Tc) of LLDPE was not affected by the presence of COC. Melt flow index was carried out to measure of the ease of flow of the melt blend. It was observed that there was an increase in MFI values of the LLDPE/COC blend with the rise of temperature which results in the decrease of viscosity at high temperature. Keywords — Polymer blends, Differential Scanning Calorimeter, Melt Flow Index, Polyethylene. I. INTRODUCTION and processabilities, and therefore, they are widely used in The commercial growth of new polymers appears to be industrial film applications. It has been accepted that everlasting. However, preparation of polymer blends from morphology of polymer blends plays a significant role in the already existing polymers would be economically deciding their physical and mechanical properties. -

PACKAGING Packaging
Cyclic Olefin Copolymer (COC) PACKAGING Packaging www.topas.com TOPAS Advanced Polymers TOPAS Advanced Polymers manufactures and Germany, it operates a U.S. subsidiary in Florence, markets TOPAS® COC (cyclic olefin copolymer) Kentucky, USA, and a 30,000 metric ton per year for advanced packaging, medical, optical and other plant, the world’s largest, in Oberhausen, Germany. applications worldwide. The company is a joint TOPAS Advanced Polymers was launched January 1, venture of Daicel Chemical Industries Ltd., and 2006 following the purchase of the TOPAS business Polyplastics Co., Ltd. Headquartered in Frankfurt, from Ticona, a subsidiary of Celanese Corporation. Important The properties of articles can be affected by a variety of factors, values given in this literature are for reference purposes only including choice of material, additives, part design, processing and not for use in product design. Without exception, please conditions, and exposure to the environment. Customers should follow the information and other procedures explained in this take responsibility as to the suitability of a particular material literature. This literature does not guarantee specific properties for or part design for a specific application. In addition, before our company’s products. Please take the responsibility to verify commercializing a product that incorporates TOPAS, customers intellectual property rights of third parties. should take the responsibility of carrying out performance evaluations. Our company’s products are not intended for use in medical and dental implants. Unless specified, the numerical Published in April 2011 2 Cyclic Olefin Copolymer (COC) Contents 1. Introduction 4 2. Product portfolio 6 Introduction 1 3. Product performance 6 3.1 Physical properties 6 3.1.1 Mechanical properties of blends 8 3.1.2 Thermal properties 8 Product portfolio 2 3.1.3 Rheology 9 3.1.4 Optical properties 10 3.1.5 Barrier properties 10 3.1.6 Deadfold 11 3.1.7 Coefficient of friction 11 Product performance 3 3.2 Chemical resistance 12 3.3 Regulatory 13 3.4 Recycling 13 4. -

Synthesis of High Performance Cyclic Olefin Polymers (Cops) with Ester Group Via Ring-Opening Metathesis Polymerization
Polymers 2015, 7, 1389-1409; doi:10.3390/polym7081389 OPEN ACCESS polymers ISSN 2073-4360 www.mdpi.com/journal/polymers Article Synthesis of High Performance Cyclic Olefin Polymers (COPs) with Ester Group via Ring-Opening Metathesis Polymerization Jing Cui 1, Ji-Xing Yang 1, Yan-Guo Li 2,* and Yue-Sheng Li 1,* 1 School of Material Science and Engineering, Tianjin University, Tianjin 300072, China; E-Mails: [email protected] (J.C.); [email protected] (J.-X.Y.) 2 Changchun Institute of Applied Chemistry, Chinese Academy of Sciences, Changchun 130022, China * Authors to whom correspondence should be addressed; E-Mails: [email protected] (Y.-G.L.); [email protected] (Y.-S.L.); Tel./Fax: +86-22-2740-4377 (Y.