ARMOURED FIGHTING VEHICLES Frequently Happens with Important
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

List of Exhibits at IWM Duxford
List of exhibits at IWM Duxford Aircraft Airco/de Havilland DH9 (AS; IWM) de Havilland DH 82A Tiger Moth (Ex; Spectrum Leisure Airspeed Ambassador 2 (EX; DAS) Ltd/Classic Wings) Airspeed AS40 Oxford Mk 1 (AS; IWM) de Havilland DH 82A Tiger Moth (AS; IWM) Avro 683 Lancaster Mk X (AS; IWM) de Havilland DH 100 Vampire TII (BoB; IWM) Avro 698 Vulcan B2 (AS; IWM) Douglas Dakota C-47A (AAM; IWM) Avro Anson Mk 1 (AS; IWM) English Electric Canberra B2 (AS; IWM) Avro Canada CF-100 Mk 4B (AS; IWM) English Electric Lightning Mk I (AS; IWM) Avro Shackleton Mk 3 (EX; IWM) Fairchild A-10A Thunderbolt II ‘Warthog’ (AAM; USAF) Avro York C1 (AS; DAS) Fairchild Bolingbroke IVT (Bristol Blenheim) (A&S; Propshop BAC 167 Strikemaster Mk 80A (CiA; IWM) Ltd/ARC) BAC TSR-2 (AS; IWM) Fairey Firefly Mk I (FA; ARC) BAe Harrier GR3 (AS; IWM) Fairey Gannet ECM6 (AS4) (A&S; IWM) Beech D17S Staggerwing (FA; Patina Ltd/TFC) Fairey Swordfish Mk III (AS; IWM) Bell UH-1H (AAM; IWM) FMA IA-58A Pucará (Pucara) (CiA; IWM) Boeing B-17G Fortress (CiA; IWM) Focke Achgelis Fa-330 (A&S; IWM) Boeing B-17G Fortress Sally B (FA) (Ex; B-17 Preservation General Dynamics F-111E (AAM; USAF Museum) Ltd)* General Dynamics F-111F (cockpit capsule) (AAM; IWM) Boeing B-29A Superfortress (AAM; United States Navy) Gloster Javelin FAW9 (BoB; IWM) Boeing B-52D Stratofortress (AAM; IWM) Gloster Meteor F8 (BoB; IWM) BoeingStearman PT-17 Kaydet (AAM; IWM) Grumman F6F-5 Hellcat (FA; Patina Ltd/TFC) Branson/Lindstrand Balloon Capsule (Virgin Atlantic Flyer Grumman F8F-2P Bearcat (FA; Patina Ltd/TFC) -

The Centurion Tank Pdf, Epub, Ebook
THE CENTURION TANK PDF, EPUB, EBOOK Pat Ware,Brian Delf | 128 pages | 19 Apr 2013 | Pen & Sword Books Ltd | 9781781590119 | English | South Yorkshire, United Kingdom The Centurion Tank PDF Book The Comet was a relatively new design entering service only in and seeing additional combat in the upcoming Korean War. Vietnam Studies. July Learn how and when to remove this template message. Ivan Siiak. Retrieved 2 September Centurion Universal Tank — The next Centurion model, Mk. Maximum Range: miles km. Despite these changes, the department concluded that the weight restriction would not allow the tank design to withstand the 88 mm rounds. During the Indo-Pakistani War, Allied tanks were deployed on both sides. Israelis entering Hebron captured 25 Jordanian Centurion tanks. Cape Town: Struik Publishers. Archived from the original on 17 June While the air war was of particular historical note - it featured the first aerial combat between jet fighters - the war would still be hard fought on the ground across unforgiving terrain and environments. Centurion Main Battle Tank Specifications. The Mk 11 was an Mk 6 model with the ranging gun and infrared equipment. Great Bookham, Surrey: Profile Publications. Osprey Publishing. It was equipped with a pounder Cape Town: Tafelberg. The designations follows the pattern of main gun calibre in centimetres followed by the service order number. Height: 9. Related Content " ". Three were lost in training incidents with no deaths among the crew. The Centurion Mk II promised better battlefield protection through use of more armor and serial production from a strong government order was underway by the end of November of It became one of the most widely used tank designs, equipping armies around the world, with some still in service until the s. -

