A Lead-Free Primed Rimfire Cartridge and Method of Making the Same
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Rimfire Firing-Pin Indent Copper Crusher (Part 1)
NONFERROUSNONFERROUS HEATHEAT TREATING TREATING Rimfire Firing-Pin Indent Copper Crusher (part 1) Daniel H. Herring – The HERRING GROUP, Inc.; Elmhurst, Ill. The Sporting Arms and Ammunition Manufacturers’ Institute Inc., also known as SAAMI, is an association of the nation’s leading manufacturers of rearms, ammunition and components. SAAMI is the American National Standards Institute-accredited standards Fig. 1. Firing-pin indent copper crushers developer for the commercial small arms and ammunition industry. SAAMI was for 22-caliber rimfire ammunition founded in 1926 at the request of the federal government and tasked with: creating and (courtesy of Cox Manufacturing and publishing industry standards for safety, interchangeability, reliability and quality; and Kirby & Associates) coordinating technical data to promote safe and responsible rearms use. he story of SAAMI’s rimfire firing-pin indent copper pressures and increased bullet velocities. crusher describes the reinvention of one of the most The primary advantage of rimfire ammunition is low cost, important tools in the ammunition and firearms industry typically one-fourth that of center fire. It is less expensive to T(Fig. 1). This article explains the purpose and operation manufacture a thin-walled casing with an integral-rimmed of the rimfire firing-pin indent copper crusher and how an primer than it is to seat a separate primer in the center of the unusual chain of events almost led to the disappearance of this head of the casing. simple but important technology. The most common rimfire ammunition is the 22LR (22-caliber long rif le). It is considered the most popular round Rimfire Ammunition in the world and is commonly used for target shooting, small- In order to discuss the rimfire copper crusher, we need to take a game hunting, competitive rifle shooting and, to a lesser extent, step back and first explain what rimfire ammunition is and how it works. -

A Sharp Little Affair: the Archeology of Big Hole Battlefield
A Sharp Little Affair: The Archeology of the Big Hole Battlefield By Douglas D. Scott With Special Sections by Melissa A. Connor Dick Harmon Lester Ross REPRINTS IN ANTHROPOLOGY VOLUME 45 1994 Published by J & L Reprint Company 410 Wedgewood Drive Lincoln, Nebraska 68510 Revised for PDF publication June 2009 Acknowledgments First and foremost we wish to acknowledge and thank Hank Williams, Jr. for his interest and financial support. The National Park Service seldom has the luxury of conducting an archeological research project that is not tied to some development project or some overriding management action. Mr. William's support allowed us to pursue this investigation for the benefit of the park without being tied to a specific management requirement. His support did allow us to accomplish several management goals that otherwise would have waited their turn in the priority system. This project has had more than its fair share of those who have given their time, resources, and knowledge without thought of compensation. Specifically Irwin and Riva Lee are to be commended for their willingness to ramrod the metal detecting crew. They volunteered for the duration for which we are truly grateful. Aubrey Haines visited us during the field investigations and generously shared his vast knowledge of the Big Hole battle history with us. His willingness to loan material and respond to our questions is truly appreciated. Former Unit Manager Jock Whitworth and his entire staff provided much support and aid during the investigations. Jock and his staff allowed us to invade the park and their good-natured acceptance of our disruption to the daily schedule is acknowledged with gratitude. -