-S.L.) Academic Editor: Changle Chen Received: 7 June 2015 / Accepted: 8 July 2015 / Published: 4 August 2015 Abstract: Novel ester group functionalized cyclic olefin polymers (COPs) with high glass transition temperature, high transparency, good mechanical performance and excellent film forming ability have been achieved in this work via efficient ring-opening metathesis copolymerization of exo-1,4,4a,9,9a,10-hexahydro-9,10(1′,2′)-benzeno-l,4-methanoanthracene (HBM) and comonomers (5-norbornene-2-yl methylacetate (NMA), 5-norbornene-2-yl methyl 2-ethylhexanoate (NME) or 5-norbornene-2-yl methyldodecanoate (NMD)) utilizing the Grubbs first generation catalyst, Ru(CHPh)(Cl)2(PCy3)2 (Cy = cyclohexyl, G1), followed by hydrogenation of double bonds in the main chain. The fully hydrogenated copolymers were characterized by nuclear magnetic resonance, FT-IR spectroscopy analysis, gel permeation chromatography, and thermo gravimetric analysis. -
Ronald R. Lamonte and Donal Mcnally Vcyclic Olefin Copolymers
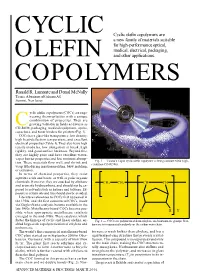
▲ CYCLIC Cyclic olefin copolymers are a new family of materials suitable for high-performance optical, medical, electrical, packaging, OLEFIN and other applications. COPOLYMERS Ronald R. Lamonte and Donal McNally Ticona, A business of Celanese AG Summit, New Jersey yclic olefin copolymers (COCs) are engi- neering thermoplastics with a unique combination of properties. They are proving valuable in fields as diverse as CCD-ROM, packaging, medical equipment, optics, capacitors, and toner binders for printers (Fig. 1). COCs have glass-like transparency, low density, high heat-deflection temperature, and excellent electrical properties (Table 1). They also have high tensile modulus, low elongation at break, high rigidity, and good surface hardness. Beyond this, they are highly pure and have excellent water- vapor barrier properties and low moisture absorp- Fig. 1 — Ticona’s Topas cyclic olefin copolymer is being considered for high- tion. These materials flow well, and shrink and resolution CD-ROMs. warp little during injection molding, blow molding, or extrusion. In terms of chemical properties, they resist aqueous acids and bases, as well as polar organic chemicals. However, they are attacked by aliphatic CH2 CH2 CH CH and aromatic hydrocarbons, and should not be ex- posed to solvents such as hexane and toluene. Ex- posure to certain oils and fats should also be avoided. Literature references to COCs first appeared in the 1950s, and the first commercial COCs, made via Ziegler-Natta catalysis, became available in the late 1980s. Metallocene-based COCs became pos- H H Y sible when appropriate metallocene catalysts emerged in the mid-1980s. These catalysts, which foster the linkage of cyclic and linear olefins, en- Fig. -

Functionalization of Cyclic Olefin Copolymer Substrates With
Functionalization of cyclic olefin copolymer substrates with polyethylene glycol diacrylate for the in situ synthesis of immobilized nanoparticles Josiane Saade, Nina Declas, Pedro Marote, Claire Bordes, Karine Faure To cite this version: Josiane Saade, Nina Declas, Pedro Marote, Claire Bordes, Karine Faure. Functionalization of cyclic olefin copolymer substrates with polyethylene glycol diacrylate for the in situ synthesis ofimmo- bilized nanoparticles. Journal of Materials Science, Springer Verlag, 2017, 52 (8), pp.4509-4520. 10.1007/s10853-016-0696-8. hal-01515322 HAL Id: hal-01515322 https://hal.archives-ouvertes.fr/hal-01515322 Submitted on 23 Jul 2020 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. Functionalization of cyclic olefin copolymer substrates with polyethylene glycol diacrylate for the in situ synthesis of immobilized nanoparticles Josiane Saadé, Nina Declas, Pedro Marote, Claire Bordes, and Karine Faure Université de Lyon, CNRS, Université Claude Bernard Lyon 1, ENS de Lyon, Institut des Sciences Analytiques, UMR 5280, 5 rue de la Doua, F-69100 VILLEURBANNE, France [email protected] 1 1 Introduction 2 Microfluidic systems are actually in development owing to their significant advantages: the 3 reduction of solvent consumption and the faster analysis. -

