EIA Report Presentation
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
INDIAN OIL CORPORATION LIMITED BONGAIGAON REFINERY Tender No
INDIAN OIL CORPORATION LIMITED BONGAIGAON REFINERY LIT Tender No – BN20CS004 LETTER INVITING TENDER (LIT) Tender No : BN20CS004 (E-Tendering) Date : 01.08.2020 To, Auma India Private Limited. 38-A & 39-B,II Phase, Peenya Industrial Area, Bangalore -560058 DSC Id: [email protected] Attn. Prashanth S (Contact No: 9342679053) Dear Sir, Indian Oil Corporation Ltd, Bongaigaon Refinery (IOCL-BGR) invites electronic bid through its website https://iocletenders.nic.in under one bid system, (Part-I : Techno-Commercial Part & Part-II : Price Part) for the work as detailed below: 1. Name of the work ANNUAL RATE CONTRACT FOR MAINTENANCE AND SERVICING OF AUMA MAKE MOV ACTUATORS AT BONGAIGAON REFINERY 2. Tender No BN20CS004 3. Type of tender SINGLE ONE BID SYSTEM, E-TENDER 4. Contract duration / Completion 36 ( Thirty-Six ) Months period 5. Start date for downloading of 03.08.2020 Tender Document 6. Last date for downloading of 10.08.2020 up to 14.00 Hrs IST Tender by bidder and uploading of bid by bidder 7. Date & Time of opening of 11.08.2020, 15.00 Hrs IST onwards. Techno-commercial bid (Part-I) 8. Site Location BGR Plant Dhaligaon, Assam-783385 9. Requirement Bidder shall have a valid PF Registration Certificate 10. Mode of Submission Offer must be uploaded on e-tender website www.iocletenders.nic.in before the last date & time of submission of tender. Offer submitted using any other mode will not be accepted. 11. Tender inviting and receiving Deputy General Manager (MN-EL) Alternative Contact Details: authority IndianOil Corporation Ltd, Bongaigaon CS Charan, AMEL Refinery IndianOil Corporation Ltd, Bongaigaon Central Service Building Refinery P.O-Dhaligaon, Dist – Chirang P.O-Dhaligaon, Dist – Chirang Assam – 783385 Assam – 783385 Tel: 03664-3741 ; Tel: 03664-253758; email: [email protected] ; email: [email protected]; 12. -

<Span Style="Font-Size:12Px;Font-Family:Times"> <Div Style="Position:Absolute;Top:531;Left:151">
LOK SABHA ______ List of Questions for ORAL ANSWERS Thursday, July 29, 2021/Sravana 7 , 1943 (Saka) ______ (Ministries of Civil Aviation; Housing and Urban Affairs; Jal Shakti; Micro, Small and Medium Enterprises; Minority Affairs; New and Renewable Energy; Ports, Shipping and Waterways; Power; Road Transport and Highways; Youth Affairs and Sports) (®ÖÖÝÖ¸ü ×¾Ö´ÖÖ®Ö®Ö; †Ö¾ÖÖÃÖ®Ö †Öî¸ü ¿ÖÆü¸üß ÛúÖµÖÔ; •Ö»Ö ¿Ö׌ŸÖ; ÃÖæõ´Ö, »Ö‘Öã †Öî¸ü ´Ö¬µÖ´Ö ˆª´Ö; †»¯ÖÃÖÓܵÖÛú ÛúÖµÖÔ; ®Ö¾Öß®Ö †Öî¸ü ®Ö¾ÖßÛú¸üÞÖßµÖ ‰ú•ÖÖÔ; ¯Ö¢Ö®Ö, ¯ÖÖêŸÖ ¯Ö׸ü¾ÖÆü®Ö †Öî¸ü •Ö»Ö´ÖÖÝÖÔ; ×¾ÖªãŸÖ; ÃÖ›ÍÛú ¯Ö׸ü¾ÖÆü®Ö †Öî¸ü ¸üÖ•Ö´ÖÖÝÖÔ; µÖã¾ÖÖ ÛúÖµÖÔÛÎú´Ö †Öî¸ü ÜÖê»Ö ´ÖÓ¡ÖÖ»ÖµÖ) ______ Total Number of Questions — 20 MoU for Skill Development in (c) whether the National Sports Policy has achieved Shipping Industry the targets set for promotion of sports in the country, if so, the details in this regard and if not, the reasons *141. SHRI MOHAMMED FAIZAL P.P.: therefor; SHRI BENNY BEHANAN: (d) whether there is acute shortage of modern Will the Minister of PORTS, SHIPPING AND standard sports facilities, infrastructure, equipments and WATERWAYS scientific assistance for promoting sports in the country ¯Ö¢Ö®Ö, ¯ÖÖêŸÖ ¯Ö׸ü¾ÖÆü®Ö †Öî¸ü •Ö»Ö´ÖÖÝÖÔ ´ÖÓ¡Öß and if so, the reasons therefor; and be pleased to state: (e) the details of the amount of funds allocated and (a) the details of the Memorandum of Understanding utilized during the current year for the said purpose (MoU) entered into with the Ministry of Skill under the centrally sponsored schemes/programmes Development and Entrepreneurship for skilling, re-skilling implemented by the Government, State-wise? and upskilling of manpower in the shipping industry; (b) whether any measures have been implemented Projects in Karnataka under Smart under the MoU, till date; Cities Mission (c) if so, the details thereof and if not, the reasons *143. -