North Hill in World War II Minehead, Somerset SCHOOLS RESOURCE PACK for Key Stages 2 & 3
BACKGROUND READING AND TEACHER SUPPORT & PREPARATION North Hill in World War II Minehead, Somerset SCHOOLS RESOURCE PACK for Key Stages 2 & 3 SECTION 1 – NORTH HILL BEFORE AND DURING WORLD WAR 2 P1 -3 SECTION 2 – TANKS IN WORLD WAR 2 P4-5 SECTION 3 – TANK TRAINING IN WORLD WAR 2 P6-9 SECTION 4 – RADAR IN WORLD WAR 2, NORTH HILL RADAR STATION P10-13 SOURCES, VISUALS AND LINKS – TANK BACKGROUND READING AND TASKS P14-15 TEACHER SUPPORT AND PREPARATION P16 -20 _______________________________________________________________________________________________ BACKGROUND READING SECTION 1 – NORTH HILL BEFORE AND DURING WORLD WAR 2 WORLD WAR 2, 1939 -45 On September 1st 1939 Nazi Germany invaded Poland, two days later the British Prime Minister, Neville Chamberlain, declared war on Germany. Britain joined with France and Poland, followed by the countries of the British Empire and Commonwealth. This group came to be known as ‘the Allies’. In 1941 they were joined by America and Canada, whose armies came to Minehead to train. Britain was badly-equipped for war and there was an urgent need for military training. Existing facilities were outdated and land for tank training was in short supply. North Hill became one of five major new tank training grounds in the country. NORTH HILL AS A MILITARY SITE During the Iron Age (700 BC – 43 AD), and the reigns of Henry VIII and Elizabeth I North Hill was considered an important military site. A beacon was set up above Selworthy in 1555, and in the late 1800s a large military training camp was established. The area continued as a training ground right up to the First World War. -

Errors in American Tank Development in World War II Jacob Fox James Madison University
James Madison University JMU Scholarly Commons Masters Theses The Graduate School Spring 2013 The rW ong track: Errors in American tank development in World War II Jacob Fox James Madison University Follow this and additional works at: https://commons.lib.jmu.edu/master201019 Part of the History Commons Recommended Citation Fox, Jacob, "The rW ong track: Errors in American tank development in World War II" (2013). Masters Theses. 215. https://commons.lib.jmu.edu/master201019/215 This Thesis is brought to you for free and open access by the The Graduate School at JMU Scholarly Commons. It has been accepted for inclusion in Masters Theses by an authorized administrator of JMU Scholarly Commons. For more information, please contact [email protected]. The Wrong Track: Errors in American Tank Development in World War II Jacob Fox A thesis submitted to the Graduate Faculty of JAMES MADISON UNIVERSITY In Partial Fulfillment of the Requirements for the degree of Master of Arts Department of History May 2013 ii Table of Contents Abstract ........................................................................................................... iii Introduction and Historiography ....................................................................... 1 Chapter One: America’s Pre-War tank Policy and Early War Development ....... 19 McNair’s Tank Destroyers Chapter Two: The Sherman on the Battlefield ................................................. 30 Reaction in the Press Chapter Three: Ordnance Department and the T26 ........................................ -

Exmoor Tanks Pack
North Hill in World War II Minehead, Somerset SCHOOLS RESOURCE PACK for Key Stages 2 & 3 This pack has been created by Sarah Butterworth and Caroline Barnes of Emerald Ant C.I.C. Emerald Ant is dedicated to engaging communities in their local history and heritage through exciting arts projects and interactive education. Community Interest Company 9608594. www.emeraldant.com Contents >> ACTIVITY >> >> CURRICULUM AREA >> 1. Tank Missions and Top Trumps Science / Engineering, Geography, History 2. Designing a Tank Training Ground Art & Design, Maths, Geography, History 3. Camouflage Design Art & Design, Geography 4. Radar Station: A Very Hush Hush Building Language & Literacy, Creative Writing, History 5. Radar Detection: Creating an Invisible Plane Art & Design, History, Science Credits Cover Painting by Year 5 pupils at Minehead Middle School. Photograph credit Caroline Barnes. Top Trump cards >> Crusader Miller, David – An Illustrated Guide to World War II Tanks and Fighting Vehicles, 1981 CRUSADER MARK III - http://commons.wikimedia.org/wiki/File%3ACrusader_tank_III.jpg http://www.tanks-encyclopedia.com/ww2/gb/Cruiser-MkVI_Crusader.php >> Stuart M3 Image - http://commons.wikimedia.org/wiki/File%3AM3-Stuart-Fort-Knox-1.jpg >> Sherman Image - “M4 Sherman tank - Flickr - Joost J. Bakker IJmuiden” by Joost J. Bakker - M4 Sherman tank. Licensed under CC BY 2.0 via Wikimedia Commons - http://commons.wikimedia.org/wiki/ File:M4_Sherman_tank_-_Flickr_-_Joost_J._Bakker_IJmuiden.jpg#/media/File:M4_Sherman_ tank_-_Flickr_-_Joost_J._Bakker_IJmuiden.jpg Miller, David – An Illustrated Guide to World War II Tanks and Fighting Vehicles, 1981 >> Churchill Infantry Tank Image: http://upload.wikimedia.org/wikipedia/commons/4/42/Tanks_and_Afvs_of_the_British_ Army_1939-45_KID1265.jpg Activity 2 Legend reproduced by permission of Ordnance Survey on behalf of HMSO. -

