Presidential Green Chemistry Challenge Awards Program: Summary of 2009 Award Entries and Recipients
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Manhattan, KS
Acknowledgements General Chair Daniel A. Higgins Program Chair J. Vincent Ortiz Symposia Chairs Crystal Engineering – Supramolecular Chemistry Christer Aakeröy Drug Discovery and Bioorganic Chemistry Duy H. Hua Environmental Chemistry Larry E. Erickson Methods of Electronic Structure Theory J. Vincent Ortiz Nanostructured Materials and Air Quality Kenneth J. Klabunde Sol-Gel Chemistry Maryanne M. Collinson Undergraduate Research Stefan Kraft Treasurer Yasmin Patell Exposition Chair Earline Dikeman Undergraduate Program Janie Salmon Audio/Video Resources James R. Hodgson Program Book Ruth Hathaway Printing/Publicity Ellen Stauffer KSU Div. of Continuing Education Website KSU Div. of Continuing Education Program Book Art Jessa Talamentez KSU Div. of Continuing Education Midwest Award Leah O’Brien ACS Regional Meeting Planner John Michael Sophos Welcome to the 39th Midwest Regional Meeting of the American Chemical Society October 20-22, 2004 Manhattan Holiday Inn Holidome Manhattan, KS Hosted by the Kansas State University Section Local Sections of the Midwest Region Of the American Chemical Society Ames Iowa Kansas City Kansas State University Mark Twain Mo-Kan-Ok Nebraska Omaha Ozark Sioux Valley South Central Missouri Southern Illinois St. Louis University of Kansas University of Missouri University of Arkansas Wichita MWRM 2004 39th Midwest Regional Meeting October 20-22, 2004 Table of Contents Acknowledgements inside front cover Welcome 1 Local Sections of the Midwest Region 2 Table of Contents 3 Special Greeting Brad Everett, Mayor, -

51Th International Mendeleev Olympiad, 2017 Astana 1St Theoretical Tour Problems
51th International Mendeleev Olympiad, 2017 Astana 1st theoretical tour Problems Problem 1 “I’ll be back” Terminator T-800 Paying tribute to my constant co-author Plastic pollution is defined as accumulation of plastic products in the environment producing a negative impact on animal and human habitats. This problem is among the most vital challenges facing humanity nowadays. Surprisingly, sometimes nature itself offers assistance, such as bioremediation. Thus, Japanese researchers have recently discovered that the bacterium Ideonella sakaiensis can use polyethylene terephthalate (PET), a polymer with an extremely high resistance towards biodegradation, as the major source of carbon and energy. O O O O n PET biodegradation involves two enzymatic steps catalyzed by hydrolases and leading to three low molecular weight (М<600 g/mole) aromatic products A, B, and C with the number of types of hydrogens of 2, 4, and 6, respectively. After penetration inside Ideonella sakaiensis cells, C is metabolized into А, which turns out to be the only source of carbon for the bacterium. 1. Show the chemical bonds (use arrows) in the PET formula that are cleaved in the process of its hydrolase-catalyzed biodegradation. 2. Draw all possible structures of A, B, and C, which are in agreement with the given data. A undergoes a three-step enzyme catalyzed metabolic transformation (all chemical equations): O 2 CO2 O2 O A A1 A2 X OH X + + + + A3 NADPH + H NADP NADP NADPH + H X is a functional group in A3, NADP+ and NADPH are oxidized and reduced co-enzyme forms, respectively. 3. Deduce the structural formula of A3 if its molar fractions of oxygen and hydrogen are equal and lower than that of carbon. -

Polyacetylene: Myth and Reality
