Optimized Palladium Catalyst Systems for the Selective Liquid-Phase Hydrogenation of Functionalyzed Alkynes T.A
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Asymmetric Synthesis by Palladium (II) Catalysis: Chirality Transfer and New a Symmetric Catalytic System
Loyola University Chicago Loyola eCommons Dissertations Theses and Dissertations 1997 Asymmetric Synthesis by Palladium (II) Catalysis: Chirality Transfer and New a Symmetric Catalytic System Othman Hamed Loyola University Chicago Follow this and additional works at: https://ecommons.luc.edu/luc_diss Part of the Chemistry Commons Recommended Citation Hamed, Othman, "Asymmetric Synthesis by Palladium (II) Catalysis: Chirality Transfer and New a Symmetric Catalytic System" (1997). Dissertations. 3682. https://ecommons.luc.edu/luc_diss/3682 This Dissertation is brought to you for free and open access by the Theses and Dissertations at Loyola eCommons. It has been accepted for inclusion in Dissertations by an authorized administrator of Loyola eCommons. For more information, please contact [email protected]. This work is licensed under a Creative Commons Attribution-Noncommercial-No Derivative Works 3.0 License. Copyright © 1997 Othman Hamed LOYOLA UNIVERSITY OF CIIlCAGO ASYMMETRIC SYNTHESIS BY PALLADIUM (II) CATALYSIS: CHIRALITY TRANSFER AND NEW A SYMMETRIC CATALYTIC SYSTEM A DISSERTATION SUBMITTED TO THE FACULTI' OF THE GRADUATE SCHOOL IN CANDIDACY FOR THE DEGREE OF DOCTOR OF PHILOSOPHY DEPARTMENT OF CHEMISTRY BY OTHMAN HAMED CIIlCAGO, ILLINOIS JANUARY 1997 ii iii ABSTRACT This proposal is divided into two Parts: I. Exchange and oxidation of chiral allylic alcohols using chirality transfer. II. Asymmetric synthesis using Pd(Il) catalysts with chiral auxiliaries. Part I is divided into two sections: A. The determination of stereochemistries of hydroxypalladation using chirality transfer. B. Preparation of trichiral molecules. The allylic alcohols used for these studies included (R)-(-)-Z- and £-3-hexen-2-ol (13a), (R)-(-)-Z-4- hexen-3-ol (13b), (R)-Z- and £-3-penten-2-ol (17). -

Precious Metal Compounds and Catalysts
Precious Metal Compounds and Catalysts Ag Pt Silver Platinum Os Ru Osmium Ruthenium Pd Palladium Ir Iridium INCLUDING: • Compounds and Homogeneous Catalysts • Supported & Unsupported Heterogeneous Catalysts • Fuel Cell Grade Products • FibreCat™ Anchored Homogeneous Catalysts • Precious Metal Scavenger Systems www.alfa.com Where Science Meets Service Precious Metal Compounds and Table of Contents Catalysts from Alfa Aesar When you order Johnson Matthey precious metal About Us _____________________________________________________________________________ II chemicals or catalyst products from Alfa Aesar, you Specialty & Bulk Products _____________________________________________________________ III can be assured of Johnson Matthey quality and service How to Order/General Information ____________________________________________________IV through all stages of your project. Alfa Aesar carries a full Abbreviations and Codes _____________________________________________________________ 1 Introduction to Catalysis and Catalysts ________________________________________________ 3 range of Johnson Matthey catalysts in stock in smaller catalog pack sizes and semi-bulk quantities for immediate Precious Metal Compounds and Homogeneous Catalysts ____________________________ 19 shipment. Our worldwide plants have the stock and Asymmetric Hydrogenation Ligand/Catalyst Kit __________________________________________________ 57 Advanced Coupling Kit _________________________________________________________________________ 59 manufacturing capability to -
Control of Regioselectivity: Oxidation and Deprotection