TOG 2* Heavy Tank Platoon M27 Medium Tank Platoon
22 UG A SUITABLE FOR Contains 3 Heavy Tanks TOG 2* Heavy Tank Platoon The TOG 2 heavy tank was used as a test bed for the turret of the new Challenger heavy cruiser tank, producing the TOG 2*. The designers of 1941 were used to tiny 2 pdr ammunition, so they gave the Challenger tank two loaders to handle the much larger 17 pdr ammunition. While the result was a huge turret and an extravagant use of manpower, it did allow the big 17 pdr to maintain a similar rate of fire to the smaller guns. The 17 pdr gun in the TOG 2* heavy tank has ROF 3 as a result of having two loaders and a plentiful ammunition supply immediately to hand. With its excellent anti-tank performance, the TOG 2* is an outstanding tank killer. Armour Name Mobility Front Side Top Equipment Weapon Range ROF Anti-tank Firepower and Notes TOG 2* Fully-tracked 7 5 2 Co-ax MG, Unreliable, Very slow tank, Wide tracks. OQF 17 pdr gun 32”/80cm 3 13 3+ No HE, Semi-indirect fire. With two loaders and a plentiful supply of ammunition, the TOG 2* can pump out shots at an immense rate. PRICE NZ/AUS $60 US $40 €35 £23 MM01 Contains 5 Medium Tanks M27 Medium Tank Platoon The M27 is as advanced in concept now as the M4 Sherman medium was a year ago. Its armour is effective against most German guns, while its gun is more than adequate to knock out anything they can field. -

Surviving Australian Cruiser Tanks Last Update : 7 October 2018
Surviving Australian Cruiser Tanks Last update : 7 October 2018 Listed here are the Australian Sentinel tanks still existing today. “Megashorts”, November 2008 - http://www.flickr.com/photos/megashorts/3029529335/in/set-72157609057315170/ AC 1 Sentinel – Bovington Tank Museum (UK) Serial Number 8049 (Wikipedia) https://upload.wikimedia.org/wikipedia/commons/8/8e/AC1_Sentinel_8030.jpg AC 1 Sentinel – Royal Australian Armoured Corps Tank Museum Puckapunyal, VIC (Australia) Serial Number 8030 (Wikipedia) Tim Dunn, June 2016 - https://www.facebook.com/tim.dunn.9277/ AC 1 Sentinel – Australian Armour and Artillery Museum, Cairns, QLD (Australia) This tank was formerly part of the Melbourne Tank Museum, Victoria (Australia). It was auctioned in 2006 or 2007(Bonhams and Goodman auction house). It was then part of Jacques Littlefield Collection in California. The entire Littlefield collection was donated to the Collings Foundation, and only 80 of the 240 vehicles of the collection will be displayed in a new museum, which will be built in Massachussetts. The other ones were sold in an auction in August 2014 Mikey Kreuzer, August 2007 - http://picasaweb.google.com/mikey.kreuzer/BigThingsInStore AC 3 Thunderbolt – Treloar Technology Centre at the Australian War Memorial Canberra (Australia) Serial Number 8066 (Wikipedia) https://www.facebook.com/BATRACInternational/photos/a.921948164528007.1073741937.888032457919578/1168863726503115/ AC 3 Thunderbolt – Clive Palmers collection, Mountain Stud, QLD (Australia) This tank was sold on an auction in late 2006 to an unknown collector (Bonhams and Goodman auction house) https://www.facebook.com/ AC 4 Sentinel – Australian Armour and Artillery Museum, Cairns, QLD (Australia) Uncut hull, with turret, gearbox and running gear, otherwise bare inside before restoration (Robert Stewart). -

