University Transportation Center Research Project Assessing the Economic Impact of High Speed Rail
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
AGV FULL SPEED AHEAD INTO the 21ST CENTURY in the 21St Century, Very High Speed Rail Is Emerging As a Leading Means of Travel for Distances of up to 1000Km
AGV FULL SPEED AHEAD INTO THE 21ST CENTURY In the 21st century, very high speed rail is emerging as a leading means of travel for distances of up to 1000km. The AGV in final assembly in our La Rochelle facility: placing the lead car on bogies ALSTOM’S 21ST CENTURY RESPONSE INTERNATIONAL OPPORTUNITY KNOCKS AGV, INNOVATION WITH A CLEAR PURPOSE Clean-running very high speed rail offers clear economic and The AGV is designed for the world’s expanding market in very high environmental advantages over fossil-fuel powered transportation. speed rail. It allows you to carry out daily operations at 360 km/h in total It also guarantees much greater safety and security along with high safety, while providing passengers with a broad new range of onboard operational flexibility: a high speed fleet can be easily configured and amenities. reconfigured in its operator’s service image, whether it is being acquired With responsible energy consumption a key considera- to create a new rail service or to complement or compete with rail and The single-deck AGV, along with the double-deck TGV Duplex, bring tion in transportation, very high speed rail is emerging airline operations. operators flexibility and capacity on their national or international itineraries. Solidly dependable, the AGV delivers life-long superior as a serious contender for market-leading positions in Major technological advances in rail are helping to open these new performance (15% lower energy consumption over competition) while business prospects. As new national and international opportunities assuring lower train ownership costs from initial investment through the competition between rail, road and air over distances arise, such advances will enable you to define the best direction for your operating and maintenance. -

Pioneering the Application of High Speed Rail Express Trainsets in the United States
Parsons Brinckerhoff 2010 William Barclay Parsons Fellowship Monograph 26 Pioneering the Application of High Speed Rail Express Trainsets in the United States Fellow: Francis P. Banko Professional Associate Principal Project Manager Lead Investigator: Jackson H. Xue Rail Vehicle Engineer December 2012 136763_Cover.indd 1 3/22/13 7:38 AM 136763_Cover.indd 1 3/22/13 7:38 AM Parsons Brinckerhoff 2010 William Barclay Parsons Fellowship Monograph 26 Pioneering the Application of High Speed Rail Express Trainsets in the United States Fellow: Francis P. Banko Professional Associate Principal Project Manager Lead Investigator: Jackson H. Xue Rail Vehicle Engineer December 2012 First Printing 2013 Copyright © 2013, Parsons Brinckerhoff Group Inc. All rights reserved. No part of this work may be reproduced or used in any form or by any means—graphic, electronic, mechanical (including photocopying), recording, taping, or information or retrieval systems—without permission of the pub- lisher. Published by: Parsons Brinckerhoff Group Inc. One Penn Plaza New York, New York 10119 Graphics Database: V212 CONTENTS FOREWORD XV PREFACE XVII PART 1: INTRODUCTION 1 CHAPTER 1 INTRODUCTION TO THE RESEARCH 3 1.1 Unprecedented Support for High Speed Rail in the U.S. ....................3 1.2 Pioneering the Application of High Speed Rail Express Trainsets in the U.S. .....4 1.3 Research Objectives . 6 1.4 William Barclay Parsons Fellowship Participants ...........................6 1.5 Host Manufacturers and Operators......................................7 1.6 A Snapshot in Time .................................................10 CHAPTER 2 HOST MANUFACTURERS AND OPERATORS, THEIR PRODUCTS AND SERVICES 11 2.1 Overview . 11 2.2 Introduction to Host HSR Manufacturers . 11 2.3 Introduction to Host HSR Operators and Regulatory Agencies . -