materials Review Polyacetylene: Myth and Reality Bruce S. Hudson Department of Chemistry, Syracuse University, Syracuse, NY 13244-4100, USA; [email protected]; Tel.: +1-315-443-5805 Received: 31 December 2017; Accepted: 31 January 2018; Published: 6 February 2018 Abstract: Polyacetylene, the simplest and oldest of potentially conducting polymers, has never been made in a form that permits rigorous determination of its structure. Trans polyacetylene in its fully extended form will have a potential energy surface with two equivalent minima. It has been assumed that this results in bond length alternation. It is, rather, very likely that the zero-point energy is above the Peierls barrier. The experimental studies that purport to show bond alternation are reviewed and shown to be compromised by serious experimental inconsistencies or by the presence, for which there is considerable evidence, of finite chain polyenes. In this view, addition of dopants results in conductivity by facilitation of charge transport between finite polyenes. The double minimum potential that necessarily occurs for polyacetylene, if viewed as the result of elongation of finite 1 1 chains, originates from admixture of the 1 Ag ground electronic state with the 2 Ag excited electronic singlet state. This excitation is diradical (two electron) in character. The polyacetylene limit is an 1 equal admixture of these two Ag states making theory intractable for long chains. A method is outlined for preparation of high molecular weight polyacetylene with fully extended chains that are prevented from reacting with neighboring chains. Keywords: polyacetylene; double-minimum potential; Peierls barrier; zero-point level; cross-linking 1. Introduction/Background History Polyacetylene is selected for review because of its relative simplicity; the small periodic repeat permits polyacetylene to be treated by sophisticated computational methods. -

Noah Burns CV 2019
Noah Z. Burns, Ph.D. Curriculum Vitae Stanford University office: 335 Lokey Department of Chemistry phone: (650) 723-2961 333 Campus Drive [email protected] Stanford, CA 94305 burnschemistry.com APPOINTMENT Associate Professor 2019 Stanford University, Stanford CA Assistant Professor 2012–2019 Stanford University, Stanford CA EDUCATION AND TRAINING Postdoctoral Fellow (NIH) 2009–2012 Harvard University, Cambridge MA Advisor: Eric N. Jacobsen Doctor of Philosophy 2004–2009 The Scripps Research Institute, La Jolla CA Advisor: Phil S. Baran Thesis: Total Syntheses of Haouamine A Bachelor of Arts, Chemistry 2000–2004 Columbia University, New York NY Advisor: James L. Leighton AWARDS AND HONORS 2019 Eli Lilly Young Investigator Award 2019: NSF CAREER Award 2018: Kavli Fellow 2017: Dean's Award for First Years of Teaching at Stanford 2017: Amgen Young Investigator Award 2013–present: Stanford Terman Fellow 2012: Thieme Chemistry Journal Award 2009–2012: NIH NRSA Postdoctoral Fellow 2006–2008: ARCS Foundation Scholarship 2006: Roche Excellence in Chemistry Award 2005–2006: TSRI Dean’s Fellow 2004: Graduated Summa Cum Laude, Columbia University 2004: Phi Beta Kappa 2003: Barry M. Goldwater Scholarship 2002: NSF Summer Undergraduate Research Fellowship PEER-REVIEWED PUBLICATIONS INDEPENDENT CAREER Smith, M. W.; Falk, I. D.; Ikemoto, H.; Burns, N. Z. “A Convenient C–H Functionalization Platform for Pyrroloiminoquinone Alkaloid Synthesis,” Tetrahedron 2019, 75, 3366–3370. [Invited contribution in honor of Professor Ryan Shenvi, recipient of the 2019 Tetrahedron Young Investigator Award.] Landry, M. L.; McKenna, G. M.; Burns, N. Z. “Enantioselective Synthesis of Azamerone,” J. Am. Chem. Soc. 2019, 141, 2867–2871. Kearney, S. E. et al. “Canvass: A Crowd-Sourced, Natural-Product Screening Library for Exploring Biological Space,” ACS Central Science 2018, 4, 1727–1741. -

Structural Identification of Ladderane and Other Membrane Lipids Of