The Ram and Tank Production in Canada, 1939•Fi1945
Canadian Military History Volume 11 Issue 1 Article 3 2002 “Not Competent to Produce Tanks”: The Ram and Tank Production in Canada, 1939–1945 Graham Broad University of Western Ontario Follow this and additional works at: https://scholars.wlu.ca/cmh Part of the Military History Commons Recommended Citation Broad, Graham "“Not Competent to Produce Tanks”: The Ram and Tank Production in Canada, 1939–1945." Canadian Military History 11, 1 (2002) This Article is brought to you for free and open access by Scholars Commons @ Laurier. It has been accepted for inclusion in Canadian Military History by an authorized editor of Scholars Commons @ Laurier. For more information, please contact [email protected]. Broad: “Not Competent to Produce Tanks”: The Ram and TankN Productionot competent in to produce tanks The Ram and Tank Production in Canada, 1939-1945 Graham Broad n September of 1926 the London D aily gun carriers, midget tanks that looked like ITelegraph published an article by Captain Sir bumper-cars in a midway ride.5 In 1939, Basil Liddell-Hart entitled "The Remaking of Germany alone had adequately prepared its Modem Armies” in which Hart, already one of armed forces for mobile warfare. Though only a Britain’s foremost military historians, fraction of Hitler's army was mechanized when proclaimed th at infantry’s day was done and that war erupted in September, the massed the ascendancy of armoured warfare was at formations of tanks that formed the core of the hand. The crux of his argument was that the W ehrmacht cut like a scythe across Europe. -
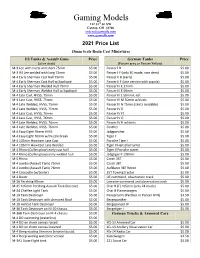
2020 Price List
Gaming Models rd 212 33 St. SW Canton, OH 44706 [email protected] www.gamodls.com 2021 Price List 15mm Scale Resin Cast Miniatures US Tanks & Assault Guns Price German Tanks Price (olive drab) (Panzer grey or Panzer Yellow) M-3 Lee with rivets and short 75mm $5.00 Panzer I B $5.00 M-3 A3 Lee welded with long 75mm $5.00 Panzer I F (only 30 made, rare item) $5.00 M-4 Early Sherman Cast Hull 75mm $5.00 Panzer II B (early) $5.00 M-4 Early Sherman Cast Hull w/Appliqué $5.00 Panzer II F (late version with cupola) $5.00 M-4 Early Sherman Welded Hull 75mm $5.00 Panzer III E 37mm $5.00 M-4 Early Sherman Welded Hull w/Appliqué $5.00 Panzer III E 50mm $5.00 M-4 Late Cast, HVSS, 75mm $5.00 Panzer III L 50mm L-60 $5.00 M-4 Late Cast, VVSS, 75mm $5.00 Panzer III M 50mm w/skirts $5.00 M-4 Late Welded, HVSS, 75mm $5.00 Panzer III N 75mm (skirts available) $5.00 M-4 Late Welded, VVSS, 75mm $5.00 Panzer IV D $5.00 M-4 Late Cast, HVSS, 76mm $5.00 Panzer IV F1 $5.00 M-4 Late Cast, VVSS, 76mm $5.00 Panzer IV G $5.00 M-4 Late Welded, HVSS, 76mm $5.00 Panzer IV H w/skirts $5.00 M-4 Late Welded, VVSS, 76mm $5.00 Panther $5.00 M-4 Easy Eight 76mm HVSS $5.00 Jadgpanther $5.00 M-4 Easy Eight 76mm w/muzzle break $5.00 Tiger I $5.00 M-4 105mm Howitzer Late Cast $5.00 Porsche Tiger I $5.00 M-4 105mm Howitzer Late Welded $5.00 Tiger II Henschel turret $5.00 M-4 Rhino (Cullen plow) early cast hull $5.00 Tiger II Porsche turret $5.00 M-4 Rhino (Cullen plow) early welded hull $5.00 Jadgtiger II 128mm $5.00 M-5 Rhino $5.00 Czech 35T $5.00 M-4 Jumbo (Assault Tank) 75mm -