PRIMOVE – Wireless Electrification
Wireless Electrification Eighth International Hydrail Conference Ryerson University – Centre for Urban PRIVATE AND CONFIDENTIAL PRIVATE AND Energy, Toronto, Canada © Bombardier Inc. or its subsidiaries. All rights reserved. 2013.06.11 & 12 Tim Dickson, Ph.D., P. Eng Agenda 1 BOMBARDIER OVERVIEW 2 MEGATRENDS 3 INTRODUCTION TO PRIMOVE 4 ANSWERS TO QUESTIONS PRIVATE AND CONFIDENTIAL PRIVATE AND © Bombardier Inc. or its subsidiaries. All rights reserved. BOMBARDIER Overview PRIVATE AND CONFIDENTIAL PRIVATE AND Bombardier is the world’s only manufacturer of both planes and trains, with a worldwide workforce of 70,000* people. © Bombardier Inc. or its subsidiaries. All rights reserved. Bombardier is headquartered in Montréal, Canada. Our shares are traded on the Toronto Stock Exchange (BBD) and we are listed on the Dow Jones Sustainability World and North America indexes. In the fiscal year ended December 31, 2011, we posted revenues of $18.3 billion USD with 93% of revenues generated outside Canada. * as at December 31, 2011 3 BOMBARDIER Overview 1942-1973 1974-1985 1986-1993 Strategic 1993-2003 2003- Acquisitions . Company . Diversification . Entry into . Aerospace: . CRJ Series, . CRJ NextGen start-up into mass aerospace Short Brothers Global family, transit market through (UK), Express, Learjet 85, . Development Canadair Learjet (US), de Challenger 300 Q400 NextGen, of passenger . Learning of new acquisition Havilland (CA) CSeries, and personal industry . Tilting train, Global 7000, snowmobiles . Consolidation of . Transportation: AGC (Autorail . 1982 New York Global 8000 CONFIDENTIAL PRIVATE AND North American BN (BE), Grande . Vertical metro contract mass transit ANF (FR), Capacité) . Hybrid AGC, integration secured strong position and Deutsche ZEFIRO, ECO4 position in . -
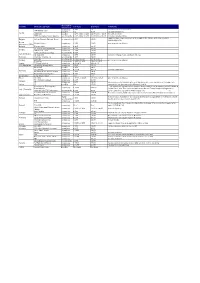
Reservations PUBLISHED Overview 30 March 2015.Xlsx
Reservation Country Domestic day train 1st Class 2nd Class Comments Information compulsory € 8,50 n.a. on board only; free newspaper WESTbahn trains possible n.a. € 5,00 via www.westbahn.at Austria ÖBB trains possible € 3,00 online / € 3,50 € 3,00 online / € 3,50 free wifi on rj-trains ÖBB Intercitybus Graz-Klagenfurt recommended € 3,00 online / € 3,50 € 3,00 online / € 3,50 first class includes drinks supplement per single journey. Can be bought in the station, in the train or online: Belgium to/from Brussels National Airport no reservation € 5,00 € 5,00 www.belgianrail.be Bosnia- Regional trains compulsory € 1,50 € 1,50 price depends on distance Herzegovina (ZRS) Bulgaria Express trains compulsory € 0,25 € 0,25 IC Zagreb - Osijek/Varazdin compulsory € 1,00 € 1,00 Croatia ICN Zagreb - Split compulsory € 1,00 € 1,00 IC/EC (domestic journeys) recommended € 2,00 € 2,00 Czech Republic SC SuperCity compulsory € 8,00 € 8,00 includes newspaper and catering in 1st class Denmark InterCity / InterCity Lyn recommended € 4,00 € 4,00 InterCity recommended € 1,84 to €5,63 € 1,36 to € 4,17 Finland price depends on distance Pendolino recommended € 3,55 to € 6,79 € 2,63 to € 5,03 France TGV and Intercités compulsory € 9 to € 18 € 9 to € 18 FYR Macedonia IC 540/541 Skopje-Bitola compulsory € 0,50 € 0,50 EC/IC/ICE possible € 4,50 € 4,50 ICE Sprinter compulsory € 11,50 € 11,50 includes newspapers Germany EC 54/55 Berlin-Gdansk-Gdynia compulsory € 4,50 € 4,50 Berlin-Warszawa Express compulsory € 4,50 € 4,50 Great Britain Long distance trains possible Free Free Greece Inter City compulsory € 7,10 to € 20,30 € 7,10 to € 20,30 price depends on distance EC (domestic jouneys) compulsory € 3,00 € 3,00 Hungary IC compulsory € 3,00 € 3,00 when purchased in Hungary, price may depend on pre-sales and currency exchange rate Ireland IC possible n/a € 5,00 reservations can be made online @ www.irishrail.ie Frecciarossa, Frecciargento, → all compulsory and optional reservations for passholders can be purchased via Trenitalia at compulsory € 10,00 € 10,00 Frecciabianca "Global Pass" fare. -