CHAPTER - I Through International Competitive Biddings in a 1
CHAPTER - I through international competitive biddings in a 1. INTRODUCTION deregulated scenario. Appraisal of 35% of the total sedimentary basins is targeted together with 1.1 The Ministry of Petroleum & Natural Gas acquisition of acreages abroad and induction of (MOP&NG) is concerned with exploration & advanced technology. The results of the initiatives production of oil & natural gas (including import taken since 1999 have begun to unfold. of Liquefied Natural Gas), refining, distribution & 1.8 ONGC-Videsh Limited (OVL) a wholly owned marketing, import, export and conservation of subsidiary of ONGC is pursing to acquire petroleum products. The work allocated to the exploration acreage and oil/gas producing Ministry is given in Appendix-I. The names of the properties abroad. OVL has already acquired Public Sector Oil Undertakings and other discovered/producing properties in Vietnam (gas organisations under the ministry are listed in field-45% share), Russia (oil & gas field – 20% Appendix-II. share) and Sudan (oil field-25% share). The 1.2 Shri Ram Naik continued to hold the charge as production from Vietnam and Sudan is around Minister of Petroleum & Natural Gas during the 7.54 Million Metric Standard Cubic meters per financial year 2003-04. Smt. Sumitra Mahajan day (MMSCMD) of gas and 2,50,000 barrels of assumed the charge of Minister of State for oil per day (BOPD) respectively. The first Petroleum & Natural Gas w.e.f 24.05.2003. consignment of crude oil from Sudan project of OVL was received in May, 2003 by MRPL 1.3 Shri B.K. Chaturvedi continued to hold the charge (Mangalore Refinery Petrochemicals Limited) in as Secretary, Ministry of Petroleum & Natural Gas. -

Govt. of Assam
GOVT. OF ASSAM “MULTI-SECTORAL DEVELOPMENT PLAN FOR MINORITY” 2007-08 To 2011-12 BONGAIGAON DISTRCIT ASSAM 2008 Tele # (03664)230889(O), (03664)230891(R), Fax #(03664)231338(O) Email: [email protected] Web: www.bongaigaon.nic.in INDEX PARTICULARS PAGE NO Chapter-I Synopsis 1-2 Chapter-II Critical Gaps and Development 3-4 Deficits Chapter-III Planning Process and Plan 5-6 Chapter-IV Interventions 7-12 Chapter-V Summary of Plan Allocation 13-15 Chapter – VI 16 Beneficiaries selection and assets management Chapter - VII 17 Monitoring and Evaluation Annexure – I Block and GP wise IAY target 18-21 break up Annexure – II Empowering women through 22-54 livelihood support and female participation through SGSY. Annexure – III Construction of additional class 55-57 rooms for High and Higher Secondary School in minority concentrated areas Annexure – IV Construction of additional 58-59 buildings to house labour room and six bedded ward in Rural Health Institutions Annexure – V Construction of new building for 60 ICDS centres Annexure – VI Upgradation of ITI 61 Annexure – VII A brief profile of Bongaigaon 62-73 District CHAPTER I The Synopsis 1.0. The District ¾ Bongaigaon District is one of 90 Minority concentration districts in the country and classified in category ‘A’ i.e. the district is having both Socio-Economic and Basic amenities parameters below national average. 2.0. The Survey ¾ Based on the guidelines of Ministry of Minority Affairs, Government of India, base line survey of the district was carried out by Omeo Kumar Das Institute of Social Changes, Guwahati, Assam. On the basis of the survey the Multi Sectoral Development Plan for Minorities has been drafted for the district. -