Ebook Download Beutepanzer Ebook Free Download
BEUTEPANZER PDF, EPUB, EBOOK Marek Jaszcolt | 16 pages | 30 Apr 2020 | Kagero Oficyna Wydawnicza | 9788366148550 | English | Lublin, Poland Beutepanzer PDF Book Enlarge cover. Courtesy of www. It was abandoned by its German crew near Fort de la Pompeile on 1 June Few were produced due to its combat ineffectiveness, mainly the decreased speed due to the weight of the gun and turret. The Germans during WWII were known for their engineering craftsmanship, but a less known fact is that they were very resourceful in times of need,. Marek Jaszcolt. Return to Book Page. Kpfw KV-1A r. The German Army only operated twenty A7V heavy tanks and it deployed more captured British tanks on the battlefield than German- built ones. Get A Copy. PzKpfw 39H f. Other Pins. Other Pins. Books by Marek Jaszcolt. Goodreads helps you keep track of books you want to read. VI e - combat, police or training tank Cruiser Tank Mk. Sept : TankPorn. Very little reference material is available regarding captured enemy war material in service with the Wehrmacht during the Second World War. It was here that the tanks were refurbished and prepared to fight for their new masters. Schulpanzer B1-bis f. Explore Panzertruppen's photos on Flickr. A captured Russian KV-1 in German service. The Germans pressed into service almost any vehicle that they managed to capture. When the US troops, together with other Allied soldiers, landed in France, in , the force of the German Army was already heavily in decline. Other tanks, armored cars, and half-tracks were recorded to be used by the Germans during the Eastern offensives. -

Carrying a Roof!
MILITARY MODELLING Carrying a roof! Unusual Universal Carrier conversion Tankfest 2013 Early-war Panzer III Roustam Raza Highlights from Bovington’s A rare Ausf B from Brach How to paint a large scale armoured extravaganza Model in 1:35 scale resin flat figure 30th August 2013 £4.40 Visit our website at www.militarymodelling.com it’s only a few clicks away! STILL SETTING THE STANDARDS! Top quality, highly detailed, easy to assemble white metal kits Austin K30/YC 30cwt. G.S. Renault AGC 1.5ton Truck 901 Humber Scout Car £6.95 990 Cromwell Mk VIIF £11.95 057 US M9A1 Recce halftrack £12.50 A25 Russian Gun Crew £2.95 902 US M8 Greyhound £10.50 991 Sd.Kfz.250/10 le SPW with 3.7cm Pak £11.95 058 Austin K3 3-ton GS £13.50 A26 US 105mm Gun Crew £2.95 903 Austin 5cwt Light Utility £9.50 992 Panzer IV Ausf.F £13.50 059 Panzer IV Ausf. J £13.50 A27 Afrika Korps Tank Commanders £2.95 905 US M20 armoured Utility £10.50 993 Sd.Kfz.10 Light Gun Tractor £11.95 060 US M5A1 halftrack APC £12.50 A28 Flak 38 Trailer Sd.Ah.51 £2.95 906 Cromwell MK IVD £11.95 994 Morris C4 MK 1 15cwt Truck £11.95 061 US M8 Howitzer Motor Carriage £12.50 A29 Panzer III/IV Fuel Trailer £3.95 907 Humber Light Recon Car Mk 3 £6.95 995 Panzer III Ausf.K Command Tank £11.95 062 Marder III Ausf. H £13.50 A30 leFH 18/40 Crew - shirtsleeves £2.95 908 US M18 Hellcat £11.95 996 Ford WOT2H 15cwt. -

IABSM Army Lists for Poland for the 1939 September War
IABSM Army Lists for Poland for the 1939 September War Fully Compatible With IABSM v3 1 Introduction from Richard Clarke’s IABSM v2 Blitzkrieg theatre supplement: A nation reborn from the ashes of three great empires, Poland had a difficult birth being immediately embroiled in a war with her Soviet neighbour. Divisions in the ranks of the Red Army, combined with Polish aggression, saw them secure their borders, but relations with the Russians would forever be tainted by this bitter conflict. During the twenties and thirties the Poles found themselves limited by the agrarian nature of their economy, as such their armed forces were never able to keep pace with the technological developments of their potential foes in Germany and Russia. What is more, the success that Polish cavalry had enjoyed during the Russo-Polish War saw them elevated to a prominent position in the thoughts of their government. This undoubtedly led to a lack of investment in other branches of the services. Poland’s armoured forces were supplied with lightly armoured, under-gunned tanks and tankettes that were to prove less than effective. Her main anti-tank weapon, the Bofors 37mm anti-tank gun, was a fine weapon but Poland lacked anything like the numbers required to protect her infantry from German tanks. What is more, a shortage of automatic weapons limited the firepower of her infantry sections. That said, the one thing that Poland and her forces did not lack was courage. Fanciful stories of Polish cavalry charging German tanks have no place in serious studies of this brief campaign, but they do serve to illustrate the bravery that was attributed at the time to the Poles.