Cyclic Olefin Polymer As a Novel Membrane Material for Membrane Distillation Applications
Cyclic olefin polymer as a novel membrane material for membrane distillation applications M. Sabzekara,b, M. Pourafshari Chenara,*, Z. Maghsouda, O. Mostaghisic, M.C. García-Payob, M. Khayetb,d,* a Department of Chemical Engineering, Faculty of Engineering, Ferdowsi University of Mashhad, Mashhad, Iran b Department of Structure of Matter, Thermal Physics and Electronics, Faculty of Physics, University Complutense of Madrid, Avda. Complutense s/n, 28040 Madrid, Spain c Sarkhoon Gas Refinery Company, Bandar abbas, Iran d Madrid Institute for Advanced Studies of Water (IMDEA Water Institute), Avda. Punto Com no. 2, Alcalá de Henares, 28805 Madrid, Spain * Corresponding authors: [email protected] (M. Khayet) [email protected] (M. Pourafshari Chenar) 1 Abstract A first attempt was made to prepare cyclic olefin polymer/copolymer (COP/COC) flat-sheet porous membranes by the well-known non-solvent induced phase separation method. In this study, two solvents (chloroform and 1,2,4-trichlorobenzene), different additives (polyvinylpyrrolidone, PVP, polyethylene glycol, PEG400, polyethylene oxide, PEO, and Sorbitan monooleate, Span 80) and coagulants (acetone and 70/30 wt% acetone/water mixture) were employed. The prepared membranes were characterized in terms of the thickness (70 - 85 µm), porosity (~50 - 80%), liquid entry pressure (1.16 - 4.55 bar), water contact angle (~86º - 111º), mean pore size (158 – 265 nm), mechanical properties (tensile strength: 0.74 -5.51 MPa, elongation at break: 3.34% -7.94% and Young´s modulus: 29 – 237 MPa), morphological and topographical characteristics. Short-term direct contact membrane distillation (DCMD) tests showed maximum permeate fluxes of 20 kg.m- 2h-1 and 15 kg.m-2h-1 when using as feed distilled water and 30 g/L sodium chloride aqueous solution, respectively, with a high salt separation factor (99.99%). -
WO 2017/033208 A2 2 March 2017 (02.03.2017) P O P C T
(12) INTERNATIONAL APPLICATION PUBLISHED UNDER THE PATENT COOPERATION TREATY (PCT) (19) World Intellectual Property Organization I International Bureau (10) International Publication Number (43) International Publication Date WO 2017/033208 A2 2 March 2017 (02.03.2017) P O P C T (51) International Patent Classification: DO, DZ, EC, EE, EG, ES, FI, GB, GD, GE, GH, GM, GT, A61K 31/485 (2006.01) A61K 9/28 (2006.01) HN, HR, HU, ID, IL, IN, IR, IS, JP, KE, KG, KN, KP, KR, KZ, LA, LC, LK, LR, LS, LU, LY, MA, MD, ME, MG, (21) International Application Number: MK, MN, MW, MX, MY, MZ, NA, NG, NI, NO, NZ, OM, PCT/IN20 16/050280 PA, PE, PG, PH, PL, PT, QA, RO, RS, RU, RW, SA, SC, (22) International Filing Date: SD, SE, SG, SK, SL, SM, ST, SV, SY, TH, TJ, TM, TN, 23 August 2016 (23.08.2016) TR, TT, TZ, UA, UG, US, UZ, VC, VN, ZA, ZM, ZW. (25) Filing Language: English (84) Designated States (unless otherwise indicated, for every kind of regional protection available): ARIPO (BW, GH, (26) Publication Language: English GM, KE, LR, LS, MW, MZ, NA, RW, SD, SL, ST, SZ, (30) Priority Data: TZ, UG, ZM, ZW), Eurasian (AM, AZ, BY, KG, KZ, RU, 3223/MUM/2015 24 August 2015 (24.08.2015) IN TJ, TM), European (AL, AT, BE, BG, CH, CY, CZ, DE, DK, EE, ES, FI, FR, GB, GR, HR, HU, IE, IS, IT, LT, LU, (71) Applicant: RUSAN PHARMA LIMITED [IN/IN]; 58-D, LV, MC, MK, MT, NL, NO, PL, PT, RO, RS, SE, SI, SK, Government Industrial Estate, Charkop, Kandivali (West), SM, TR), OAPI (BF, BJ, CF, CG, CI, CM, GA, GN, GQ, Mumbai 400067 (IN). -

TOPAS® COC Cyclic Olefin Copolymer Cyclic Olefin Copolymer