Federal Ammunition for Civil War Breechloading Carbines and Rifles
Federal Ammunition for Civil War Breechloading Carbines and Rifles Dean S. Thomas According to the "Statement of ordnance and ordnance stores purchased by the Ordnance Department from January 1, 1861, to June 30, 1866," the United States Army procured more than 427,000 assorted breechloading carbines and rifles during this period.' Additional quantities were purchased from the manufacturers by various Northern states, volunteer regiments, and individual soldiers. In all, more than twenty different brands found their way onto regimental ordnance returns, and each, with rare exception, required their own peculiar form of ammunition. Captain James G. Benton of the Ordnance Department described these weapons in his book, Ordnance and Gunney: The term "breech-loading" applies to those arms in which the charge is inserted into the bore through an opening in the pered by gas leakage at the breech joint-or lack of obtura- breech; and, as far as loading is concerned, the ramrod is tion. This fault was mechanically inherent in many early dispensed with. breechloaders, but was not successfully overcome until there The interior of the barrel of a breech-loading arm is were advances in cartridge-making technology. Although the divided into two distinct parts, viz., the bore proper, or space Hall breechloading flintlock rifle was adopted by the United through which the projectile moves under the influence of the States in 1819 (and a carbine in the 1830s), they did not have powder; and the chamber in which the charge is deposited. the merits of later weapons with metallic cartridge cases. The diameter of the chamber is usually made a little larger, and Most of the early advances in breechloading ammuni- that of the bore a little smaller, than that of the projectile; this tion were made in France. -
22 Long Rifle Ammo at Ammunitionstore.Com
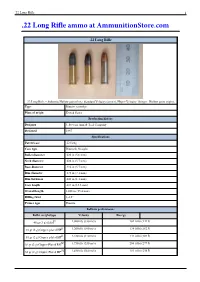
.22 Long Rifle 1 .22 Long Rifle ammo at AmmunitionStore.com .22 Long Rifle .22 Long Rifle – Subsonic Hollow point (left). Standard Velocity (center), Hyper-Velocity "Stinger" Hollow point (right). Type Rimfire cartridge Place of origin United States Production history Designer J. Stevens Arm & Tool Company Designed 1887 Specifications Parent case .22 Long Case type Rimmed, Straight Bullet diameter .222 in (5.6 mm) Neck diameter .226 in (5.7 mm) Base diameter .226 in (5.7 mm) Rim diameter .278 in (7.1 mm) Rim thickness .043 in (1.1 mm) Case length .613 in (15.6 mm) Overall length 1.000 in (25.4 mm) Rifling twist 1–16" Primer type Rimfire Ballistic performance Bullet weight/type Velocity Energy [] 40 gr (3 g) Solid 1,080 ft/s (330 m/s) 104 ft·lbf (141 J) [] 38 gr (2 g) Copper-plated HP 1,260 ft/s (380 m/s) 134 ft·lbf (182 J) [] 31 gr (2 g) Copper-plated HP 1,430 ft/s (440 m/s) 141 ft·lbf (191 J) [1] 30 gr (2 g) Copper-Plated RN 1,750 ft/s (530 m/s) 204 ft·lbf (277 J) [1] 32 gr (2 g) Copper-Plated HP 1,640 ft/s (500 m/s) 191 ft·lbf (259 J) .22 Long Rifle 2 [][1] Source(s): The .22 Long Rifle rimfire (5.6×15R – metric designation) cartridge is a long established variety of ammunition, and in terms of units sold is still by far the most common in the world today. The cartridge is often referred to simply as .22 LR ("twenty-two-/ˈɛl/-/ˈɑr/") and various rifles, pistols, revolvers, and even some smoothbore shotguns have been manufactured in this caliber. -

US Army Ammunition Data Sheets
TM 43-000 l-27 TECHNICAL MANUAL ARMY AMMUNITION DATA SHEETS SMALL CALIBER AMMUNITION FSC 1305 . DISTRIBUTION STATEMENT A: Approved for public release: distribution is unlimited. HEADQUARTERS, DEPARTMENT OF THE ARMY APRIL 1994 TM 43-0001-27 When applicable, insert latest change pages and dispose of LIST OF EFFECTIVE PAGES supersededpages in accordance with applicable rcgulat~ons. TOTAL NUMBER OF PAGES IN THIS PUBLICATION IS 316 CONSISTING OF THE FOLLOWING: Page *Change Page *Change No. No. No. No. Cover 10-l thru lo-24 A 11-l thru 11-32 B 12-l thru 12-8 ithruvi 13-1 thru 13-8 l-l and l-2 14-1 thru 14-42 2-1 thru 2-16 15-l thru 15-16 3-1 thru 3-10 16-1 thru 16-10 4-1 thru 4-12 17-1 thru 17-8 5-1 thru 5-24 18-1 thru 18-16 6-1 thru 6-4 18-17 7-l thru 7-8 18-18 8-l thru 8-18 Authentication Page 9-l thru 9-46 * Zero indicates an original page. Change 1 A :::‘l’M43.0001-“7 Technical Manual ) HEADQUARTERS ) DEPARTMENT OF THE ARMY p No. 43-0001-2’7 ) Washington, DC, 20 April 1994 ARMY AMMUNITION DATA SHEETS SMALL CALIBER AMMUNITION FSC 1305 REPORTING OF ERRORS AND RECOMMENDING IMPROVEMENTS You can improve this manual. If you find any mistakes or know of a way to improve the procedures, please let us know. Mail your DA Form 2028 (Recommended Changes to Publications and Blank Forms), or DA Fornl 2028-2 located in the back of this nxmual direct to Commander, U.S. -

