Workshop Processes, Practices and Materials CHAPTER 21
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Distal Radius System 2.5
PRODUCT INFORMATION Distal Radius System 2.5 APTUS® Wrist 2 | Distal Radius System 2.5 Contents 3 A New Generation of Radius Plates 4 One System for Primary and Secondary Reconstruction 6 ADAPTIVE II Distal Radius Plates 8 FPL Plates 10 Hook Plates 11 Lunate Facet Plates 12 Rim Plates 13 Fracture Plates 14 Correction Plates 15 Volar Frame Plates 16 Extra-Articular Plates 17 Small Fragment Plates 18 Dorsal Frame Plates 19 XL Plates 20 Distal Ulna Plates 21 Fracture Treatment Concept 22 Technology, Biomechanics, Screw Features 24 Precisely Guided Screw Placement 25 Instrument for Reconstruction of the Volar Tilt 26 Storage 27 Overview Screw Trajectories 29 Ordering Information 47 Bibliography For further information regarding the APTUS product line visit: www.medartis.com Medartis, APTUS, MODUS, TriLock, HexaDrive and SpeedTip are registered trademarks of Medartis AG / Medartis Holding AG, 4057 Basel, Switzerland www.medartis.com Distal Radius System 2.5 | 3 A New Generation of Radius Plates Why is a new generation of radius plates needed? Distal radius fractures are the most common fractures of the stable plate systems have enabled open reduction and inter- upper extremities. The knowledge of these fractures has grown nal fixation to become an established treatment method for enormously over the last years. Treatment concepts have like- intra- and extra-articular distal radius fractures. These sys- wise been refined. It is now generally accepted that the best tems have enabled even severe extension fractures with dor- possible anatomical reconstruction of the radiocarpal joint sal defect zones to be precisely repositioned and treated with (RCJ) and distal radioulnar joint (DRUJ) to produce a func- osteosynthesis via volar access without the need for additional tional outcome is a requirement. -

126 Metal Products
Lake Tuggeranong College LEARN – THRIVE - CONNECT Metal Products A/M Working with metal has fascinated people for centuries. Metal forming processes have advanced significantly in recent times and have enabled the creation of objects which have changed the world forever. These processes are now able to be experienced by students through the development of metal fabrication projects which provide an understanding of metal properties and construction techniques. The considerable time devoted to the practical skills in this course makes it an ideal choice for students who are looking for a unique practical learning environment. Rationale Why would you do this course? Working with metal is an enjoyable activity which more students need to experience! Being able to apply metal fabricating processes to create projects with a student design input is a major emphasis in the course. The range of fundamental skills employed in the metal fabrication industry readily engage students in their course work. There is a current skills shortage in the metal trade areas as evidenced by the inclusion of Metal Fabricator and Welder in the National Skills Needs list. There is a federal government push for apprenticeships using the skills learnt during this course. Beyond the classroom, this subject offers you: • Pathways to metal trades: boiler maker/metal fabricator • Skills that are interlinked between other trades: construction, plumber, electrician • Basic handyman skills Learner dispositions What type of person usually studies this course? Learners who would study this course typically achieve a satisfaction from being able to create practical objects using techniques such as welding, machining, plasma cutting, sheet metal forming and more. -

Gear Cutting and Grinding Machines and Precision Cutting Tools Developed for Gear Manufacturing for Automobile Transmissions