CONTROL OF REGIOSELECTIVITY: OXIDATION AND DEPROTECTION Joseph A. Wright Department of Chemistry, University of Cambridge 2002 A dissertation submitted to the University of Cambridge in partial fulfilment for the degree of Doctor of Philosophy Nemo mortalium omnibus horis sapit Pliny, Natural History, VII, xl, 131 PREFACE This dissertation is a summary of research work carried out in the Department of Chemistry of the University of Cambridge between October 1999 and December 2002. Unless stated otherwise, the results are those of the author’s own work. It has not, either in whole or in part, been submitted for any qualification to any other University. Joseph A. Wright December 2002 i ACKNOWLEDGEMENTS Sincere thanks to my family, for all of their help and support both before and during my PhD. Without them, I would not have had the opportunity to carry out this work. Thanks to all of the many people that I have known in the Chemistry Department. Particular thanks to all of the past and current members of the Spencer group for some good times; special mentions for Matthew for starting off the Wacker work, Jin for intense discussions, Tobias for organisation and Sam for many long chats. The members of the other groups we have shared lab space / office space / tea-breaks with must be mentioned: the Williams, Leeper, Jackson, Balasubramanian and Wright groups. Thanks to all of the technical staff of the department, without whom no one could get anything done. Particular thanks to Tim, Keith and Kevin for floor services and Alan Dickerson for keeping the G.L.C. -

Interstitial Modification of Palladium Nanoparticles with Boron Atoms As
ARTICLE Received 19 Aug 2014 | Accepted 7 Nov 2014 | Published 19 Dec 2014 DOI: 10.1038/ncomms6787 Interstitial modification of palladium nanoparticles with boron atoms as a green catalyst for selective hydrogenation Chun Wong Aaron Chan1, Abdul Hanif Mahadi1, Molly Meng-Jung Li1, Elena Cristina Corbos2, Chiu Tang3, Glenn Jones2,4, Winson Chun Hsin Kuo4, James Cookson2, Christopher Michael Brown2, Peter Trenton Bishop2 & Shik Chi Edman Tsang1 Lindlar catalysts comprising of palladium/calcium carbonate modified with lead acetate and quinoline are widely employed industrially for the partial hydrogenation of alkynes. However, their use is restricted, particularly for food, cosmetic and drug manufacture, due to the extremely toxic nature of lead, and the risk of its leaching from catalyst surface. In addition, the catalysts also exhibit poor selectivities in a number of cases. Here we report that a non-surface modification of palladium gives rise to the formation of an ultra-selective nanocatalyst. Boron atoms are found to take residence in palladium interstitial lattice sites with good chemical and thermal stability. This is favoured due to a strong host–guest electronic interaction when supported palladium nanoparticles are treated with a borane tetrahydrofuran solution. The adsorptive properties of palladium are modified by the subsurface boron atoms and display ultra-selectivity in a number of challenging alkyne hydrogenation reactions, which outclass the performance of Lindlar catalysts. 1 Wolfson Catalysis Centre, Department of Chemistry, University of Oxford, Oxford OX1 3QR, UK. 2 Johnson Matthey Technology Centre, Blount’s Court, Sonning Common, Reading RG4 9NH, UK. 3 Diamond Light Source Ltd, Harwell Science and Innovation Campus, Chilton OX11 0DE, UK. -

Highly Cis-Selective and Lead-Free Hydrogenation of 2-Hexyne by a Supported Pd Catalyst with an Ionic-Liquid Layer
ChemComm View Article Online COMMUNICATION View Journal | View Issue Highly cis-selective and lead-free hydrogenation of 2-hexyne by a supported Pd catalyst with an Cite this: Chem. Commun., 2014, 50, 10406 ionic-liquid layer† Received 1st June 2014, Accepted 22nd July 2014 Frederick Schwab, Natascha Weidler, Martin Lucas and Peter Claus* DOI: 10.1039/c4cc04183f www.rsc.org/chemcomm A simple Pd/SiO2 catalyst which was modified with the ionic liquid of hexynes. An increased activity compared to the Lindlar system [BMPL][DCA] gave an excellent yield of 88% towards cis-2-hexene in was the main advantage.3 The influence of the preparation para- the stereoselective hydrogenation of 2-hexyne. The catalyst outper- meters of immobilized PdOxHy colloids on catalytic activity was forms, even at full conversion, the commonly used lead-poisoned, investigated by Klasovsky et al.4 The optimized catalyst showed Creative Commons Attribution 3.0 Unported Licence. toxic Lindlar catalyst and supported colloidal-based Pd as well. both a superior activity and selectivity to cis-2-hexene. The usage of Pd nanoparticles in ionic liquids (IL‡)as The stereoselective hydrogenation of the triple bond of internal catalysts showed a great impact on the hydrogenation of alkynes is of great industrial interest for the production of fine hexynes. With these new catalysts the same performance as chemicals or pharmaceuticals. Beside the challenge to control the the Lindlar system can be obtained, in some cases with even stereoselectivity, also over-hydrogenation of the desired cis-alkene higher selectivities. However, nanoparticles stabilized with and its isomerization must be avoided. -