AS INTRODUCED S.32 2013 Page1of16
BILL AS INTRODUCED S.32 2013 Page1of16 1 S.32 2 Introduced by Senator Baruth 3 Referred to Committee on 4 Date: 5 Subject: Crimes; weapons; possession of semiautomatic assault weapons and 6 large capacity ammunition feeding devices 7 Statement of purpose: This bill proposes to prohibit the manufacture, 8 possession, or transfer of semiautomatic assault weapons and large capacity 9 ammunition feeding devices; and to make it a crime for a person to negligently 10 leave a firearm accessible to a child. 11 An act relating to semiautomatic assault weapons and large capacity 12 ammunition feeding devices 13 It is hereby enacted by the General Assembly of the State of Vermont: 14 Sec. 1. 13 V.S.A. § 4017 is added to read 15 § 4017. SEMIAUTOMATIC ASSAULT WEAPONS 16 (a) A person shall not manufacture, possess, or transfer a semiautomatic 17 assault weapon. 18 (b) A person who violates this section shall be imprisoned for not more 19 than one year or fined not more than $500.00, or both. VT LEG #285286 v.1 BILL AS INTRODUCED S.32 2013 Page2of16 1 (c) This section shall not apply to the possession or transfer of any 2 semiautomatic assault weapon otherwise lawfully possessed on the effective 3 date of this act. 4 (d) This section shall not apply to: 5 (1) any of the firearms, or replicas or duplicates of the firearms, 6 specified in subdivision (f)(5) of this section, as these firearms were 7 manufactured on the effective date of this act; 8 (2) any firearm that: 9 (A) is manually operated by bolt, pump, lever, or slide action; 10 (B) has been rendered permanently inoperable; or 11 (C) is an antique firearm; 12 (3) any semiautomatic rifle that cannot accept a detachable magazine 13 that holds more than five rounds of ammunition; or 14 (4) any semiautomatic shotgun that cannot hold more than five rounds 15 of ammunition in a fixed or detachable magazine. -

A 3D Tour Handgun History Dan Lovy
A 3D Tour Handgun History Dan Lovy I have a new toy, a 3D printer. I am amazed at the level of quality compared to its price. I'm printing out robots, cartoon characters and as many Star Trek ship models as I can find. The darn thing is running almost 24/7 and all my shelving is filling up with little plastic objects. First let me state that I am not a gun enthusiast. I own no fire arms and have been to a firing range once in my life. I believe that we have too many and they are too accessible, especially in the U.S. That having been said, I also have a fascination with the technological change that occurred during the industrial revolution. In some ways we are still advancing the technology that was developed in the late 19th and early 20th century. Fire arms, especially handguns, offer a unique window into all this. Advancement did not happen through increased complexity. A modern Glock is not much more complex than a Colt 1911. The number of parts in a pistol has been in the same range for nearly 200 years. Cars on the other hand gained complexity and added system after system. Advancement did not happen through orders of magnitude in performance. A 747 is vastly more capable than the Wright Flyer. One of the basic measures of a pistol is how fast can it shoot a bullet, that parameter has not really changed much, certainly not as much as the top speed of a car. -