TOPAS® COC Cyclic Olefin Copolymer Cyclic Olefin Copolymer Important: Properties of molded parts, sheets and films can be influenced by a provided otherwise, values shown merely serve as an orientation; wide variety of factors involving material selection, further additives, such values alone do not represent a sufficient basis for any part part design, processing conditions and environmental exposure. It design. – Our processing and other instructions must be followed. is the obligation of the customer to determinewhether a particular We do not hereby promise or guarantee specific properties of our material and part design is suit-able for a particular application. The products. Any existing industrial property rights must be observed. customer is responsible for evaluating the performance of all parts containing plastics prior to their commercialization.Our products are not intended for use in medical ordental implants. – Unless Published in June 2019 2 TOPAS® COC Contents 1. Introduction 4 2. Grades, supply form, colors 5 3. Physical properties 6 3.1 Mechanical properties 7 3.1.1 Behaviour under short-term stress 7 3.1.2 Behaviour under long-term stress 8 3.2 Thermal properties 8 3.3 Electrical properties 9 3.4 Optical properties 10 4. Effect of service environment 11 on properties of TOPAS® COC 4.1 Behaviour in air and water 11 4.2 Chemical resistance 11 4.3 Stress cracking resistance 12 4.4 Light and weathering resistance 12 5. Food packaging, medical and diagnostic 13 5.1 Sterilizability 13 5.2 Biocompatibility 13 5.3 Regulatory 13 6. Processing 14 6.1 Safety and health information 14 6.2 Injection molding 14 6.2.1 Machine requirements 14 6.2.2 Flow behaviour 14 6.2.3 Gate and mold design 15 6.2.4 Range of processing conditions 15 6.2.5 Shrinkage 16 6.2.6 Demolding 16 6.2.7 Compatibility with thermoplastics 16 6.3 Extrusion/injection blow molding/ 16 extrusion blowing 6.3.1 Film extrusion 16 6.3.2 Injection blow molding/extrusion blowing 16 6.4 Secondary operations 17 6.4.1 Welding 17 6.4.2 Adhesive bonding 17 6.4.3 Metallization 17 7. -

Material Composition Having Reduced Friction
(19) TZZ ¥ _T (11) EP 2 863 962 B1 (12) EUROPEAN PATENT SPECIFICATION (45) Date of publication and mention (51) Int Cl.: of the grant of the patent: A61L 29/04 (2006.01) A61L 29/08 (2006.01) 31.08.2016 Bulletin 2016/35 A61L 29/14 (2006.01) (21) Application number: 13725597.2 (86) International application number: PCT/EP2013/060183 (22) Date of filing: 16.05.2013 (87) International publication number: WO 2013/189672 (27.12.2013 Gazette 2013/52) (54) MATERIAL COMPOSITION HAVING REDUCED FRICTION COEFFICIENT USED FOR MEDICAL TUBES MATERIALZUSAMMENSETZUNG ZUR VERRINGERUNG DES REIBUNGSKOEFFIZIENTEN FÜR MEDIZINISCHE SCHLÄUCHE COMPOSITION DE MATIÈRE AYANT UN COEFFICIENT DE FROTTEMENT RÉDUIT UTILISÉE POUR DES TUBES MÉDICAUX (84) Designated Contracting States: • J.KOLARIK ET AL.: "High-density AL AT BE BG CH CY CZ DE DK EE ES FI FR GB Polyethylene/cycloolefin copolymer blends. GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO Part.1: Phase structure, dynamic mechanical, PL PT RO RS SE SI SK SM TR tensile, and impact properties", POLYMERIC ENGINEERING AND SCIENCE, 2005, pages (30) Priority: 20.06.2012 US 201261661812 P 817-826, XP002712371, • JAN KOLARIK ET AL.: "High-density (43) Date of publication of application: polyethylene/cycloolefin copolymer blends, 29.04.2015 Bulletin 2015/18 Part.2: non linear tensile creep", POLYMER ENGINEERING AND SCIENCE, 2006, pages (73) Proprietor: Biotronik AG 1363-1373, XP002712372, 8180 Bülach (CH) • DATABASECA [Online] CHEMICAL ABSTRACTS SERVICE, COLUMBUS, OHIO, US; CONSTANT, (72) Inventor: SCHWITZER, Alwin DAVID R.: "Cyclic-olefinic copolymers as 8180 Buelach (CH) non-migrating, polymeric slip additives in", XP002712375, retrieved from STN Database (74) Representative: Randoll, Sören et al accession no.