A Thesis Submitted for the Degree of Doctor of Philosophy at the University of Queensland in 2014 Sustainable Minerals Institute
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
The Use of Automated Indicator Mineral Analysis in the Search for Mineralization – a Next Generation Drift Prospecting Tool
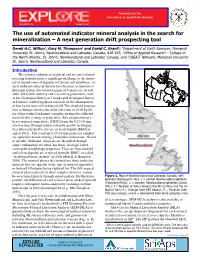
Newsletter for the Association of Applied Geochemists NUMBER 174 MARCH 2017 The use of automated indicator mineral analysis in the search for mineralization – A next generation drift prospecting tool Derek H.C. Wilton1, Gary M. Thompson2 and David C. Grant3; 1Department of Earth Sciences, Memorial University St. John’s, Newfoundland and Labrador, Canada, A1B 3X5, 2Office of Applied Research – College of the North Atlantic, St. John’s, Newfoundland and Labrador, Canada, and 3CREAIT Network, Memorial University St. John’s, Newfoundland and Labrador, Canada. Introduction The natural endowment of glacial and stream sediment covering bedrock poses a significant challenge to the discov- ery of buried mineral deposits in Canada and elsewhere. As such, indicator mineral surveys have become a common ex- ploration tool in till covered regions of Canada (cf. Averill 2001; 2011) with industry and research organizations, such CANADA as the Geological Survey of Canada and Geological Survey of Finland, conducting much research on the examination of fine heavy mineral fractions of till. The standard prepara- tion techniques involve the field collection of 10-20 kg till (or other surficial sediment) samples, sieving the collected material into a range of grain sizes, then preparation of a heavy mineral concentrate (HMC) from the 0.25-2.0 mm size fractions through labour-intensive gravity techniques that ultimately involve the use of heavy liquids (McClen- aghan 2011). The resultant 0.25-2.0 mm grain size samples are optically examined using a binocular microscope. Grains of specific “indicator” minerals are identified through some combination of colour, hardness, cleavage, lustre, and crystal morphology properties. -
SCHEDULE of SERVICES & FEES Geochemistry
Right Solutions • Right Partner alsglobal.com SCHEDULE OF SERVICES & FEES Geochemistry USD ALS GEOCHEMISTRY APP 2021track samples & receive alerts. Table of Contents Mine Site Laboratory Services . 2 Advances in Gold Technology . 3 Digital Solutions . 4 Hyperspectral Imaging & Processing . 5 SAMPLE PREPARATION Core Services . 7 ALS CoreViewer™ . 7 Sample Submission . 8 Storage . 8 Specific Gravity & Bulk Density . 9 Sample Preparation Packages . 9 Individual Sample Preparation Methods . 10 pXRF on Prepared Pulps . 11 PRECIOUS METALS ANALYSIS Gold by Fire Assay, Metallic Screening . 13 Silver, Platinum Group Elements . 14 Gold Cyanidation, Process Samples, Bulk Leach Extractable Gold . 15 Super Trace Gold and Aqua Regia Multi-Element Methods . 16 Precious Metals in Concentrates and Bullion . 17 GENERATIVE EXPLORATION Four Acid Super Trace Analysis and Portable XRF for Lithogeochemistry . 19 Aqua Regia Super Trace Analysis . 20 Halogen Analysis and Ionic Leach™ . 21 Hydrogeochemistry, Super Trace Au and Pathfinders . 22 Biogeochemistry . 23 TARGETED EXPLORATION Ultra Trace Methods . 25 Trace and Intermediate Level Methods. 26 Halogens and Loss on Ignition. 28 Isotopic Analysis and Geochronology . 28 WHOLE ROCK, LITHOGEOCHEMISTRY, SULPHUR & CARBON . 30 SPECIFIC ORES AND COMMODITIES Copper and Iron Ore . 35 Bauxite, Laterites & Other Commodities . 36 Lithium . 37 Uranium, Rare Earths, Uncommon Metals & Potash . 38 Ore Grade Basemetals . .. 39 ARD AND CONCENTRATES Acid-Base Accounting . 42 Concentrate Methods & Industrial Minerals . 43 ALS Mineralogy . 44 Quality Accreditations . 45 Terms & Conditions . 46 Global Geochemistry Locations . 47 ALS reserves the right to alter listed prices at any time . ALS Geochemistry is the world’s most trusted testing service dedicated to high-value geologic data support for the exploration and mining community. -

Online Proofing