Structural identification of ladderane and other membrane lipids of planctomycetes capable of anaerobic ammonium oxidation (anammox) Jaap S. Sinninghe Damste´ 1, W. Irene C. Rijpstra1, Jan A. J. Geenevasen2, Marc Strous3 and Mike S. M. Jetten3 1 Royal Netherlands Institute for Sea Research (NIOZ), Department of Marine Biogeochemistry and Toxicology, Texel, the Netherlands 2 van ‘t Hoff Institute for Molecular Science (HIMS), University of Amsterdam, the Netherlands 3 Department of Microbiology, Institute of Water and Wetland Research, Radboud University Nijmegen, the Netherlands Keywords The membrane lipid composition of planctomycetes capable of the an- ether lipids; fatty acids; mass spectrometry; aerobic oxidation of ammonium (anammox), i.e. Candidatus ‘Brocadia mixed glycerol ester/ether lipids; NMR anammoxidans’ and Candidatus ‘Kuenenia stuttgartiensis’, was shown to be composed mainly of so-called ladderane lipids. These lipids are com- Correspondence J. S. Sinninghe Damste´ , Royal Netherlands prised of three to five linearly concatenated cyclobutane moieties with cis Institute for Sea Research (NIOZ), ring junctions, which occurred as fatty acids, fatty alcohols, alkyl glycerol Department of Marine Biogeochemistry and monoethers, dialkyl glycerol diethers and mixed glycerol ether ⁄ esters. The Toxicology, PO Box 59, 1790 AB Den Burg, highly strained ladderane moieties were thermally unstable, which resulted the Netherlands in breakdown during their analysis with GC. This was shown by isolation Fax: +31 222 319 674 of a thermal product of these ladderanes and subsequent analysis with Tel: +31 222 369 550 two-dimensional NMR techniques. Comprehensive MS and relative retent- E-mail: [email protected] ion time data for all the encountered ladderane membrane lipids is repor- (Received 26 May 2005, revised 23 June ted, allowing the identification of ladderanes in other bacterial cultures and 2005, accepted 1 July 2005) in the environment. -

Short Chain Ladderanes: Oxic Biodegradation Products of Anammox Lipids
UvA-DARE (Digital Academic Repository) Short chain ladderanes: oxic biodegradation products of anammox lipids Rush, D.; Jaeschke, A.; Hopmans, E.C.; Geenevasen, J.A.J.; Schouten, S.; Sinninghe Damsté, J.S. DOI 10.1016/j.gca.2011.01.013 Publication date 2011 Document Version Final published version Published in Geochimica et Cosmochimica Acta Link to publication Citation for published version (APA): Rush, D., Jaeschke, A., Hopmans, E. C., Geenevasen, J. A. J., Schouten, S., & Sinninghe Damsté, J. S. (2011). Short chain ladderanes: oxic biodegradation products of anammox lipids. Geochimica et Cosmochimica Acta, 75(6), 1662-1671. https://doi.org/10.1016/j.gca.2011.01.013 General rights It is not permitted to download or to forward/distribute the text or part of it without the consent of the author(s) and/or copyright holder(s), other than for strictly personal, individual use, unless the work is under an open content license (like Creative Commons). Disclaimer/Complaints regulations If you believe that digital publication of certain material infringes any of your rights or (privacy) interests, please let the Library know, stating your reasons. In case of a legitimate complaint, the Library will make the material inaccessible and/or remove it from the website. Please Ask the Library: https://uba.uva.nl/en/contact, or a letter to: Library of the University of Amsterdam, Secretariat, Singel 425, 1012 WP Amsterdam, The Netherlands. You will be contacted as soon as possible. UvA-DARE is a service provided by the library of the University of Amsterdam (https://dare.uva.nl) Download date:29 Sep 2021 Available online at www.sciencedirect.com Geochimica et Cosmochimica Acta 75 (2011) 1662–1671 www.elsevier.com/locate/gca Short chain ladderanes: Oxic biodegradation products of anammox lipids Darci Rush a,⇑, Andrea Jaeschke a,1, Ellen C. -