September 25, 2017 Volume 37
SEPTEMBER 25, 2017 ■■■■■■■■■■ VOLUME 37 ■■■■■■■■■■ NUMBER 9 CLUB IN TRANSITION-4 The Semaphore David N. Clinton, Editor-in-Chief CONTRIBUTING EDITORS Southeastern Massachusetts…………………. Paul Cutler, Jr. “The Operator”………………………………… Paul Cutler III Cape Cod News………………………………….Skip Burton Boston Globe Reporter………………………. Brendan Sheehan Boston Herald Reporter……………………… Jim South Wall Street Journal Reporter....………………. Paul Bonanno, Jack Foley Rhode Island News…………………………… Tony Donatelli Empire State News…………………………… Dick Kozlowski Amtrak News……………………………. .. Rick Sutton, Russell Buck “The Chief’s Corner”……………………… . Fred Lockhart PRODUCTION STAFF Publication………………………………… ….. Al Taylor Al Munn Jim Ferris Bryan Miller Web Page …………………..…………………… Savery Moore Club Photographer……………………………….Joe Dumas The Semaphore is the monthly (except July) newsletter of the South Shore Model Railway Club & Museum (SSMRC) and any opinions found herein are those of the authors thereof and of the Editors and do not necessarily reflect any policies of this organization. The SSMRC, as a non-profit organization, does not endorse any position. Your comments are welcome! Please address all correspondence regarding this publication to: The Semaphore, 11 Hancock Rd., Hingham, MA 02043. ©2017 E-mail: [email protected] Club phone: 781-740-2000. Web page: www.ssmrc.org VOLUME 37 ■■■■■ NUMBER 9 ■■■■■ SEPTEMBER 2017 CLUB OFFICERS BILL OF LADING President………………….Jack Foley Vice-President…….. …..Dan Peterson Chief’s Corner ...... …….….3 Treasurer………………....Will Baker Contests ................ ………..3 Secretary……………….....Dave Clinton Clinic……………..….…….5 Chief Engineer……….. .Fred Lockhart Directors……………… ...Bill Garvey (’18) Editor’s Notes. ….…....….12 ……………………….. .Bryan Miller (‘18) ……………………… ….Roger St. Peter (’19) Members .............. ….…....13 …………………………...Rick Sutton (‘19) Memories ............. .………..4 Potpourri .............. ..……….6 Running Extra ...... ………..13 ON THE COVER: (Clockwise from top left) Mechanical Committee room; Model Shop clinic; Woodshop; back of temp. -

High Speed Rail and Sustainability High Speed Rail & Sustainability
High Speed Rail and Sustainability High Speed Rail & Sustainability Report Paris, November 2011 2 High Speed Rail and Sustainability Author Aurélie Jehanno Co-authors Derek Palmer Ceri James This report has been produced by Systra with TRL and with the support of the Deutsche Bahn Environment Centre, for UIC, High Speed and Sustainable Development Departments. Project team: Aurélie Jehanno Derek Palmer Cen James Michel Leboeuf Iñaki Barrón Jean-Pierre Pradayrol Henning Schwarz Margrethe Sagevik Naoto Yanase Begoña Cabo 3 Table of contnts FOREWORD 1 MANAGEMENT SUMMARY 6 2 INTRODUCTION 7 3 HIGH SPEED RAIL – AT A GLANCE 9 4 HIGH SPEED RAIL IS A SUSTAINABLE MODE OF TRANSPORT 13 4.1 HSR has a lower impact on climate and environment than all other compatible transport modes 13 4.1.1 Energy consumption and GHG emissions 13 4.1.2 Air pollution 21 4.1.3 Noise and Vibration 22 4.1.4 Resource efficiency (material use) 27 4.1.5 Biodiversity 28 4.1.6 Visual insertion 29 4.1.7 Land use 30 4.2 HSR is the safest transport mode 31 4.3 HSR relieves roads and reduces congestion 32 5 HIGH SPEED RAIL IS AN ATTRACTIVE TRANSPORT MODE 38 5.1 HSR increases quality and productive time 38 5.2 HSR provides reliable and comfort mobility 39 5.3 HSR improves access to mobility 43 6 HIGH SPEED RAIL CONTRIBUTES TO SUSTAINABLE ECONOMIC DEVELOPMENT 47 6.1 HSR provides macro economic advantages despite its high investment costs 47 6.2 Rail and HSR has lower external costs than competitive modes 49 6.3 HSR contributes to local development 52 6.4 HSR provides green jobs 57 -