ELSEVIER_MINE_4780 Application of near infrared sensors to preconcentration of hydrothermally-formed copper ore Shekwonyadu Iyakwaria, ⁎ [email protected] Hylke J. Glassa Gavyn K. Rollinsona Przemyslaw B. Kowalczukb aCamborne School of Mines, University of Exeter, Tremough Campus, Penryn, Cornwall TR10 9FE, UK bWroclaw University of Technology, Division of Mineral Processing, WybrzezeWyspianskiego 27, 50-370 Wroclaw, Poland ⁎Corresponding author. Abstract Near infrared sensors can be a very useful technique for the qualitative analysis of complex ores, and thus could be useful for the preconcentration of ores. In this paper, individual particles of hydrothermally-formed copper ore sampled from a mine in the Los Pozos mining district, northern Chile, were classified as product, middling and waste based on their near infrared response. The classification of copper bearing minerals (product) from gangue (waste) was considered for vibration combination bands at longer wavelengths from 2000 to 2400 nm. This region exhibits characteristic features for carbonates and hydroxyl gangue bearing minerals. The near infrared features at 1400 and 1900 nm were not considered favourable for classification and subsequent discrimination because they can be influenced by moisture and other environmental factors and are easily suppressed by iron-rich minerals. Two near infrared preconcentration strategies were applied for particle discrimination. Results indicate that targeting only the calcite (carbonate) dominated particles for discrimination as waste provided -

Automated Petrography Analysis by QEMSCAN® of a Garnet-Staurolite Schist of the San Lorenzo Formation, Sierra Nevada De Santa Marta Massif
R REíoVs-ISRTeAye MEXs et aIl.CANA DE CIENCIAS GEOLÓGICAS v. 37, núm. 1, 2020, p. 98-107 Automated petrography analysis by QEMSCAN® of a garnet-staurolite schist of the San Lorenzo Formation, Sierra Nevada de Santa Marta massif Carlos Alberto Ríos-Reyes1,*, Oscar Mauricio Castellanos-Alarcón2, and Carlos Alberto Villarreal-Jaimes1 1 Grupo de Investigación en Geología Básica y Aplicada (GIGBA), Escuela de Geología, Universidad Industrial de Santander, Bucaramanga, Colombia. 2 Grupo de Investigación en Geofísica y Geología (PANGEA), Programa de Geología, Universidad de Pamplona, Colombia. * [email protected] ABSTRACT QEMSCAN® a un esquisto con granate y estaurolita de la Formación San Lorenzo, provincia geológica de Sevilla (macizo de la Sierra Nevada Automated petrographic analysis integrates scanning electron de Santa Marta), y demuestra que esta técnica analítica tiene una clara microscopy and energy-dispersive X-ray spectroscopy hardware with aplicación potencial en estudios petrológicos. expert soware to generate micron-scale compositional maps of rocks. While automated petrography solutions such as QEMSCAN® are widely Palabras clave: petrografía automatizada; rocas metamórcas; granate; used in the mining, mineral processing, and petroleum industries to esquisto; QEMSCAN©; Formación San Lorenzo; Sierra Nevada de Santa characterize ore deposits and subsurface rock formations, it has not Marta, Colombia. been used in metamorphic petrology. is study applies automated petrographic analysis using QEMSCAN® to a garnet-staurolite schist of -
Geochemistry Guide 2020 the Foundation of Project Success
GEOCHEMISTRY GUIDE 2020 THE FOUNDATION OF PROJECT SUCCESS ABOUT SGS COMMITMENT TO QUALITY ON-SITE LABORATORIES COMMERCIAL TESTING SERVICES SUPPORT ACROSS THE PROJECT LIFECYCLE ADDITIONAL INFORMATION TECHNICAL GUIDE GEOCHEMISTRY GUIDE 2020 1 ABOUT SGS By incorporating an integrated approach, we deliver testing and expertise Whether your requirements are in the throughout the entire mining life cycle. Our services include: field, at a mine site, in a smelting and refining plant, or at a port, SGS has the • Helping you to understand your resources with a full-suite of geological experience, technical solutions and services, including XploreIQ, laboratory professionals to help you reach • Offering innovative analytical testing capabilities through dedicated on-sites, your goals efficiently and effectively. FAST or one of