Gear Cutting and Grinding Machines and Precision Cutting Tools Developed for Gear Manufacturing for Automobile Transmissions MASAKAZU NABEKURA*1 MICHIAKI HASHITANI*1 YUKIHISA NISHIMURA*1 MASAKATSU FUJITA*1 YOSHIKOTO YANASE*1 MASANOBU MISAKI*1 It is a never-ending theme for motorcycle and automobile manufacturers, for whom the Machine Tool Division of Mitsubishi Heavy Industries, Ltd. (MHI) manufactures and delivers gear cutting machines, gear grinding machines and precision cutting tools, to strive for high precision, low cost transmission gears. This paper reports the recent trends in the automobile industry while describing how MHI has been dealing with their needs as a manufacturer of the machines and cutting tools for gear production. process before heat treatment. A gear shaping machine, 1. Gear production process however, processes workpieces such as stepped gears and Figure 1 shows a cut-away example of an automobile internal gears that a gear hobbing machine is unable to transmission. Figure 2 is a schematic of the conven- process. Since they employ a generating process by a tional, general production processes for transmission specific number of cutting edges, several tens of microns gears. The diagram does not show processes such as of tool marks remain on the gear flanks, which in turn machining keyways and oil holes and press-fitting bushes causes vibration and noise. To cope with this issue, a that are not directly relevant to gear processing. Nor- gear shaving process improves the gear flank roughness mally, a gear hobbing machine is responsible for the and finishes the gear tooth profile to a precision of mi- crons while anticipating how the heat treatment will strain the tooth profile and tooth trace. -
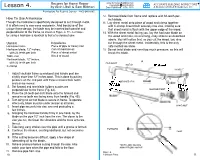
Use a Hacksaw Inch Blade
Recipes for Home Repair www.AccurateBuilding.com Lesson 4. Copyright 2004-2005 ACCURATE BUILDING INSPECTORS by Alvin Ubell & Sam Bittman Date Published: 1974, 1976 A Division of Ubell Enterprises, Inc. Permissions For Reprints Contact: 1-800-640-8285 12. Remove blade from frame and replace with 32-teeth-per- How To Use A Hacksaw inch blade. Though the hacksaw is specifically designed to cut through metal, 13. Lay sheet metal onto piece of wood and clamp together it is often used to saw wood and plastic. And because of the with C-clamp. Insert both securely into vise, making sure unique frame design, the blade may be inserted both parallel and that sheet metal is flush with the upper edge of the wood. perpendicular to the frame, as shown in Figure 4. The technique 14. With the sheet metal facing you, lay the hacksaw blade on for using a hacksaw is identical to that of a crosscut saw. the wood and make several long, easy strokes as described above. You will notice that, as you cut the wood, you also Utensils Ingredients cut through the sheet metal. Incidentally, this is the only Hacksaw frame Piece of pipe or heavy iron safe method we know. Hacksaw blade, 12" inches, Can of machine oil 15. Do not twist blade and exert too much pressure, as this will with 24 teeth per inch Piece of sheet metal break the blade. Table vise Block of wood Hacksaw blade, 12" inches, A with 32 teeth per inch END POST C-clamp NOTCH HANDLE 1. Adjust hacksaw frame so end post and handle post are slightly more than 12" inches apart. -

Introduction to Selecting Milling Tools Iimportant Decisions for the Selection of Cutting Tools for Standard Milling Operations
Introduction to Selecting Milling Tools IImportant decisions for the selection of cutting tools for standard milling operations The variety of shapes and materials machined on modern milling machines makes it impera- tive for machine operators to understand the decision-making process for selecting suitable cutting tools for each job. This course curriculum contains 16-hours of material for instructors to get their students ready to make basic decisions about which tools are suitable for standard milling operations. ©2016 MachiningCloud, Inc. All rights reserved. Table of Contents Introduction .................................................................................................................................... 2 Audience ..................................................................................................................................... 2 Purpose ....................................................................................................................................... 2 Lesson Objectives ........................................................................................................................ 2 Where to Start: A Blueprint and a Plan .......................................................................................... 3 Decision 1: What type of machining is needed? ............................................................................ 7 Decision 2: What is the workpiece material? ................................................................................. 7 ISO Material -