Avril by Talgo. the New Renfe High-Speed Train
Report - New high-speed train Avril by Talgo: Renfe’s new high-speed, variable gauge train On 28 November the Minister of Pub- Renfe Viajeros has awarded Talgo the tender for the sup- lic Works, Íñigo de la Serna, officially -an ply and maintenance over 30 years of fifteen high-speed trains at a cost of €22.5 million for each composition and nounced the award of a tender for the Ra maintenance cost of €2.49 per kilometre travelled. supply of fifteen new high-speed trains to This involves a total amount of €786.47 million, which represents a 28% reduction on the tender price Patentes Talgo for an overall price, includ- and includes entire lifecycle, with secondary mainte- nance activities being reserved for Renfe Integria work- ing maintenance for thirty years, of €786.5 shops. The trains will make it possible to cope with grow- million. ing demand for high-speed services, which has increased by 60% since 2013, as well as the new lines currently under construction that will expand the network in the coming and Asfa Digital signalling systems, with ten of them years and also the process of Passenger service liberaliza- having the French TVM signalling system. The trains will tion that will entail new demands for operators from 2020. be able to run at a maximum speed of 330 km/h. The new Avril (expected to be classified as Renfe The trains Class 106 or Renfe Class 122) will be interoperable, light- weight units - the lightest on the market with 30% less The new Avril trains will be twelve car units, three mass than a standard train - and 25% more energy-effi- of them being business class, eight tourist class cars and cient than the previous high-speed series. -

Buy America Transit Supply Chain Connectivity Forum
Buy America Transit Supply Chain Connectivity Forum APTA Rail Conference Phoenix, AZ June 22, 2016 Agenda 8:00am Registration/Continental Breakfast 8:30am Welcome Remarks and Forum Introduction 8:45am U.S. DOT Keynote and Buy America Overview 9:25am Q&A 9:40am Break 9:50am Arizona Public Transportation 10:00am OEM Panel: Supply Chain Opportunities and Needs 11:15am Q&A 11:30am Supplier Panel: The View from Prospective Suppliers 12:10pm Q&A 12:25pm Lunch (One-on-One Signups) 1:15pm MEP Assistance and Resources 1:45pm Open Discussion: Transit Supply Issues and Opportunities 2:05pm Intro to One-on-One Meetings among OEMs and Suppliers 2:15pm Transition to One-on-One Meetings among OEMs and Potential Suppliers 2:15pm Networking Reception Concurrent with One-on-One Meetings 5:00pm ADJOURN www.nist.gov/mep [email protected] (301) 975-5020 MEP Overview 2 Agenda 8:00am Registration/Continental Breakfast 8:30am Welcome Remarks and Forum Introduction 8:45am U.S. DOT Keynote and Buy America Overview 9:25am Q&A 9:40am Break 9:50am Arizona Public Transportation 10:00am OEM Panel: Supply Chain Opportunities and Needs 11:15am Q&A 11:30am Supplier Panel: The View from Prospective Suppliers 12:10pm Q&A 12:25pm Lunch (One-on-One Signups) 1:15pm MEP Assistance and Resources 1:45pm Open Discussion: Transit Supply Issues and Opportunities 2:05pm Intro to One-on-One Meetings among OEMs and Suppliers 2:15pm Transition to One-on-One Meetings among OEMs and Potential Suppliers 2:15pm Networking Reception Concurrent with One-on-One Meetings 5:00pm ADJOURN www.nist.gov/mep [email protected] (301) 975-5020 MEP Overview 3 WELCOME TO PHOENIX David Garafano Executive Director www.nist.gov/mep [email protected] (301) 975-5020 MEP Overview 4 Agenda 8:00am Registration/Continental Breakfast 8:30am Welcome Remarks and Forum Introduction 8:45am U.S. -

