Experiments Concerning the Commerical Extraction of Methane Fr
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

US Army Ammunition Data Sheets
TM 43-000 l-27 TECHNICAL MANUAL ARMY AMMUNITION DATA SHEETS SMALL CALIBER AMMUNITION FSC 1305 . DISTRIBUTION STATEMENT A: Approved for public release: distribution is unlimited. HEADQUARTERS, DEPARTMENT OF THE ARMY APRIL 1994 TM 43-0001-27 When applicable, insert latest change pages and dispose of LIST OF EFFECTIVE PAGES supersededpages in accordance with applicable rcgulat~ons. TOTAL NUMBER OF PAGES IN THIS PUBLICATION IS 316 CONSISTING OF THE FOLLOWING: Page *Change Page *Change No. No. No. No. Cover 10-l thru lo-24 A 11-l thru 11-32 B 12-l thru 12-8 ithruvi 13-1 thru 13-8 l-l and l-2 14-1 thru 14-42 2-1 thru 2-16 15-l thru 15-16 3-1 thru 3-10 16-1 thru 16-10 4-1 thru 4-12 17-1 thru 17-8 5-1 thru 5-24 18-1 thru 18-16 6-1 thru 6-4 18-17 7-l thru 7-8 18-18 8-l thru 8-18 Authentication Page 9-l thru 9-46 * Zero indicates an original page. Change 1 A :::‘l’M43.0001-“7 Technical Manual ) HEADQUARTERS ) DEPARTMENT OF THE ARMY p No. 43-0001-2’7 ) Washington, DC, 20 April 1994 ARMY AMMUNITION DATA SHEETS SMALL CALIBER AMMUNITION FSC 1305 REPORTING OF ERRORS AND RECOMMENDING IMPROVEMENTS You can improve this manual. If you find any mistakes or know of a way to improve the procedures, please let us know. Mail your DA Form 2028 (Recommended Changes to Publications and Blank Forms), or DA Fornl 2028-2 located in the back of this nxmual direct to Commander, U.S. -

United States Patent Office Patented May 8, 1973 2 3,732,130 Tion, the Formulations Are Still Based Primarily Upon GUN PROPELLANT CONTAINING NONENER
3,732,130 United States Patent Office Patented May 8, 1973 2 3,732,130 tion, the formulations are still based primarily upon GUN PROPELLANT CONTAINING NONENER. itsellulose With or without nitroglycerine as indicated GETIC PLASTICIZER, NATROCELLULOSE AND abOWe. TRAMNOGUANDENE NITRATE The early single-base gun propellant, utilizing nitro Joseph E. Flanagan, Woodland Hills, and Vernon E. 5 cellulose with 13.15% nitrogen content, has a mass im Haury, Santa Susana, Calif., assignors to North Ameri petus of 357,000 ft.-lbs./lb. and an isochoric flame tem can Rockwell Corporation perature of 3292. K. Incorporation of 20 weight percent No Drawing. Filed Oct. 14, 1971, Ser. No. 192,717 of nitroglycerin gives the standard double-base propel Int, C. C06d 5/06 lant with a mass impetus of 378,000 ft.-lbs./lb. and an U.S. C. 149-18 10 Claims O isochoric flame temperature of 3592 K. As mentioned previously, the high flame temperature of the double ABSTRACT OF THE DISCLOSURE base system is very undesirable since it severely limits the barrel life of the gun due to barrel erosion. To over Non-metallized gun propellant systems are provided come this critical problem, triple-base gun propellants containing triaminoguanidine nitrate oxidizer alone or in 15 were developed in which nitroguanidine was incorporated combination with other oxidizers such as cyclotrimethyl as a coolant into the nitrocellulose-nitroglycerine system. ene trinitramine or cyclotetramethylene tetranitramine. Representative conventional triple base propellants are the The binder system is based on nitrocellulose and a non M30 (impetus=364,000 ft.-lbs./Ib.; Ty=3040 K.) and energetic plasticizer such as polyethylene glycol. -