Page 1 of 24
IOCL 2011-2012 Name of the Organisation/Publication Amount 182 NO MAJAIRMUKH LP SCHOOL 15,000.00 1960 GAUHATI MATRICULATES ASSOCIATION 10,000.00 19TH NATIONAL CHILDREN SCIENCE CONGRESS-2011 10000 37TH ANNUAL CONF. IRIA, ASSAM BRANCH 10000 59TH DIGBOI RONGALI BIHU PALAN SAMITY 15000 AAJ KA ADHYAYAN 30000 ABHINAV PRINTS 50000 ABHIRUCHI SPORTS COMMITTEE 7,500.00 ACTION FOR ABILITY DEVELOPMENT & INCLUSION (AADI) 40000 ADIBASI SAMIJIK SIKSHA AND CULTURAL SANGH 5000 AEC, 4TH HOSTEL, GOLDEN JUBILEE CELEBRATION 15000 ALL ASSAM MORAN STUDENTS UNION, DIGBOI 5000 ALL BTAD KOCH-RAJBONGSHI SANMILONI 7,500.00 ALL INDIA FEROZE GANDHI MEMORIAL SOCIETY 50000 ALL INDIA JOURNALIST PRESS ASSOC. 25,000.00 ALL INDIA JOURNALISTS WELFARE ASSOCIATION 25000 ALL INDIA MANAGEMENT ASSOCIATION 20000 ALZHEIMER'S & RELATED DISORDERS SOCIETY OF INDIA(ARDSI) DELHI CHAPTER 5000 AMAL PRABHA DAS BIRTH CENTINARY 10000 AMAR JYOTI CHARITABLE TRUST 20000 AMAR SANDESH 35000 ANAS COMMUNICATION PVT LTD. (RAISINA) 50000 ANAZORI - 2011 10000 ANTIM VILALP 40000 ANUPAM RASHTRA 5,000.00 ANUPAM RASHTRA, DELHI 90000 APICON, ASSAM 2011 15000 ARSHA VIDYA TIRTHA 100000 ARUNODOI UNNAYAN SAMITY, DIBRUGARH 5000 ASIAD VILLAGE SOCIETY 50000 ASOM KURMI KHATRYA SABHA, RECEIPTION COMMITTEE 15000 ASOM LEKHIKA SANGSTHA, DIGBOI 5000 ASOM MORAN SABHA 10000 ASSAM ENGINEERING COLLEGE 15,000.00 ASSAM FOOTBALL ASSOCIATION 15000 ASSAM FOOTBALL ASSOCIATION 15,000.00 ASSAM JANASANSKRITIK PARISHAD 5000 ASSAM UNION OF WORKING JOURNALISTS 10000 ASSOCHAM (THE ASSOCIATED CHAMBERS OF COMMERCE AND 20000 INDUSTRY -

The Internationalization of Mexican Fisheries Companies and the Rise of Their Exports to the Italian Market
IJMSS Vol.03 Issue-10 (October, 2015) ISSN: 2321-1784 International Journal in Management and Social Science (Impact Factor- 4.358) CHILD LABOUR IN PETTY SHOPS: A STUDY OF BONGAIGAON TOWN IN ASSAM Dr. Sandeep Gupta, Assistant Professor, Department of Sociology and Social Work, University of Science and Technology, Meghalaya. Reeju Bargayary, M.A. Sociology, University of Science and Technology, Meghalaya. Abstract A large number of people in India live below the poverty line and even in the condition of absolute poverty, which are unable to meet their basic needs. For which many small children in India are forced to engage in some kind of work and most of the time they are exploited and exposed to hazardous work conditions, many times neglecting their studies. Hence, the present paper is an attempt to study the socio-economic background and working condition of the child labourers and to study the perception of the child labourers about their working condition. The study is based on the children working in petty shops of Bongaigaon town as almost all the petty shops are employing at least one child labour at their shops. The study is both descriptive and analytical. The data is collected from 40 male child labourers by purposive sampling with the help of structured interview schedule. The children are further selected by using convenient sampling. It is observed that the economic conditions of the child labour is poor and majority of them are illiterate and they themselves does not like to go to school which is similar in case of their siblings also. -