The Wilkinson Complex As a Heterogeneous Catalyst in the Partial Hydrogenation of 1-Heptyne
Quim. Nova, Vol. 39, No. 5, 575-580, 2016 http://dx.doi.org/10.5935/0100-4042.20160066 THE WILKINSON COMPLEX AS A HETEROGENEOUS CATALYST IN THE PARTIAL HYDROGENATION OF 1-HEPTYNE. REGENERATION OF THE COMPLEX Edgardo Cagnolaa,*, Domingo Liprandia, José Paredesa, Nicolás Carraraa,b and Mónica Quirogaa,b aDepartamento de Química, Facultad de Ingeniería Química, Universidad Nacional del Litoral, Santiago del Estero 2829, 3000 Santa Fe, Argentina b Instituto de Investigaciones en Catálisis y Petroquímica, Facultad de Ingeniería Química, Universidad Nacional del Litoral, Artigo CONICET, Santiago del Estero 2654, 3000 Santa Fe, Argentina Recebido em 02/11/2015; aceito em 16/01/2016; publicado na web em 15/04/2016 The Wilkinson complex was tested as a catalyst in the partial hydrogenation of 1-heptyne, a medium chain alkyne, at a temperature of T = 303 K and hydrogen pressure PH2 = 150 kPa. The tests were performed in homogeneous system as well as heterogeneous system, supporting the complex on i) γ-Al2O3 and ii) a commercial carbonaceous material, RX3. Characterization by means of XPS and FTIR revealed that the anchored complex did not lose its chemical identity, being the catalytically active species. The Wilkinson complex on RX3 showed better conversions and selectivities, higher than the Lindlar catalyst, used as a reference. Additionally, it was proposed a method to recover Rh as a metal from the remaining solutions, and from it regenerate the complex to be reused from it. Keywords: Wilkinson complex; partial hydrogenation; heterogeneous -

University of Groningen Total Synthesis of Enantiopure
University of Groningen Total Synthesis of Enantiopure Biomolecules van Summeren, Ruben Petrus IMPORTANT NOTE: You are advised to consult the publisher's version (publisher's PDF) if you wish to cite from it. Please check the document version below. Document Version Publisher's PDF, also known as Version of record Publication date: 2006 Link to publication in University of Groningen/UMCG research database Citation for published version (APA): van Summeren, R. P. (2006). Total Synthesis of Enantiopure Biomolecules: on mycolactones, saturated isoprenoid building blocks and ß-mannosyl phosphomycoketides. s.n. Copyright Other than for strictly personal use, it is not permitted to download or to forward/distribute the text or part of it without the consent of the author(s) and/or copyright holder(s), unless the work is under an open content license (like Creative Commons). Take-down policy If you believe that this document breaches copyright please contact us providing details, and we will remove access to the work immediately and investigate your claim. Downloaded from the University of Groningen/UMCG research database (Pure): http://www.rug.nl/research/portal. For technical reasons the number of authors shown on this cover page is limited to 10 maximum. Download date: 26-09-2021 Total Synthesis of Enantiopure Biomolecules On mycolactones, saturated isoprenoid building blocks and -mannosyl phosphomycoketides Ruben Petrus van Summeren The work described in this thesis was carried out at the Department of Organic and Molecular Inorganic Chemistry, Stratingh Institute, University of Groningen, The Netherlands. The work described in this thesis was financially supported by the Dutch Organization for Scientific Research (NWO). -

A Smart Heterogeneous Catalyst for Efficient, Chemo- And