Grinding Machines
GRINDING MACHINES www.fermatmachinetool.com CYLINDRICAL GRINDING MACHINES FERMAT FAST FACTS CONTENT FERMAT MACHINE TOOL LTD CYLINDRICAL GRINDING MACHINES 650 Number of employees TOP SIEMENS Seller COMPANY INFORMATION .................................... 4 About the company FERMAT CYLINDRICAL GRINDING MACHINES ...................... 8 BHC / BHC HD CYLINDRICAL GRINDING MACHINES ...................... 12 BHCR / BHCR HD mill. NEW MODELS € 1901 CYLINDRICAL GRINDING MACHINES ...................... 16 78 Oldest member of FERMAT Group BHM / BHMR Annual sales in 2016 BASIC DESIGN ELEMENTS OF THE MACHINE .................. 23 Beds and Tables, Grinding Wheel Head, Work Head, Tailstock, Ball screws, Other Components, 8 Electric Equipment, Control Systems and Drives Branches in Czech Republic 100+ ACCESSORIES AND POSSIBLE OPTIONS....................... 28 Annual production/sold machines COMPONENTS ............................................... 34 ...................... CYLINDRICAL GRINDING MACHINES 36 BUC E BESTSELLERS CYLINDRICAL GRINDING MACHINES ...................... 38 5 BUB E Football playgrounds would 1 fit in floor space OTHER PRODUCTS ........................................... 40 of FERMAT Production facilities Table Type Horizontal Boring Mills, Micron (1 µm) has the most Floor Type Horizontal Boring Mills accurate production machine from our machining shop REFERENCES ................................................ 44 - - 2 3 - - ABOUT THE COMPANY ABOUT THE COMPANY FERMAT MACHINE TOOL LTD FERMAT MACHINE TOOL LTD Prague The FERMAT Group is a traditional Czech care. As a result, the FERMAT Group be- Manufacturing, servicing, upgrading lopment, design and construction with- manufacturer of machine tools. The prod- longs to the top machine tool manufactur- or complete overhauling of grinding in the strong FERMAT Group led to ex- uct portfolio consists primarily of grinding ers around the globe. machines are the key activities of the traordinary quality of our modern CNC machines as well as horizontal boring and FERMAT Machine Tool Ltd. -

File Identification Chart
FILE IDENTIFICATION CHART American Pattern Swiss Pattern American Flat File — Rectangular cross section. Tapered point. Double cut top and bottom. Swiss Pattern Files have more exacting measurements and finer cuts ranging from № 00 to Single-cut edges. Special tooth construction eliminates clogging. All sizes have the same number 6. Used by tool and die makers, jewellers, modellers, craftspeople and hobbyists. Available in the of teeth. 6" – 12" long. following types and length: American Flat File Aluminum Half-Round File — Rounded on one side, flat on the other. Tapered point. • Half Round File — № 00, 0, 1, 2, 3 and 4. 4" – 10" long. Double-cut. Special tooth construction eliminates clogging. All sizes have the same number of teeth. • Hand File — № 00, 0, 1, 2 and 4. 4" – 10" long. Aluminum Half-Round File Smooth finish. 6" – 12" long. • Knife File — № 00, 0, 1, 2 and 4. 4" – 8" long. Flat File — Rectangular cross section. Tapered point. Double-cut top and bottom. Single-cut • Round File — № 00, 0 and 2. 4" – 10" long. Flat File edges. Bastard, second and smooth cuts. For rapid stock removal. 4" – 16" long. • Round Straight File — № 0. 4", 6" and 8" long. Half-Round File — Rounded one side, flat on the other. Double-cut top and bottom. Bastard, second and smooth cuts. For filing concave, convex and flat surfaces. 4" – 15" long. • Square File — № 00, 0 and 2. 4", 6" and 8" long. Half-Round File Hand File — Rectangular cross section. Double-cut top and bottom. One safe edge and one • Three Square File — № 00, 0, 1 and 2. -

VARIABLE ANGLE LOCKING HAND SYSTEM for Fragment-Specific Fracture Fixation with Variable Angle Locking and Locking Technology