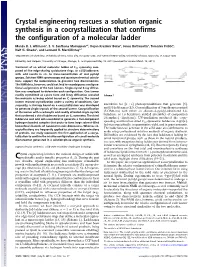
Crystal Engineering Rescues a Solution Organic Synthesis in a Cocrystallization That Confirms the Configuration of a Molecular Ladder
Crystal engineering rescues a solution organic synthesis in a cocrystallization that confirms the configuration of a molecular ladder Manza B. J. Atkinsona, S. V. Santhana Mariappana,b, Dejan-Krešimir Bučara, Jonas Baltrusaitisa, Tomislav Friščića, Naif G. Sinadaa, and Leonard R. MacGillivraya,1 aDepartment of Chemistry, University of Iowa, Iowa City, IA 52242-1294; and bCentral NMR Facility, University of Iowa, Iowa City, IA 52242-1294 Edited by Jack Halpern, University of Chicago, Chicago, IL, and approved May 19, 2011 (received for review March 19, 2011) Treatment of an achiral molecular ladder of C2h symmetry com- posed of five edge-sharing cyclobutane rings, or a [5]-ladderane, with acid results in cis-totrans-isomerization of end pyridyl groups. Solution NMR spectroscopy and quantum chemical calcula- tions support the isomerization to generate two diastereomers. The NMR data, however, could not lead to unambiguous configura- tional assignments of the two isomers. Single-crystal X-ray diffrac- tion was employed to determine each configuration. One isomer readily crystallized as a pure form and X-ray diffraction revealed Scheme 1 the molecule as being achiral based on Ci symmetry. The second isomer resisted crystallization under a variety of conditions. Con- 2 þ 2 sequently, a strategy based on a cocrystallization was developed assemblies for [ ] photocycloadditions that generate [3]- and [5]-ladderanes (12). Cocrystallization of 5-methoxyresorcinol to generate single crystals of the second isomer. Cocrystallization trans of the isomer with a carboxylic acid readily afforded single crystals (5-OMe-res) with either an all- -4-pyridyl-substituted 1,4- that confirmed a chiral ladderane based on C symmetry. -

On Anammox Activity at Low Temperature: Effect of Ladderane Composition, Process
bioRxiv preprint doi: https://doi.org/10.1101/2019.12.15.873869; this version posted December 15, 2019. The copyright holder for this preprint (which was not certified by peer review) is the author/funder. All rights reserved. No reuse allowed without permission. 1 On anammox activity at low temperature: effect of ladderane composition, process 2 conditions and dominant anammox population 3 Kouba V1†, Hurkova K2, Navratilova K2, Vejmelkova D1, Benakova A1, Laureni M3, Vodickova P1,5, 4 Podzimek T5, Lipovova P5, van Niftrik L4, Hajslova J*2, van Loosdrecht MCM*3, Weissbrodt DG*3, 5 Bartacek J.*1 6 1 University of Chemistry and Technology Prague, Department of Water Technology and 7 Environmental Engineering, Technická 5, 166 28 Prague, Czechia 8 2 University of Chemistry and Technology Prague, Department of Food Analysis and Nutrition, 9 Technická 5, 166 28 Prague, Czechia 10 3 Delft University of Technology, Department of Biotechnology, Building 58, Van der Maasweg 9, 11 2629 HZ, Delft 12 4 Radboud University, Department of Microbiology, Institute for Water and Wetland Research, 13 1Heyendaalseweg 135, 6525 ED AJ Nijmegen, The Netherlands 14 5 University of Chemistry and Technology Prague, Department of Biochemistry and Microbiology, 15 Technická 5, 166 28 Prague, Czechia 16 *these co-authors contributed equally 17 †corresponding author, [email protected] 18 1 bioRxiv preprint doi: https://doi.org/10.1101/2019.12.15.873869; this version posted December 15, 2019. The copyright holder for this preprint (which was not certified by peer review) is the author/funder. All rights reserved. No reuse allowed without permission. -