United States Patent Office Patented May 8, 1973 2 3,732,130 Tion, the Formulations Are Still Based Primarily Upon GUN PROPELLANT CONTAINING NONENER
3,732,130 United States Patent Office Patented May 8, 1973 2 3,732,130 tion, the formulations are still based primarily upon GUN PROPELLANT CONTAINING NONENER. itsellulose With or without nitroglycerine as indicated GETIC PLASTICIZER, NATROCELLULOSE AND abOWe. TRAMNOGUANDENE NITRATE The early single-base gun propellant, utilizing nitro Joseph E. Flanagan, Woodland Hills, and Vernon E. 5 cellulose with 13.15% nitrogen content, has a mass im Haury, Santa Susana, Calif., assignors to North Ameri petus of 357,000 ft.-lbs./lb. and an isochoric flame tem can Rockwell Corporation perature of 3292. K. Incorporation of 20 weight percent No Drawing. Filed Oct. 14, 1971, Ser. No. 192,717 of nitroglycerin gives the standard double-base propel Int, C. C06d 5/06 lant with a mass impetus of 378,000 ft.-lbs./lb. and an U.S. C. 149-18 10 Claims O isochoric flame temperature of 3592 K. As mentioned previously, the high flame temperature of the double ABSTRACT OF THE DISCLOSURE base system is very undesirable since it severely limits the barrel life of the gun due to barrel erosion. To over Non-metallized gun propellant systems are provided come this critical problem, triple-base gun propellants containing triaminoguanidine nitrate oxidizer alone or in 15 were developed in which nitroguanidine was incorporated combination with other oxidizers such as cyclotrimethyl as a coolant into the nitrocellulose-nitroglycerine system. ene trinitramine or cyclotetramethylene tetranitramine. Representative conventional triple base propellants are the The binder system is based on nitrocellulose and a non M30 (impetus=364,000 ft.-lbs./Ib.; Ty=3040 K.) and energetic plasticizer such as polyethylene glycol. -

National Firearms Safety Code ISBN 0 642 21039 X
National Firearms Safety Code ISBN 0 642 21039 X © Commonwealth of Australia 2002 This work is copyright. It may be reproduced in whole or in part for study or training purposes subject to the inclusion of an acknowledgment of the source and no commercial usage or sale. Reproduction for purposes other than those indicated above, require the prior written permission from the Commonwealth available from Info Products. Requests and inquiries concerning reproduction and rights should be addressed to the Manager, Copyright Services, Information Services, GPO Box 1920, Canberra ACT 2601 or e-mail [email protected]. Produced by: Commonwealth Attorney-General’s Department Acknowledgements SAPOL Firearms Registry Peter Mars, Photographer Sporting Shooters’ Association of Australia (ACT) Fyshwick Firearms Michael Yelds Robert Milos INTRODUCTION The objective of this booklet is to encourage SAFE FIREARM HANDLING PROCEDURES AND SAFE SHOOTING PRACTICES. You may be new to the sport of shooting, you may be an old hand. You may be a rifle, shotgun, air rifle or handgun shooter, it does not matter. All of the NATIONAL FIREARM SAFETY CODE PRINCIPLES and ALL OF THE SAFE HANDLING PROCEDURES discussed in this booklet will remain the same for whatever type of firearm you intend to use. If you remember what you learn from this booklet and put into practice the National Firearms Safety Code then you should safely enjoy your chosen type of shooting. FIREARMS ACCIDENTS One of the main objectives of firearms safety training is to reduce the incidence of firearm accidents. In reality, there are few incidents that can be identified as a firearms ACCIDENT. -