Shooters World Reloading Guide
SHOOTERS WORLD RELOADING GUIDE [email protected] ShootersWorldSC.com ShootersWorldSC.com Shooters World Pistol Powders MATCH RIFLE D073-06 RELOAD DATA Calibers Clean Shot Ultimate Pistol Auto Pistol Major Pistol Heavy Pistol Cowboy Load Starting Starting Max Max Max Caliber Case Projectile .380 Auto Length Charge Velocity Charge Velocity Pressure .223 Winchester 40 gr Hornady V-Max 2.245 22.5 2778 28.5 3678 50,500 9mm Luger Remington .38 Super Winchester 55 gr FMJ 2.245 24.0 2940 27.0 3311 53,500 .38 Special Winchester 60 gr Hornady V-Max 2.245 23.0 2862 26.2 3123 54,051 .357 Sig .357 Magnum Winchester 62 gr M855/SS109 2.245 23.5 2802 26.1 3156 54,600 .40 S&W Winchester 69 gr Sierra HPBT 2.245 22.0 2683 25.3 2998 54,960 10mm Auto Winchester 77 gr Sierra HPBT 2.245 22.0 2580 23.5 2750 54,600 .44 Special .44 Rem. Mag. .30-30 .45 ACP Hornady 125 gr Sierra FN 2.425 35.5 2465 40.0 2778 37,497 Winchester .45 Colt Hornady 150 gr Sierra FN 2.550 30.0 2210 35.6 2531 39,157 .454 Casull .50 GI Hornady 170 Speer HCFN 2.550 30.3 2180 34.2 2375 41,105 .50 AE .500 S&W .308 Remington 147 gr M80 Ball 2.750 44.0 2752 48.9 3060 59,671 Also used in Winchester Clean shot Shot Shell Winchester 150 gr Speer BTSP 2.800 44.0 2695 48.7 2982 59,874 Shooters World Rifle Powders Winchester 168 gr Nosler BT 2.810 42.0 2590 45.7 2798 60,500 CALIBERS Cowboy* SOCOM Blackout Tactical Rifle Match Rifle Lapua 168 gr Sierra HPBT 2.810 42.0 2575 46.0 2830 60,777 RIFLE 22 Hornet Lapua 175 gr Sierra HPBT 2.810 41.0 2560 44.8 2722 61,465 222 Remington 223 Remington .30-06 Federal 150 gr Core-Lokt 3.240 45.0 2530 52.0 2923 59,500 243 Winchester Springfield Garand Federal 150 gr FMJBT 3.300 46.5 2720 44,768 270 Winchester Load 7mm Remington Mag. -
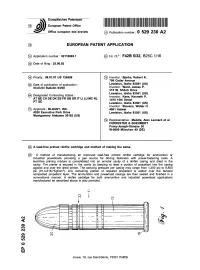
A Lead-Free Primed Rimfire Cartridge and Method of Making the Same
Patentamt JEuropaischesEuropean Patent Office Office europeen des brevets @ Publication number : 0 529 230 A2 @ EUROPEAN PATENT APPLICATION @ Application number: 92110695.1 @ Int. CI.5: F42B 5/32, B25C 1/16 (g) Date of filing : 25.06.92 (§) Priority : 08.07.91 US 726588 (72) Inventor : Bjerke, Robert K. 709 Cedar Avenue @ Date of publication of application : Lewiston, Idaho 83501 (US) 03.03.93 Bulletin 93/09 Inventor : Ward, James P. 315 W. Shiloh Drive Lewiston, Idaho 83501 (US) States @ Designated Contracting : Inventor : Kees, Kenneth P. AT BE CH DE DK ES FR GB GR IT LI LU MC NL 1410 15th Street PT SE Lewiston, Idaho 83501 (US) Inventor : Stevens, Walter H. (ft) Applicant : BLOUNT, INC. 4601 Hatwai 4520 Executive Park Drive Lewiston, Idaho 83501 (US) Montgomery Alabama 36192 (US) (74) Representative : Meddle, Alan Leonard et al FORRESTER & BOEHMERT Franz-Joseph-Strasse 38 W-8000 Miinchen 40 (DE) (54) A lead-free primed rimfire cartridge and method of making the same. (57) A method of manufacturing an improved lead-free primed rimfire cartridge for ammunition or industrial powerloads providing a gas source for driving fasteners with power-fastening tools. A lead-free priming mixture is consolidated into an annular cavity of a rimfire casing and dried in the cavity. The primer is secured in the cavity by tamping at least a portion of propellant into the casing against and over the dried primer. The tamping pressure per casing may range from 1,300 psi to 8,800 psi (91.4-618.7Kgf/cm2). Any remaining portion of required propellant is added over the tamped compacted propellant layer. -

Here Normal Communication (1100 Mm X 1100 Mm)
IN THE BATTLE SINCE 1888 AUSTRALIAN MUNITIONS PRODUCT RANGE AND SPECIFICS www.australian-munitions.com.au AUSTRALIAN MUNITIONS - A FORMIDABLE FORCE Small Calibre Ammunition ..................................................................................................................... 3 Medium Calibre ................................................................................................................................... 13 Large Calibre ...................................................................................................................................... 15 Grenades and Demolition Stores .......................................................................................................... 17 High Explosives .................................................................................................................................... 19 Military Propellants ............................................................................................................................... 21 Pyrotechnics and Simulators ................................................................................................................. 22 Bombs ................................................................................................................................................. 24 Commercial Powders and Ammunition .................................................................................................. 26 SMALL CALIBRE AMMUNITION 5.56 mm F1 BALL AMMUNITION Consistent performance in varying -

TM 9-1901-1, Ammunition for Aircraft Guns