catalysts Article A Smart Heterogeneous Catalyst for Efficient, Chemo- and Stereoselective Hydrogenation of 3-Hexyn-1-ol Stefano Paganelli 1,*, Alessio Angi 1, Nicolò Pajer 1 and Oreste Piccolo 2,* 1 Dipartimento di Scienze Molecolari e Nanosistemi, Università Ca’ Foscari Venezia, Via Torino 155, 30172 Venezia Mestre (VE), Italy; [email protected] (A.A.); [email protected] (N.P.) 2 Studio di Consulenza Scientifica (SCSOP), Via Bornò 5, 23896 Sirtori (LC), Italy * Correspondence: [email protected] (S.P.); [email protected] (O.P.); Tel.: +39-0412348592 (S.P.); +39-3356828222 (O.P.) Abstract: We examine the easy preparation of mono- and bi-metallic heterogeneous catalysts with low Pd and Cu contents on alumina and provide a detailed study of many reaction parameters in the catalyzed selective semihydrogenation of 3-hexyn-1-ol to (Z)-3-hexen-1-ol, a very important fragrance with an herbaceous note. In particular, two different protocols of Pd catalyst preparation, substrate/catalyst molar ratio, the effect of time and temperature, introduction of some additives to the reaction mixture, and the nature of the solvent were investigated. These factors are not independent variables. The results show that it is possible to control the reaction outcome to obtain the target (Z)-alkenol using different experimental conditions. The best result, as an appropriate compromise between conversion and selectivity, may be obtained by working with a very high substrate/catalyst molar ratio (>6000/1), with one type of Pd catalyst, in a short time (about 150 min) at 60 ◦C. Keywords: heterogeneous catalyst; selective hydrogenation; alkyne; (Z)-alkene; fragrance Citation: Paganelli, S.; Angi, A.; Pajer, 1. -
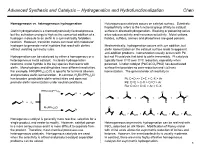
Advanced Synthesis and Catalysis Hydrogenation And
Advanced Synthesis and Catalysis ─ Hydrogenation and Hydrofunctionalization Chen Homogeneous vs. heterogeneous hydrogenation Heterogeneous catalysis occurs on catalyst surface. Substrate haptophilicity refers to the functional group affinity to catalyst Olefin hydrogenation is a thermodynamically favored process surface in directed hydrogenation. Blocking or poisoning active but the activation energy is high as the concerted addition of a sites reduces activity and increases selectivity. Metal cations, hydrogen molecule to an olefin is a symmetrically forbidden halides, sulfides, amines and phosphines are good poisons. reaction. However, transition metals can react with molecular hydrogen to generate metal hydrides that react with olefins Mechanistically, hydrogenation occurs with syn addition, but without violating symmetry rules. olefin isomerization on the catalyst surface leads to apparent anti-addition products. Isomerization usually occurs with Pd Hydrogenation can be catalyzed by either a homogenous or a but not Pt catalysts that bind to olefin irreversibly. Pt catalysts heterogeneous metal catalyst. In classic hydrogenation typically favor C=O over C=C reduction, especially when reactions, metal hydride is the key species that reacts with poisoned. Lindlar catalyst (Pd/CaCO3/PbO) has deactivated olefin. Monohydrides and dihydrides have different reactivities. surface that provides no over-reduction and cis/trans For example, HRh(PPh3)3(CO) is specific for terminal alkenes isomerization. The general order of reactivity is: and promotes olefin isomerization. In contrast, H2Rh(PPh3)2Cl has broader ,predictable olefin selectivities and does not Pt: C=O >> C=C > C-X > Ar promote olefin isomerization under neutral conditions. Pd: C=C > C-X > C=O > Ar Ru: C=O > C=C > Ar > C-X Homogenous catalyst is generally more reactive, selective for a single product, and easier to modify. -
Chemicals from Alkynes with Palladium Catalysts
1 Chemicals from Alkynes with Palladium Catalysts Rafael Chinchilla* and Carmen Nájera* Departamento de Química Orgánica, Facultad de Ciencias, and Instituto de Síntesis Orgánica (ISO), Universidad de Alicante, Apartado 99, 03080 Alicante, Spain Contents 1. Introduction 2. Chemicals by Palladium-Catalyzed Intermolecular Additions to Alkynes 2.1. Carbocycles 2.2. Heterocycles 2.3. Vinyl Arenes 2.4. Acrylic Acids, Esters and Amides 2.5. Ketones 2.6. Allyl and Vinyl Ethers 2.7. Imines, Enamines and Allylamines 2.8. Vinyl Sulfides and Selenides 2.9. Vinyl Phosphines, Phosphine Oxides, Phosphinates and Phosphonates 3. Chemicals by Palladium-Catalyzed Intramolecular Additions to Alkynes 3.1. Carbocycles 3.2 Heterocycles 4. Chemicals by Palladium-Catalyzed Oxidation of Alkynes 4.1. 1,2-Diketones 4.2. Esters 4.3. Furans 5. Olefins by Palladium-Catalyzed Reduction of Alkynes 6. Chemicals by Palladium-Catalyzed C-C Coupling Reactions of Alkynes 6.1. Alkynylated Arenes 6.2. Alkynylated Heterocycles 6.3. 1,3-Enynes 6.4. 