VARIABLE ANGLE LOCKING HAND SYSTEM For fragment-specific fracture fixation with variable angle locking and locking technology SURGICAL TECHNIQUE TABLE OF CONTENTS INTRODUCTION Variable Angle Locking Hand System Overview 2 AO Principles 5 Indications 6 Featured Plates & Technique Highlights 7 Screws in the System 18 Featured Instruments 20 SURGICAL TECHNIQUE Preoperative Planning and Reduction 27 Lag Screw Insertion (Optional) 29 Prepare and Insert Plate 37 Insert Screw 50 Implant Removal 51 PRODUCT INFORMATION Implants 54 Instruments 63 Graphic Cases 70 Set Lists 77 Image intensifier control Variable Angle Locking Hand System Surgical Technique DePuy Synthes Companies VARIABLE ANGLE LOCKING HAND SYSTEM OVERVIEW The DePuy Synthes Variable Angle Locking Hand System consists of plates that are anatomic, procedure-specific, and available in both stainless steel and titanium. The Variable Angle Locking Hand System offers instrumentation to aid in: x fracture reduction x provisional fixation x plate adaptation x construct creation Designed for the Surgeon and Patient A dedicated, global surgeon team was integral to the design of this system through extensive consultation and participation in multiple design labs. Surgeon interviews, design and development meetings, and collaboration with key opinion leaders determined the clinical components necessary for the DePuy Synthes Variable Angle Locking Hand System. DePuy Synthes Companies are dedicated to improving patient care. System Snapshot x Extensive system of anatomically precontoured plates x First to the market with 1.3 mm locking screws for hand plating1 x Forceps that aid in fracture reduction and lag screw application x Forceps that aid in plate fixation x Self-retaining screwdrivers x Plates available in 316L stainless steel and titanium x Color-coded instruments 1DePuy Synthes Companies market analysis of leading orthopaedic companies, conducted May 2015. -

Broaching Solutions for Every Application Hassay Savage Has the Most Comprehensive Program of Standard Broaching Solutions for All Applications
IN THIS BOOK... Hassay Savage PRECISION BROACHES STANDARD & CUSTOM BROACHING SOLUTIONS FOR EVERY APPLICATION Hassay Savage has the most comprehensive program of standard broaching solutions for all applications. We offer Custom Broaching Solutions for all your broaching needs. Let us be your partner in your unique, cutting applications! GMauvaisUSA QUALITY MICRO DRILLS superior precision • quality • consistency The most consistent quality micro drill program in the world, GMauvais has a complete line of HSS-E COBALT and Solid Micro Grain Carbide MICRO Drills. Standard sizes range from .1mm to 3mm, with 1,000 line items in stock. Custom made micro drills for your special application and fast delivery is our specialty. ® UNIQUE ROUND CUTTING TOOLS performance • innovation • specialization The world’s finest Center Drill, NC Spot Drill, Countersink, Multi-V, Micro Reaming and End Mill Cutting Tools for your most challenging cutting tool applications. We hope you enjoy using our outstanding collection of the finest cutting tools for virtually every cutting application. Hassay Savage Company • 3 Great Programs, One Great Company! Hassay Savage Let us be your partner in unique cutting applications! www.hassay-savage.com 6130 6220 6230 1100 3200 TM GMauvaisUSA TM GMA HaASSuAY SAvVAGaE COiMPsANYUSA A HASSAY SAVAGE COMPANY 5140 3100 5100 6140 6120 NEW Items for 2017 6100 6200º www.hassay-savage.com Unique, Precision NEW Items for 2017 Cutting Tools! NEW 8760 Series Blind Hole Reamers w/Coolant www.hassay-savage.com What is Broaching? Broaching is a progressive metal-cutting process which incorporates a series of roughing, semi-finishing, and finishing teeth designed to remove successive portions of stock as the tool moves through or across a workpiece in a one-pass linear operation. -
Gauge Blocks and Accessories