Estudio De Mercado Del Sector Ferroviario En Alemania 2014
EL MERCADO FERROVIARIO EN ALEMANIA El me rcado de ferroviario en Alemania Septiembre 2014 Este estudio ha sido realizado por Íñigo García GonzálezOficina bajo Económica la supervisión y Comercial de la 404040 de la Embajada de Oficina Económica y ComercialEspaña de la Embajada de Españaen Berlínen Berlín EL MERCADO FERROVIARIO EN ALEMANIA ÍNDICE 1. RESUMEN EJECUTIVO 3 2. DEFINICIÓN DEL SECTOR 5 1. La industria ferroviaria 5 2. El clima de negocios en el sector 7 3. Transporte ferroviario 11 3.1. En el mundo 11 3.2. Intensidad de transportes en Alemania 12 3. COMPETIDORES 17 1. Situación del mercado 17 2. Principales empresas en el mercado. 17 4. DEUTSCHE BAHN 20 1. Deutsche Bahn AG 21 2. NE-Bahn 23 2. PARTICIPACIONES DE DB en el mercado español 23 5. ACCESO AL MERCADO-BARRERAS 25 1. Trámites administrativos 25 2. La liberalización del sector ferroviario. 26 6. PERSPECTIVAS Y OPORTUNIDADES DEL SECTOR 28 1. Perspectivas 28 2. Programa de estímulo federal para la infraestructura ferroviaria 30 7. PERCEPCIÓN DEL PRODUCTO ESPAÑOL 32 8. INFORMACIÓN PRÁCTICA 33 1. Equivalencia Taric Cnae 33 2. Ferias 34 3. Asociaciones 35 4. Otras direcciones de interés 36 5. Precalificación 36 6. Proyectos en desarrollo en alemania 39 7. Proyectos en desarrollo en el mundo 41 8. proyectos en desarrollo en europa 43 Oficina Económica y Comercial 222 de la Embajada de España en Berlín EL MERCADO FERROVIARIO EN ALEMANIA 1. RESUMEN EJECUTIVO El sector ferroviario es uno de los sectores industriales clave dentro de la economía alemana. En datos, la industria ferroviaria alemana cuenta con más de 1116001600 empresas (contando las empresas que conforman Deutsche Bahn), proporcionando empleo a aproximadamente 200200....000000 trabajtrabaja-a-a-a- doresdores. -

Innotrans 2014 Experience the Progress
InnoTrans 2014 Experience the Progress. Liebherr-Transportation Systems Sales, Technology, Sites and Customer Service // p.6-17 Information for Visitors InnoTrans 2014 // p.4-5 People and Opportunities Working at Liebherr-Transportation Systems // p.18-25 Editorial F.l.t.r.: Heiko Lütjens, Josef Gropper, Francis Carla, Nicolas Bonleux Dear reader, InnoTrans in Berlin is for Liebherr-Transportations Systems an in environmentally friendly technologies such as air cycle air event of the utmost importance. As we did in the past, we are conditioning as well as in other solutions that feature reduced again participating with enthusiasm in this year’s trade show to noise emissions, lower weight and lower energy consumption. present our state-of-the-art products and technologies. Our efforts in research and development have been fruitful: Last year, we launched our latest innovations such as our cooling Our long-term development strategy has enabled us to system for li-ion batteries or our anti-kink system for trams. weather the recent ups and downs of the rail industry and to continue enjoying sustainable growth. We have a new Board Finally, we are very pleased that several new customers in of Management that will further drive the development of our Europe, China and the Americas have shown confidence in activities and consolidate our presence as a key player in the our company by awarding us contracts for highly promising markets worldwide. projects. Our customer service activities have shown substantial growth Liebherr-Transportation Systems is thus well prepared to meet thanks to our global service stations, which we continue to the future challenges of the rail industry, which still shows expand. -