An Intracytoplasmic Compartment in Anammox Bacteria
FEMS Microbiology Letters 233 (2004) 7–13 www.fems-microbiology.org MiniReview The anammoxosome: an intracytoplasmic compartment in anammox bacteria Laura A. van Niftrik a, John A. Fuerst b, Jaap S. Sinninghe Damste c, J. Gijs Kuenen a, Mike S.M. Jetten a,d, Marc Strous d,* a Department of Biotechnology, Delft University of Technology, Julianalaan 67, 2628 BC Delft, The Netherlands b Department of Microbiology and Parasitology, University of Queensland, Brisbane, Qld. 4072, Australia c Department of Marine Biogeochemistry and Toxicology, Royal Netherlands Institute for Sea Research (NIOZ), P.O. Box 59, 1790 AB Den Burg, The Netherlands d Department of Microbiology, University of Nijmegen, Toernooiveld 1, 6525 ED Nijmegen, The Netherlands Received 14 November 2003; received in revised form 26 January 2004; accepted 26 January 2004 First published online 15 February 2004 Abstract Anammox bacteria belong to the phylum Planctomycetes and perform anaerobic ammonium oxidation (anammox); they oxidize ammonium with nitrite as the electron acceptor to yield dinitrogen gas. The anammox reaction takes place inside the anam- moxosome: an intracytoplasmic compartment bounded by a single ladderane lipid-containing membrane. The anammox bacteria, first found in a wastewater treatment plant in The Netherlands, have the potential to remove ammonium from wastewater without the addition of organic carbon. Very recently anammox bacteria were also discovered in the Black Sea where they are responsible for 30–50% of the nitrogen consumption. This review will introduce different forms of intracytoplasmic membrane systems found in prokaryotes and discuss the com- partmentalization in anammox bacteria and its possible functional relation to catabolism and energy transduction. -

46Th National Organic Chemistry Symposium Poster Sessions Indiana University Alumni Hall & Solarium: IMU
46th National Organic Chemistry Symposium Poster Sessions Indiana University Alumni Hall & Solarium: IMU For each night’s poster sessions, prizes for the two best graduate student/ post doc posters and one for the best undergraduate poster will be awarded. On Thursday we will also present three journal subscription prizes for superior posters from chosen from all poster sessions. Sunday: Poster Awards will be presented Monday morning by Jeffery Aubé (DOC Chair), University of North Carolina, Chapel Hill Monday: Poster Awards will be presented Tuesday morning by Silas Cook (NOS Local Co-Organizer), Indiana University—Bloomington Tuesday: Poster Awards will be presented Wednesday morning by Cristina Nevado (Senior Editor, ACS Central Science), University of Zürich Wednesday: Poster Awards will be presented Thursday morning by Paul Hanson (NOS Co- Executive Officer), University of Kansas Sunday, June 23, 2019 8-11PM Poster # Title Authors (Presenting*) Affiliation(s) Middle Aurone : Possible anti-fungal dyeing Shrijana Bhattarai*, Mary S- 1 Tennessee agent for fabric B. Farone, Scott T. Handy State University Panagiotis D. Alexakos*, Tetrazole-Mediated Ring Expansion: University of Mariana C. F. C. B. S- 2 A Mild Approach to Strained Illinois at Damião, Duncan J. Cyclooctynes Chicago Wardrop University of Site-Selective Copper-Catalyzed Sung-Eun Suh*, Si-Jie S- 3 Wisconsin– Azidation of Benzylic C–H Bonds Chen, Shannon S. Stahl Madison DevelopMent of Long Wavelength Gloria Ortiz*, Pei Liu, University of S- 4 Voltage Sensitive Dyes for IMaging Ashley Nensel, Evan W. California, Neuronal Activity Miller Berkeley Yaroslav D. Boyko*, University of Total Synthesis of Isomalabaricanes Christopher J. Huck, Illinois at S- 5 and a Blueprint for StereocheMically Alexander S. -