ANSWERED ON:26.08.2004 FARMERS` LAND ACQUIRED by IOC/GAIL/ONGC Thummar Shri Virjibhai;Varma Shri Ratilal Kalidas
GOVERNMENT OF INDIA PETROLEUM AND NATURAL GAS LOK SABHA STARRED QUESTION NO:446 ANSWERED ON:26.08.2004 FARMERS` LAND ACQUIRED BY IOC/GAIL/ONGC Thummar Shri Virjibhai;Varma Shri Ratilal Kalidas Will the Minister of PETROLEUM AND NATURAL GAS be pleased to state: (a) the total number of refineries in the country run by the IOC/GAIL/ONGC and other PSUs under Ministry of Petroleum and how much land of the farmers has been acquired by them; (b) whether all such landless farmers have been provided any employment or rehabilitated: (c) if so, the details thereof State-wise; (d) if not, the reasons therefor; and (e) the steps taken to rehabilitate remaining farmers? Answer MINISTER OF PETROLEUM & NATURAL GAS AND PANCHAYATI RAJ (SHRI MANI SHANKAR AIYAR) (a) to (e): A statement is laid on the Table of the House. STATEMENT REFERED TO IN REPLY TO PARTS (a) TO (e) OF THE LOK SABHA STARRED QUESTION NO.446 BY SHRI V.K. THUMMAR AND SHRI RATILAL KALIDAS VARMA TO BE ANSWERED ON 26TH AUGUST, 2004 REGARDING FARMERS' LAND ACQUIRED BY IOC/GAIL/ONGC. (a)to(e): There are 17 Public Sector refineries operating in the country. Approximately 16097 acres of land have been acquired for setting up these refineries, as per details given in the Annex. All land owners, including farmers, were provided compensation as per the Land Acquisition Act,1894. In addition, as a rehabilitation measure, rehabilitation grants, training, self-employment, employment in the project etc. were also considered by the Public Sector Refineries for different projects. ANNEX REFERED TO IN REPLY TO PARTS (a) TO (e) OF THE LOK SABHA STARRED QUESTION NO.446 BY SHRI V.K. -

District Irrigation Plan, Bongaigaon.Pdf
DISTRICT IRRIGATION PLAN Bongaigaon, Assam i | P a g e District Irrigation Plan, 2016-2020 Bongaigaon, Assam NABARD CONSULTANCY SERVICES PVT. LTD. Corporate Office : 24, Rajendra Place, NABARD Building, New Delhi – 110125 Reg. Office : Plot No. C24, G Block, 3rd Floor, NABARD Building Bandra Kurla Complex, Bandra East, Mumbai-400051 ii | P a g e iii | P a g e Contents Executive Summary ................................................................................................................... 1 Introduction ................................................................................................................................ 6 i. Background ......................................................................................................................... 6 ii. Vision ............................................................................................................................... 12 iii. Objective ......................................................................................................................... 12 iv. Strategy/approach ........................................................................................................... 13 v. Programme Components .................................................................................................. 13 vi. Rationale/ Justification Statement .................................................................................. 15 vii. Methodology ................................................................................................................. -