1,3-Diynes 6.5. Ynones 6.6. Ynoates and Ynamides 7. Conclusions 8. Acknowledgments 9. References * To whom correspondence should be addressed. Phone: +34 965903548. Fax: +34 965903549. E- mail: [email protected]; [email protected]. URL: www.ua.es/dqorg 2 1. Introduction The carbon-carbon triple bond of alkynes is one of the basic functional groups, its reactions belonging to the foundations of organic chemistry. In the past decades, acetylene chemistry has experienced a renaissance due to, not only its occurrence in molecules in the frontiers of organic chemistry such as biochemistry or material sciences, but also as building blocks or versatile intermediates for the synthesis of a vast array of chemicals.1 This boost to the alkyne chemistry has been fueled mainly by the development of new synthetic methodologies based on transition metal catalysis, a field where palladium always occupies a leading position. -

Process Intensification of Alkynol Semihydrogenation in a Tube
catalysts Article Process Intensification of Alkynol Semihydrogenation in a Tube Reactor Coated with a Pd/ZnO Catalyst Nikolay Cherkasov 1,2 ID , Yang Bai 2 and Evgeny Rebrov 1,2,3,* ID 1 School of Engineering, University of Warwick, Coventry CV4 7AL, UK; [email protected] 2 Stoli Catalysts Ltd., Coventry CV3 4DS, UK; [email protected] 3 Department of Biotechnology and Chemistry, Tver State Technical University, Nab. A. Nikitina 22, 170026 Tver, Russia * Correspondence: [email protected]; Tel.: +44-(0)24-765-22202 Received: 26 October 2017; Accepted: 20 November 2017; Published: 25 November 2017 Abstract: Semihydrogenation of 2-methyl-3-butyn-2-ol (MBY) was studied in a 5 m tube reactor wall-coated with a 5 wt % Pd/ZnO catalyst. The system allowed for the excellent selectivity towards the intermediate alkene of 97.8 ± 0.2% at an ambient H2 pressure and a MBY conversion below 90%. The maximum alkene yield reached 94.6% under solvent-free conditions and 96.0% in a 30 vol % MBY aqueous solution. The reactor stability was studied for 80 h on stream with a deactivation rate of only 0.07% per hour. Such a low deactivation rate provides a continuous operation of one month with only a two-fold decrease in catalyst activity and a metal leaching below 1 parts per billion (ppb). The excellent turn-over numbers (TON) of above 105 illustrates a very efficient utilisation of the noble metal inside catalyst-coated tube reactors. When compared to batch operation at 70 ◦C, the reaction rate in flow reactor can be increased by eight times at a higher reaction temperature, keeping the same product decomposition of about 1% in both cases. -
Palladium-Catalyzed Cross-Coupling Reactions in Total Synthesis K
Reviews K. C. Nicolaou et al. Synthetic Methods Palladium-Catalyzed Cross-Coupling Reactions in Total Synthesis K. C. Nicolaou,* Paul G. Bulger, and David Sarlah Keywords: Dedicated to Richard F. Heck CÀC coupling · cross-coupling · on the occasion of his 74th birthday palladium catalysis · synthetic methods · total synthesis Angewandte Chemie 4442 2005 Wiley-VCH Verlag GmbH & Co. KGaA, Weinheim DOI: 10.1002/anie.200500368 Angew. Chem. Int. Ed. 2005, 44, 4442 – 4489 Angewandte CÀC Coupling Chemie In studying the evolution of organic chemistry and grasping its From the Contents essence, one comes quickly to the conclusion that no other type of reaction plays as large a role in shaping this domain of science 1. Introduction 4443 than carbon–carbon bond-forming reactions. The Grignard, 2. The Heck Reaction 4445 Diels–Alder, and Wittig reactions are but three prominent exam- ples of such processes, and are among those which have undeni- 3. The Stille Reaction 4452 ably exercised decisive roles in the last century in the emergence of chemical synthesis as we know it today. In the last quarter of the 4. The Suzuki Reaction 4458 20th century, a new family of carbon–carbon bond-forming 5. The Sonogashira Reaction 4468 reactions based on transition-metal catalysts evolved as powerful tools in synthesis. Among them, the palladium-catalyzed cross- 6. The Tsuji–Trost Reaction 4473 coupling reactions are the most prominent. In this Review, high- 7. The Negishi Reaction 4478 lights of a number of selected syntheses are discussed. The examples chosen demonstrate the enormous power of these 8. Summary and Outlook 4481 processes in the art of total synthesis and underscore their future potential in chemical synthesis.