commercial laboratories, • Consulting and designing metallurgical testing programs, unique to your deposit, VISIT US AT: • Optimizing recovery and throughput through process control services, WWW.SGS.COM/MINING • Keeping final product transparent through impartial trade analysis, • Ensuring safe operations for employees while helping to mitigate environmental impact. GEOCHEMISTRY GUIDE 2020 2 COMMITMENT TO QUALITY SGS is committed to customer satisfaction and providing a consistent level of quality service that sets the industry benchmark. SGS management and staff are appropriately empowered to ensure these requirements are met. All employees and contractors are familiar with the requirements of the Quality Management System, the above objectives and process outcomes. Click here to learn more SAMPLE INTEGRITY Sample integrity is at the core of our operations, ensuring your project and its associated data is treated responsibly and transparently. To comply with regulatory oversight, samples must be collected and handled correctly. -
Automated SEM-EDS (QEMSCAN®) Mineral Analysis in Forensic Soil Investigations: Testing Instrumental Reproducibility
See discussions, stats, and author profiles for this publication at: https://www.researchgate.net/publication/227276851 Automated SEM-EDS (QEMSCAN®) mineral analysis in forensic soil investigations: Testing instrumental reproducibility Chapter · January 2009 DOI: 10.1007/978-1-4020-9204-6_26 CITATIONS READS 24 583 6 authors, including: Duncan Pirrie Matthew Power 126 PUBLICATIONS 2,506 CITATIONS SGS Canada 54 PUBLICATIONS 631 CITATIONS SEE PROFILE SEE PROFILE Gavyn Rollinson Patricia E.J. Wiltshire University of Exeter University of Southampton 76 PUBLICATIONS 565 CITATIONS 46 PUBLICATIONS 754 CITATIONS SEE PROFILE SEE PROFILE Some of the authors of this publication are also working on these related projects: FAME (EU) View project Investigation into the applicability of Bayesian networks to palynological data. View project All content following this page was uploaded by Gavyn Rollinson on 24 October 2014. The user has requested enhancement of the downloaded file. Chapter 26 Automated SEM-EDS (QEMSCAN®) Mineral Analysis in Forensic Soil Investigations: Testing Instrumental Reproducibility Duncan Pirrie, Matthew R. Power, Gavyn K. Rollinson, Patricia E.J. Wiltshire, Julia Newberry and Holly E. Campbell Abstract The complex mix of organic and inorganic components present in urban and rural soils and sediments potentially enable them to provide highly distinctive trace evidence in both criminal and environmental forensic investigations. Organic components might include macroscopic or microscopic plants and animals, pollen, spores, marker molecules, etc. Inorganic components comprise naturally derived minerals, mineralloids and man-made materials which may also have been manu- factured from mineral components. Ideally, in any forensic investigation there is a need to gather as much data as possible from a sample but this will be constrained by a range of factors, commonly the most significant of which is sample size. -

3 International Critical Metals Meeting PROGRAMME and ABSTRACTS
3rd International Critical Metals Meeting PROGRAMME AND ABSTRACTS Surgeons’ Hall, Edinburgh 30 April–2nd May 2019 3rd International Critical Metals meeting Programme and Abstracts Dear Delegate, On behalf the organizing committee, I am delighted to welcome you to the 3rd International Critical Metals meeting in Edinburgh. We have an exciting programme of talks and posters and plenty of time in the schedule for networking. We really hope to facilitate discussion across the supply chain of critical metals. This conference has met its aim to bring together researchers, both academic and industrial, who are working at different stages along the life cycle of critical metals. Session themes include: Critical metals for low carbon transport Responsible sourcing of critical metals Geology and resources of critical metals We are very grateful to our academic, industrial and private sponsors and the community