Environmental Impact Assessment (EIA)
INDIAN OIL CORPORATION LIMITED EXECUTIVE SUMMARY of Environmental Impact Assessment (EIA) For Implementation of BGR INDMAX project associated with BGR crude processing capacity enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & Implementation of SDS unit At Tehsil Sidli (PT-II), PO.Dhaligaon, District: Chirang, Assam . ABC TECHNO LABS INDIA PVT. LTD. AN ISO ISO 9001:2008, ISO14001:2004 & OHSAS 18001:2007 certified Environmental Engineering and Consultancy Organization (NABL Accredited & MoEF Recognised Environment Laboratory) QCI NABET Accredited for Sector 5F (Certificate No. NABET / EIA / 1316 / RA001) Corporate Office: No.2, 2 nd Street, Thangam Colony, Anna Nagar West, Chennai – 600040. Tamil Nadu, India. Tel: 044 – 26161123 / 24 / 25 Mumbai Office: A-355, Balaji Bhavan, Plot No. 42 A, Sector 11, CBD Belapur, Navi Mumbai – 400614. Maharashtra, India Tel: 022 27580044 Executive Summary of EIA Report for Implementation of INDMAX project associated with crude processing capacity enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist: Chirang (BTAD), Assam EXECUTIVE SUMMARY 1. INTRODUCTION Bongaigaon Refinery (BGR) is the eighth operating refinery of IOCL, formed upon the amalgamation of Bongaigaon Refinery & Petrochemicals Limited (BRPL) with Indian Oil Corporation Ltd. (IOCL) on March 25, 2009. Bongaigaon refinery is situated at Dhaligaon in Chirang district of Assam, 200 km west of Guwahati. Bongaigaon Refinery (erstwhile BRPL) was commissioned in year 1979 with crude processing capacity of 1.00 Million Metric Ton Per Annum (MMTPA). -
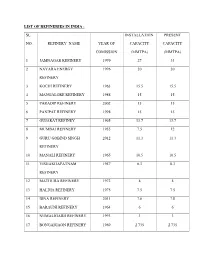
List of Refineries in India
LIST OF REFINERIES IN INDIA : SL INSTALLATION PRESENT NO. REFINERY NAME YEAR OF CAPACITY CAPACITY COMISSION (MMTPA) (MMTPA) 1 JAMNAGAR REFINERY 1999 27 33 2 NAYARA ENERGY 1996 20 20 REFINERY 3 KOCHI REFINERY 1963 15.5 15.5 4 MANGALORE REFINERY 1988 15 15 5 PARADIP REFINERY 2002 15 15 6 PANIPAT REFINERY 1998 15 15 7 GUJARAT REFINEY 1965 13.7 13.7 8 MUMBAI REFINERY 1955 7.5 12 9 GURU GOBIND SINGH 2012 11.3 11.3 REFINERY 10 MANALI REFINERY 1965 10.5 10.5 11 VISHAKHAPATNAM 1957 8.3 8.3 REFINERY 12 MATHURA REFINERY 1972 8 8 13 HALDIA REFINERY 1975 7.5 7.5 14 BINA REFINERY 2011 7.8 7.8 15 BARAUNI REFINERY 1964 6 6 16 NUMALIGARH REFINERY 1993 3 3 17 BONGAIGAON REFINERY 1969 2.735 2.735 18 GUWAHATI REFINERY 1962 1 1 19 NAGAPATTNAM 1993 0.5 1 REFINERY 20 DIGBOI REFINERY 1901 0.65 0.65 21 TATIPAKA REFINERY 2001 0.07 0.07 22 BARMER REFINERY 2013 9 9 Jamnagar Refinery: Jamnagar refinery is a private sector crude oil refinery owned by reliance. The refinery was commissioned in 14 July 1999 with an installed capacity of 27MMTPA. The present capacity of this refinery is 33MMTPA.It is currently the largest refinery in the world. Oil Field of Assam:- In Assam up to the cost of Myanmar, the presence of oil is very common .In the air 1825 itself seepage of oil was discovered in makum .In the year 1867 under the guidance of sir Madly Colt ,the first oil well was dug at makum .But after a very short production, it was abandoned as it was not economically viable. -

INDIAN OIL CORPORATION LIMITED (Refinery Division) Bongaigaon Refinery Advertisement No. BGR/T&D/01/Appr-2016 Date