TDEPARTMENTE C H N I C A OFL THEMAN ARMYU A L '11MU lJVJ fD1on.fD1rmnonQU UQU l!)J U U DEPARTMENTA I R FOR C E T EC H N I CALOF 0 THEROE R IIrm.U ill) nnfA\cnc0)fD1U UUU U clJ QU AMMUNITION FOR AIRCRAFT GUNS DEPARTMENTS OF THE ARMY AND THE AIR FORCE DECEMBER 1957 This manual is correct to 21 August 1957 *TM9-1901-1/TO llA-1-39 DEPARTIvIENTS OF THE ARMY AND THE AIR FORCE No. 9-1901-1 TECHNICALORDER * TECHNICALNo. 11A-I-39MANUAL} WASHINGTON25, D. C., 18 December 1957 AMMUNITION FOR AIRCRAFT GUNS Paragraphs Page CHAPTER 1. GENERAL Section I. Introductionu 1,2 2 II. General discussion_u - 3-13 3 CHAPTER 2. CARTRIDGES Section I. Cartridges for caliber .50 aircraft guns 14-30 11 II. Cartridges for 20-mm gun M3 u u _u 31-41 21 III. Cartridges for 20-mm gun M24AL __u u U U U _ 42-52 28 IV. Cartridges for 20-mm guns :M39, M39Al, and M61 (TI71E3) u _u u u u __u u u u53-63 32 CHAPTER 3. FUZES, PROPELLING CHARGES, AND PRIMERS Section I. Fuzes for cartridges for 20-mm aircraft guns u 64-67 44 II. Propelling charges for cartridges for aircraft guns 68, 69 48 III. Primers for cartridges for aircraft gunsuu 70-74 49 CHAPTER 4. DEMOLITION OF AMMUNITION TO PREVENT E~EMY USE u __u_u u 75,76 51 ApPENDIX REFERENCES 52 INDEX 56 *This manual supersedes those portions of TM 9-1901 (TO 11A-I-22), 11 September 1950, including Changes No.1 (TO 39B-1-20), 12 March 1954, that pertain to ammunition for aircraft guns. -

Shootersworldsc.Com
SHOOTERS WORLD RELOADING GUIDE [email protected] ShootersWorldSC.com ShootersWorldSC.com Western Hodgdon Winchester Smokeless Shooters World Lovex Powders Powders Propellants COMPETITIVE SHOOTERS DATA D013-01 Nitro 100 WAALITE TITEWAD® Competition Clean Shot-Hard Cast Lead Bullet Competition Data WST Clean Shot D032-03 Accurate® No 2 TITEGROUP® 231 Max Max Max Min Min Power Load Caliber Case Projectile Charge Velocity Pressure Charge Velocity Factor Length (Grains) (FPS) AVG Ultimate Pistol D036-07 Autocomp 105gr 38 R2LP Round 2.60 662 69 1.450 5.10 1208 16,469 Special WSF Nose Auto Pistol D036-03 Accurate® No 5 125gr 38 R2LP Round 2.50 629 78 1.450 4.40 1060 16,430 HS 6 Special Nose 158gr Major Pistol D037-01 Accurate® No 7 38 R2LP Round 2.50 446 70 1.450 4.00 943 16,973 Special LONGSHOT® Nose Heavy Pistol D037-02 Accurate® No 9 LIL’GUN® 45 200gr Jagemann 1.70 396 79 1.250 5.20 959 21,024 H110® 296 ACP SWC Cowboy D060-01 Accurate®5744 200gr H4198 45 Jagemann Round 1.80 366 73 1.210 5.30 949 19,620 ACP Blackout D063-02 Accurate® 1680 680 Nose Tactical Rifle D073-01/73-08 Accurate® 2200 230gr 45 AR Plus D073-04 Accurate® 2230 H335® Jagemann Round 1.80 366 84 1.230 4.30 830 19,414 ACP D073-05 Accurate® 2460 BL-C(2)® 748 Nose LEVERevolution® 124gr Match Rifle D073-06 Accurate® 2520 CFE 223 9mm Jagemann 1.70 530 66 1.090 4.10 1067 34,709 LRN S062 VARGET® H380® 45 Long Starline 160gr 3.60 419 67 1.500 9.20 1150 12,457 Colt Long Rifle S065-01 H414® 760 45 200gr S070 Accurate® 4350 H4350 Long Starline Round 3.30 363 73 1.595 8.20 1031 12,902 Colt Nose S071 Accurate® 3100 H4831® 44 200gr Jagemann 2.00 446 89 1.430 5.40 927 14,769 SUPREME 780 Special RN Burn rate charts provide an approximate comparison of gas generation rates between propellants. -
NATO Infantry Weapons Standardization: Ideal Or Possibility?