Chemical Synthesis and Self-Assembly of a Ladderane
Chemical Synthesis and Self-Assembly of a Ladderane Phospholipidf! Mercer, J. A. M.; Cohen, C. M.; Shuken, S. R.; Wagner, A. M.; Smith, M. W.; Moss, F. R.; Smith, M.D.;! Vahala, R.; Gonzalez-Martinez, A.; Boxer, S.G.; Burns, N. Z. J. Am. Chem. Soc. 2016, 138, 15854. O H H H H H O O Me N+ 3 O P O H H H H O- O H H H H H H H ! Michael Houghton Wipf Group 12/24/16 1 Michael Houghton@ Wipf Group Page 1 of 12 12/25/2016 General Uses and Types of Lipids - Lipids are used to provide and store energy, absorb vitamins, cell membrane and general cell health, signaling, and numerous other biological activities. OH H H H H H H H HO O Cholesterol Testosterone O HO Linoleic acid O O O O O O Triglceride (coconut oil) HO O Elaidic acid 2 Michael Houghton@ Wipf Group Page 2 of 12 12/25/2016 Ladderane Phospholipid is Found in Anammox Bacteria - Anammox- Anaerobic Ammonium Oxidizing - These bacteria convert ammonia and nitrite into dinitrogen and water - This process takes place in a unique organelle, the anammoxosome, which is composed of ~ 90 % ladderane phospholipds. - These densely packed phospholipds are believed to keep hydrazine and hydroxylamine waste products from damaging the rest of the cell. - There are five types of known anammox bacteria: Brocadia, Keunenia, Anammoxoglobus, Jettenia and Scalindua. - Anammox bacteria are used industrially to purify ammonia rich, contaminated water. - Purification difficulties have prohibited the isolation of pure material and useful quantities of material. -

Mechanisms of the Thermal Cyclotrimerizations of Fluoro
ARTICLE pubs.acs.org/JACS Mechanisms of the Thermal Cyclotrimerizations of Fluoro- and Chloroacetylenes: Density Functional Theory Investigation and Intermediate Trapping Experiments Zhong-Ke Yao and Zhi-Xiang Yu* Beijing National Laboratory for Molecular Sciences, Key Laboratory of Bioorganic Chemistry and Molecular Engineering of the Ministry of Education, College of Chemistry, Peking University, Beijing 100871, China bS Supporting Information ABSTRACT: Theoretical studies of the mechanisms of the thermal cyclotrimerization of fluoro- and chloroacetylenes, which were reported by Viehe and Ballester, respectively, were conducted with the aid of density functional theory calculations of the (U)B3LYP functional, indicating that the thermal cyclotrimerizations of fluoro- and chloroacetylenes involve tandem processes of regioselectively stepwise [2þ2] and stepwise [4þ2] cycloadditions. These tandem processes generate 1,2,6-trihalo-Dewar benzenes and 1,2,4-trihalo- Dewar benzenes, which then isomerize to the corresponding benzenes when heated. The rate-determining step of the cyclotri- merizations of haloacetylenes is the dimerization step involving open-shell singlet diradical transition states and intermediates. The substituent effects in the thermal cyclotrimerization of haloacetylenes have been rationalized using frontier molecular orbital theory. The higher reactivity of fluoroacetylenes compared to that of chloroacetylenes is due to the fact that fluoroacetylenes have lower singletÀtriplet gaps than chloroacetylenes and more easily undergo dimerization and cyclotrimerization. In this report, additional experiments were performed to verify the theoretical prediction about the cyclotrimerization of chloroacetylene and to trap the proposed 1,4-dichlorocyclobutadiene intermediate. Experiments revealed that the thermal reaction of phenylchloroacetylene at 110 °C gave 1,2,3-triphenyltrichlorobenzene and 1,2,4-triphenyltrichlorobenzene together with a tetramer, cis-1,2,5,6-tetrachloro- 3,4,7,8-tetraphenyltricyclo[4.2.0.02,5]octa-3,7-diene.