Una Perspectiva Internacional Del
Tecnología ferroviaria española Una perspectiva internacional Real Academia Española de Ingeniería Madrid, 19 marzo 2013 Iñaki Barrón de Angoiti Director del Departamento Viajeros y Alta Velocidad, UIC I Barrón – La experiencia española en la alta velocitat ferroviaria – Madrid, 19 marzo 2013 1/58 Contenido • La alta velocidad ferroviaria en el mundo • La experiencia española en alta velocidad • El futuro de la alta velocidad • Conclusiones I Barrón – La experiencia española en la alta velocitat ferroviaria – Madrid, 19 marzo 2013 2/58 • La alta velocidad ferroviaria en el mundo • La experiencia española en alta velocidad • El futuro de la alta velocidad • Conclusiones I Barrón – La experiencia española en la alta velocitat ferroviaria – Madrid, 19 marzo 2013 3/58 Primer principio básico de la alta velocidad La alta velocidad es un sistema Un sistema (muy) complejo, que debe tener en cuenta: - Infraestructura - Estaciones - Material rodante - Normas de explotación - Señalización - Marketing - Mantenimientos - Financiación - Gestión - Aspectos legales -… Cada elemento se utiliza al más alto nivel Considerarlo todo es fundamental (Seminario UIC) I Barrón – La experiencia española en la alta velocitat ferroviaria – Madrid, 19 marzo 2013 4/58 Segundo principio básico de la alta velocidad La alta velocidad no es única • Diferentes conceptos de servicio y marketing • Diferentes tipos de explotación (velocidades máximas, paradas, etc.) • Diferentes criterios de aceptación del tráfico (en particular admisión de mercancías) • La capacidad, el -
Trainset Presentation
4/15/2015 California High-Speed Rail Common Level Boarding and Tier III Trainsets Peninsula Corridor Joint Powers Board Level Boarding Workshop May 2015 1 Advantages of Common Level Boarding • Improved operations at common stations (TTC, Millbrae, Diridon) • Improved passenger circulation • Improved safety • Improved Reliability and Recovery Capabilities • Significantly reduced infrastructure costs • Improved system operations • Accelerated schedule for Level Boarding at all stations 2 1 4/15/2015 Goals for Commuter Trainset RFP • Ensure that Caltrain Vehicle Procurement does not preclude future Common Level Boarding Options • Ensure that capacity of an electrified Caltrain system is maximized • Identify strategies that maintain or enhance Caltrain capacity during transition to high level boarding • Develop transitional strategies for future integrated service 3 Request for Expressions of Interest • In January 2015 a REOI was released to identify and receive feedback from firms interested in competing to design, build, and maintain the high-speed rail trainsets for use on the California High-Speed Rail System. • The Authority’s order will include a base order and options up to 95 trainsets. 4 2 4/15/2015 Technical Requirements - Trainsets • Single level EMU: • Capable of operating in revenue service at speeds up to 354 km/h (220 mph), and • Based on a service-proven trainset in use in commercial high speed passenger service at least 300 km/h (186 mph) for a minimum of five years. 5 Technical Requirements - Trainsets • Width between 3.2 m (10.5 feet) to 3.4 m (11.17 feet) • Maximum Length of 205 m (672.6 feet). • Minimum of 450 passenger seats • Provide level boarding with a platform height above top of rail of 1219 mm – 1295 mm (48 inches – 51 inches) 6 3 4/15/2015 Submittal Information • Nine Expressions of Interest (EOI) have been received thus far.