University of Calgary PRISM: University of Calgary's Digital Repository Graduate Studies The Vault: Electronic Theses and Dissertations 2016 NATO Infantry Weapons Standardization: Ideal or Possibility? Zhou, Yi Le (David) Zhou, Y. L. (2016). NATO Infantry Weapons Standardization: Ideal or Possibility? (Unpublished master's thesis). University of Calgary, Calgary, AB. doi:10.11575/PRISM/27061 http://hdl.handle.net/11023/2872 master thesis University of Calgary graduate students retain copyright ownership and moral rights for their thesis. You may use this material in any way that is permitted by the Copyright Act or through licensing that has been assigned to the document. For uses that are not allowable under copyright legislation or licensing, you are required to seek permission. Downloaded from PRISM: https://prism.ucalgary.ca UNIVERSITY OF CALGARY NATO Infantry Weapons Standardization: Ideal or Possibility? by Yi Le (David) Zhou A THESIS SUBMITTED TO THE FACULTY OF GRADUATE STUDIES IN PARTIAL FULFILMENT OF THE REQUIREMENTS FOR THE DEGREE OF MASTER OF STRATEGIC STUDIES GRADUATE PROGRAM IN MILITARY AND STRATEGIC STUDIES CALGARY, ALBERTA March, 2016 © Yi Le (David) Zhou 2016 ii Abstract This thesis examines the efforts that the North Atlantic Treaty Organization (NATO) has taken regarding the standardization of rifles and small arms ammunition from the Cold War to the present day and the limitations of these standardization efforts. During the Cold War, NATO was unsuccessful at standardizing a common rifle and its member states only agreed to standardize ammunition calibers. This thesis will discuss the factors that prevented all of the alliance’s militaries from adopting the same rifle models and the problems associated with NATO’s ammunition standardization efforts. -

Accurate Smokeless Powder
Accurate Smokeless Powder DISCLAIMER Accurate Arms Company, Inc. disclaims all possible liability for damages, including actual, incidental and consequential, result- ing from usage of information or advice contained in this book. Use data and advice at your own risk and with caution. Accurate Arms Company, Inc. McEwen, Tennessee TABLE OF CONTENTS Accurate Powder Specifications.................................................................. Inside Front Cover Introduction and Special Notes............................................................................................. 3 Acknowledgments ................................................................................................................ 5 Legend ................................................................................................................................ 5 Special Warnings About Internal Chamber/Bore Dimensions and Configurations .................. 6 Accurate Smokeless Powder Descriptions ........................................................................... 8 Smokeless Propellant Storage .............................................................................................. 10 Handgun Data......................................................................................................................14 Cowboy Action Shooting.......................................................................................................22 Rifle Data.............................................................................................................................26 -

Accurate Arms Company, Inc
Smokeless Powders LOADING GUIDE Number Two ® iii DISCLAIMER Accurate Arms Company, Inc. disclaims all possible liability for damages, including actual, incidental and consequential, result- ing from reader usage of information or advice contained in this book. Use data and advice at your own risk and with caution. Copyright © 2000 by Accurate Arms Company, Inc. ACCURATE ARMS COMPANY, INC. 5891 Highway 230 West McEwen, Tennessee 37101 Designed and Printed by: Wolfe Publishing Company 6471 Airpark Drive, Prescott, AZ 86301 iv ACKNOWLEDGEMENTS The following individuals contributed to the preparation of this loading guide: Doyle Nunnery Joe White Lane Pearce Randy Brooks Allan Jones Randy Craft Bob Palmer J.D. Jones Jay Postman Tom Griffin Kevin Thomas Carroll Pilant Mike Wright Ken French Dave Scovill The following companies have been helpful in the preparation of this loading guide: Action Arms Barnes Bullets Blount