for more than 70 Made in Germany years Gauge Blocks and Accessories Wear resistant Special Steel Ceramic Carbide DAkkS-Calibration Laboratory scope of accreditation according to the current annexe: KOLB & BAUMANN GMBH & CO. KG www.dakks.de PRECISION MEASURING TOOLS MAKERS DE-63741 ASCHAFFENBURG · DAIMLERSTR. 24 GERMANY PHONE +49 (6021) 3463-0 · FAX +49 (6021) 3463-40 www.koba.de · [email protected] Catalogue No. 1000/E/01/2012 Dear Customer, Today you have the documents of KOLB & BAUMANN in your hands. We are glad that you are interested in our products. The foundations of KOBA were laid more than 70 years ago and at the beginning the manufacture of gauge blocks was the major line. At that time gauge blocks were made out of steel. Later carbide and ceramic were added. Furthermore we manufacture accessories in order to extend the application of our gauge blocks. In order to complete the product range we started the manufacture of gauges. It was in 1979 when KOLB & BAUMANN got accredited by the PTB as the 8th DKD-calibration laboratory in Germany. This accreditation comprises the measured value "length” up to 1000 mm. Besides, KOBA is accredited laboratory for gauges and other measuring instruments. KOBA supplies world-wide into more than 70 countries and is also supplier for gauge blocks and calibration masters to various National Physical Laboratories. Our world-wide customers trust in KOBA-gauge blocks and gauges as a high- grade German quality product. Being a German family-based company we will do all efforts to keep the confidence in our products. -
Guide to Book Manufacturing Building Relationships for a Quality Experience
GUIDE TO BOOK MANUFACTURING BUILDING RELATIONSHIPS FOR A QUALITY EXPERIENCE Thomson Reuters, Guide to Book Manufacturing is a reference book intended for Thomson Reuters Core Publishing Solutions customers to give them a better understanding of the processes involved in creating, shipping, warehousing and distributing millions of books, pamphlets and newsletters produced annually. Project Lead Greg Groenjes Graphic Design Kelly Finco Vickie Jensen Janine Maxwell Contributing Writers Kelly Aune, Lori Clancy, Greg Groenjes, Brian Grunklee, Bob Holthe, Val Howard, Christine Hunter, Vickie Jensen, Sandi Krell, Linda Larson, Jerry Leyde, Kris Lundblad, Janine Maxwell, Walt Niemiec, John Reandeau, Nancy Roth, Jody Schmidt, Alex Siebenaler, Estelle Vruno Contributing Editor Christine Hunter Copy Editor Anne Kelley Conklin © 2018 Thomson Reuters. All rights reserved. July edition. TABLE OF CONTENTS Thomson Reuters Press Core Publishing Solutions Overview • Printing Background 7-1 • Thomson Reuters CPS 1-2 • Offset Presses 7-2 • Single-Color Web Press 7-2 Manufacturing Client Services • Web Press Components 7-3 (Planning & Scheduling) • Multi-Color Sheet-Fed Presses 7-6 • Service and Support 2-1 • Sheet-fed Press Description 7-6 • Roles and Responsibilities 2-2 • Sheet-fed Press Components 7-7 • Job Planning Process 2-3 • Color Printing 7-8 • Teamwork Is the Key to Success 2-5 • Colored Ink 7-8 • Considerations (Sheet-fed vs. Web) 7-9 Material Sourcing • Thomson Reuters Web Press Specifications 7-10 (Purchasing & Receiving) • Purchasing 3-1 Bindery -

The Gage Block Handbook
AlllQM bSflim PUBUCATIONS NIST Monograph 180 The Gage Block Handbook Ted Doiron and John S. Beers United States Department of Commerce Technology Administration NET National Institute of Standards and Technology The National Institute of Standards and Technology was established in 1988 by Congress to "assist industry in the development of technology . needed to improve product quality, to modernize manufacturing processes, to ensure product reliability . and to facilitate rapid commercialization ... of products based on new scientific discoveries." NIST, originally founded as the National Bureau of Standards in 1901, works to strengthen U.S. industry's competitiveness; advance science and engineering; and improve public health, safety, and the environment. One of the agency's basic functions is to develop, maintain, and retain custody of the national standards of measurement, and provide the means and methods for comparing standards used in science, engineering, manufacturing, commerce, industry, and education with the standards adopted or recognized by the Federal Government. As an agency of the U.S. Commerce Department's Technology Administration, NIST conducts basic and applied research in the physical sciences and engineering, and develops measurement techniques, test methods, standards, and related services. The Institute does generic and precompetitive work on new and advanced technologies. NIST's research facilities are located at Gaithersburg, MD 20899, and at Boulder, CO 80303. Major technical operating units and their principal