The Leader in Rimfire Ammunition®
2020 CATALOG The Leader in Rimfire Ammunition® FEATURING TABLE OF CONTENTS CCI Varmint .................................................4-9 Small Game ....................................... 10-13 Target & Plinking ...............................14-17 Pest Control & Specialty ....................18-19 Primers .............................................20-21 Ballistics ...........................................22-23 BLAZER Handgun & Rimfire ...........................24-27 2 The Leader in Rimfire Ammunition® NEW PRODUCTS MAXI-MAG® & VNT™ POUR PACKS Bulk packs have never been as convenient or fun. Page 4. MAXI-MAG SEGMENTED HP There’s no escaping this. We’ve combined the power of the 22 WMR cartridge with the lethality of our exclusive Segmented Hollow Point bullet. Page 5. CLEAN-22® SUPPRESSOR Cut the noise and the fouling with this new load. Page 14. Since 1951, CCI has shaped the industry and served generations of shooters with the most advanced offerings for plinkers, hunters, competitors and reloaders. While other manufacturers are content to offer a small selection of general purpose loads, we craft ammunition customized to perform to the highest standards of specific disciplines. We carry on that tradition today, expanding our lines with new options that stretch the limits of technology even further. It’s why CCI is now the official ammunition of the USPSA Steel Challenge. Thank you for shooting CCI. cci-ammunition.com 3 VARMINT MAXI-MAG® & VNT™ POUR PACKS NEW! Got ammo? Now you do. CCI® Pour Packs hold 125 rounds of Maxi-Mag or VNT. The convenient cartons pour easily for high-volume shooting at the range or in the field. When the fun’s over, they’re easy to reclose until your next shoot. Maxi-Mag JHP ammunition provides the precision and all-around performance for a wide range of shooting and hunting, while VNT’s thin jacket and polymer tip offer accuracy and explosive expansion on impact. -
Guide on Firearms Licensing Law
Guide on Firearms Licensing Law April 2016 Contents 1. An overview – frequently asked questions on firearms licensing .......................................... 3 2. Definition and classification of firearms and ammunition ...................................................... 6 3. Prohibited weapons and ammunition .................................................................................. 17 4. Expanding ammunition ........................................................................................................ 27 5. Restrictions on the possession, handling and distribution of firearms and ammunition .... 29 6. Exemptions from the requirement to hold a certificate ....................................................... 36 7. Young persons ..................................................................................................................... 47 8. Antique firearms ................................................................................................................... 53 9. Historic handguns ................................................................................................................ 56 10. Firearm certificate procedure ............................................................................................... 69 11. Shotgun certificate procedure ............................................................................................. 84 12. Assessing suitability ............................................................................................................ -

Shooters World Reloading Guide
SHOOTERS WORLD RELOADING GUIDE [email protected] ShootersWorldSC.com ShootersWorldSC.com Shooters World Pistol Powders MATCH RIFLE D073-06 RELOAD DATA Calibers Clean Shot Ultimate Pistol Auto Pistol Major Pistol Heavy Pistol Cowboy Load Starting Starting Max Max Max Caliber Case Projectile .380 Auto Length Charge Velocity Charge Velocity Pressure .223 Winchester 40 gr Hornady V-Max 2.245 22.5 2778 28.5 3678 50,500 9mm Luger Remington .38 Super Winchester 55 gr FMJ 2.245 24.0 2940 27.0 3311 53,500 .38 Special Winchester 60 gr Hornady V-Max 2.245 23.0 2862 26.2 3123 54,051 .357 Sig .357 Magnum Winchester 62 gr M855/SS109 2.245 23.5 2802 26.1 3156 54,600 .40 S&W Winchester 69 gr Sierra HPBT 2.245 22.0 2683 25.3 2998 54,960 10mm Auto Winchester 77 gr Sierra HPBT 2.245 22.0 2580 23.5 2750 54,600 .44 Special .44 Rem. Mag. .30-30 .45 ACP Hornady 125 gr Sierra FN 2.425 35.5 2465 40.0 2778 37,497 Winchester .45 Colt Hornady 150 gr Sierra FN 2.550 30.0 2210 35.6 2531 39,157 .454 Casull .50 GI Hornady 170 Speer HCFN 2.550 30.3 2180 34.2 2375 41,105 .50 AE .500 S&W .308 Remington 147 gr M80 Ball 2.750 44.0 2752 48.9 3060 59,671 Also used in Winchester Clean shot Shot Shell Winchester 150 gr Speer BTSP 2.800 44.0 2695 48.7 2982 59,874 Shooters World Rifle Powders Winchester 168 gr Nosler BT 2.810 42.0 2590 45.7 2798 60,500 CALIBERS Cowboy* SOCOM Blackout Tactical Rifle Match Rifle Lapua 168 gr Sierra HPBT 2.810 42.0 2575 46.0 2830 60,777 RIFLE 22 Hornet Lapua 175 gr Sierra HPBT 2.810 41.0 2560 44.8 2722 61,465 222 Remington 223 Remington .30-06 Federal 150 gr Core-Lokt 3.240 45.0 2530 52.0 2923 59,500 243 Winchester Springfield Garand Federal 150 gr FMJBT 3.300 46.5 2720 44,768 270 Winchester Load 7mm Remington Mag.