Industries Bull-X Bullets Clements Casting C. Sharps Arms CP Bullets Cooper Arms Douglas Barrels Eldorado Cartridge Freedom Arms Hornady Bullets HS Precision Lee Precision Lyman Products Magnum Research Miller Arms McGowan Barrels Nosler Bullets Penn's Casting Penny's Casting Precision Machine Remington Arms Company Redding-SAECO Sierra Bullets Speer Bullets Sinter Fire, Inc. Starline Thompson/Center Arms Ultra Light Arms White Rock Tool & Die Bill Wiseman Wolfe Publishing Company v LEGEND AF A-Frame N/R No Recommendation BAR Barnes OAL Overall Length BRG Berger PART Nosler Partition BT Ballistic Tip PMC PMC/Eldorado Cartridge CCI CCI, Division of Blount PSPCL Pointed Softpoint Core Lokt FA Freedom Arms RAN Ranier Bullet Co. FC Federal Cartridge REM Remington FIO Fiocchi RN Roundnose FMJ Full Metal Jacket RPM Rock Pistol Manufacturing FN Flatnose S1000 Solo 1000 FP Flat Point S1250 Solo 1250 FPJ Flatpoint Jacket S&W Smith & Wesson FS Fail Safe SAAMI Sporting Arms and Ammunition GC Gas Check Manufacturers' Institute, Inc. -

(12) United States Patent (10) Patent No.: US 8,342,097 B1 Widder Et Al
US008342097 B1 (12) United States Patent (10) Patent No.: US 8,342,097 B1 Widder et al. (45) Date of Patent: Jan. 1, 2013 (54) CASELESS PROJECTILE AND LAUNCHING 5,097.614 A 3/1992 Strong SYSTEM 5,852,253 A * 12/1998 Baricos et al. ................. 89.141 5.992,291 A 11/1999 Widder et al. (75) Inventors: Jeffrey M. Widder, Bel Air, MD (US); g A 858 Styal. Christopher A. Perhala, Dublin, OH 6,34823 A 10, 2000 Griffin (US) 6,142,058 A 1 1/2000 Mayville et al. 6,324,983 B1 12/2001 Dindl (73) Assignee: Battelle Memorial Institute, Columbus, 6,446,535 B1 9, 2002 Sanford et al. OH (US) 6,532,947 B1 3/2003 Rosa et al. 6,688,032 B1 2/2004 Gonzalez et al. - 6,782,828 B2 * 8/2004 Widener ....................... 102.5O2 (*) Notice: Subject to any disclaimer, the term of this (Continued) patent is extended or adjusted under 35 U.S.C. 154(b) by 96 days. FOREIGN PATENT DOCUMENTS (21) Appl. No.: 12/939,785 CH 498361 10, 1970 OTHER PUBLICATIONS (22) Filed: Nov. 4, 2010 Bir et al., “Design and Injury, Assessment Criteria for Blunt Ballistic Related U.S. Application Data Impacts”. The Journal of Trauma Injury, Infection, and Critical Care, (60) Provisional application No. 61/258,068, filed on Nov. WO 1.57, No.O. O.,6, pppp. 1218-1224, Dec.CC 2004. 4, 2009. (Continued) (51) Int. Cl. Primary Examiner — James Bergin F42B IS/00 (2006.01) (74) Attorney, Agent, or Firm — Diederiks & Whitelaw, PLC F42B (2/00 (2006.01) (52) U.S. -

Chemical Wisdom- Horse Chestnuts and the Fermentation of Powerful Powders
Chemical Wisdom- Horse Chestnuts and the Fermentation of Powerful Powders Nitrocellulose, Guncotton, Cordite, Nitrogylcerine, Ballistite, Smokeless Powder, Acetone, Poudre B, Acetone-butanol-ethanol fermentation, Horse Chestnut. cellulose nitrate , flash paper , flash cotton , flash string is a highly flammable compound formed by nitrating cellulose through exposure to nitric acid or another powerful nitrating agent. When used as a propellant or low-order explosive , it was originally known as guncotton . Nitrocellulose plasticized by camphor was used by Kodak , and other suppliers, from the late 1880s as a film base in photograph, X-ray films and motion picture films; and was known as nitrate film . After numerous fires caused by unstable nitrate films, safety film started to be used from the 1930s in the case of X-ray stock and from 1948 for motion picture film. Guncotton Pure nitrocellulose Various types of smokeless powder, consisting primarily of nitrocellulose Henri Braconnot discovered in 1832 that nitric acid, when combined with starch or wood fibers, would produce a lightweight combustible explosive material, which he named xyloïdine . A few years later in 1838 another French chemist Théophile-Jules Pelouze (teacher of Ascanio Sobrero and Alfred Nobel ) treated paper and cardboard in the same way. He obtained a similar material he called nitramidine . Both of these substances were highly unstable, and were not practical explosives. However, around 1846 Christian Friedrich Schönbein , a German-Swiss chemist, discovered a more practical solution. As he was working in the kitchen of his home in Basel , he spilled a bottle of concentrated nitric acid on the kitchen table. He reached for the nearest cloth, a cotton apron, and wiped it up.