INDIAN OIL CORPORATION LIMITED (Refinery Division) Bongaigaon Refinery Advertisement No. BGR/T&D/01/Appr-2016 Date: 08.02.2016 Notification for Engagement of Apprentices Indian Oil Corporation Limited, the largest commercial undertaking in India and a Fortune “Global 500” Company, as a measure of Skill Building Initiative for the Nation, proposes to engage apprentices at its Bongaigaon Refinery at Dhaligaon, Assam. Applications are invited from candidates meeting the following qualification & other parameters for engagement as Apprentices under Apprentices Act, 1961 / 1973 (as amended from time to time) in the Trade / Disciplines mentioned below: Educational Qualification, Provisional Number of seats in apprentice category including likely reservation shall be as follows. The consolidated stipend payable shall be as mentioned below or as revised (under the Act) from time to time (whichever is higher), Reservation will be applicable as per the prescribed percentage for recruitment applicable to the state of Assam. Code Trade / Discipline Qualification Period of No of GEN SC ST OB Consolidated stipend per Apprentice vacancy C month -ship (NC (months) L) A1 Trade Apprentice / 3 Years Full time 18 25 15 1 3 6 1st 70% of Minimum Attendant Operator B Sc (Physics, Maths, Year Wage for semi (Chemical Plant) Chemistry/ Industrial skilled worker Discipline - Chemical Chemistry). (applicable to BGR) + Rs 2500.00 A2 Trade Apprentice Matric with 2 (two) 12 for 10 7 0 1 2 2nd (Fitter) Discipline- year ITI (Fitter) NCVT & Year 80% of Minimum Mechanical course. 24 for Wage for semi SCVT skilled worker (applicable to BGR) + Rs 2500.00 A3 Trade Apprentice 3 Years Full time 36 5 4 0 0 1 3rd year 90% of Minimum (Boiler) Discipline- B Sc (Physics, Maths, Wage for semi skilled Mechanical Chemistry /Industrial worker Chemistry). -

Bongaigaon Refinery & Petrochemicals Limited
SANSCO SERVICES - Annual Reports Library Services - www.sansco.net Bongaigaon Refinery & Petrochemicals Limited (A group company of IndianOil) T 34th ANNUAL REPORT 2007-2008 Growing through consistent performance www.reportjunction.com SANSCO SERVICES - Annual Reports Library Services - www.sansco.net BOARD OF DIRECTORS Shri Sarthak Behuria Chairman Shri A.K. Sarmah Managing Director Shri A. Saran Shri T.V. John Director (Operations) Director (Finance) Bowman Riflmn> > PrtoHtmJciH umlM 34th AKNUAL RBPORT 2007-2008 Shri P.C. Sharma Shri B.M. Bansal Shri Maninder Singh Director Director Director We believe that growth of an organization depends on its aspiration to achieve new heights of performance through constant efforts and dedication. Our physical and financial performance during the year 2007-08 is a testimony to the Shri J.L Raina Dr. D.N. Buragohain ShriP.K. Goyal Shri G. Bhanumurthy above belief. Director Director Director Director www.reportjunction.com SANSCO SERVICES - Annual Reports Library Services - www.sansco.net CONTENTS Notice 2 Board of Directors 5 Performance at a Glance 6 Directors' Report 8 Management Discussion & Analysis 24 Report on Corporate Governance 29 Auditors' Report 43 Comments of Comptroller and Auditor General of India 46 Balance Sheet 48 Profit & Loss Account 49 Schedules 50 Statement of Significant Accounting Policies 61 Income & Expenditure on Social Overheads 70 Cash Flow Statement ° 75 Business Segments Report ' 76 www.reportjunction.com " SERVICES rAnriuaTRoport NOTICE NOTICE IS HEREBY GIVEN THAT the Thirty-fourth Annual General of India in terms of Section 619 of the General Meeting of the Shareholders of Bongaigaon Refinery Companies Act, 1956. & Petrochemicals Limited will be held on Wednesday, the 2.