for supporting this meeting. Eimear Deady Chair, Organizing Committee PROGRAMME Tuesday 30th April Critical metals for low carbon transport Session chairs: Evi Petavratzi and Gus Gunn 08:30 – 09:00 Registration and coffee Intro by Eimear Deady, Gus Gunn 09:00–09:10 and Evi Petavratzi 09:10–09:40 David Merriman (keynote) 7 The EV Revolution: Impacts on critical raw material supply chains 09:40–10:00 Michaux 8 Projected battery minerals and metals global shortage Exploration of worldwide metal demand of low carbon transport 10:00–10:20 Rietveld 9 and impact of circular economy strategies The evaluation and development of lithium brine prospects: -

A New Methodological Approach (QEMSCAN®) in the Mineralogical Study of Polish Loess: Guidelines for Further Research
Open Geosciences 2020; 12: 342–353 SPP2019 Piotr Kenis*, Jacek Skurzyński, Zdzisław Jary, and Rafał Kubik A new methodological approach (QEMSCAN®) in the mineralogical study of Polish loess: Guidelines for further research https://doi.org/10.1515/geo-2020-0138 determine the changes in the current research procedure received December 23, 2019; accepted May 8, 2020 traditionally used for Polish loess. Abstract: This article presents in detail the methodology Keywords: loess, QEMSCAN®, SEM, EDS, automated dedicated strictly to loess mineralogical investigation by mineralogy, Poland, Late Pleistocene automated mineralogy system QEMSCAN® (quantitative evaluation of minerals by scanning electron microscopy (SEM)), which couples SEM and energy dispersive X-ray 1 Introduction spectrometry to automatically deliver mineral and phase mapping. The present study provides guidelines for further Loess and paleosols are mixtures of mineral and rock loess investigation in Poland, in order to maintain the particles derived from the source regions and weathered complete comparability of results which will be obtained. under the varying climatic conditions in both alimentation – The methodology is then used to obtain the data on complex and deposition sites. It means that the loess paleosol mineralogical composition (heavy, light, transparent and sequences contain data related to the paleoenvironmental opaque phases). In total 1,159,107 particles have been conditions and the provenance of the material. The relevant fi fi measured for five bulk loess samples and 4–6% of them information is ngerprinted in the speci c features of mineral were heavy minerals (c.a. 10,000 per sample).Thebulk phases, such as mineral and rock particle assemblies, particle samples are dominated by quartz (57.3–62.9%) and contain size distribution and shapes, crystal chemistry, mineral [ ] plagioclase (7.8–9.2%),K-feldspar (7.9–8.7%), carbonates stability and mineral weatherability 1 . -

The Use of Qemscan for Ore Characterization
THE USE OF QEMSCAN FOR ORE CHARACTERIZATION D. Connelly Director/Principal Consulting Engineer Mineral Engineering Technical Services Pty Ltd (METS) PO BOX 3211, Perth, 6832, WA ([email protected]) ABSTRACT The QEMSCAN system is the third generation of automated mineral analysis systems that began with the QEM*SEM at CSIRO 30 years ago (Butcher et al. 2000). It is now a successful commercial instrument with 39 instruments in operation around the world. Back Scattered Electrons (BSE) and Energy Dispersive (EDS) X-Ray spectra are used to create digital mineral images with mineral identification occurring online. Low-count EDS spectra are used preferentially to BSE brightness, allowing minerals to be accurately identified by chemical composition. Individual minerals or groups of similar compositions are identified by comparison to a comprehensive mineral database incorporated into the QEMSCAN software. Optical mineralogy and Scanning Electron Microscopy is a metallurgists’ tool for determining the ore process mineralogy and delivering a better flowsheet. These techniques have limitations, provide limited information and sometimes fail to provide representative information. In contrast, QEMSCAN provides information on the nature and occurrence of all mineral species present plus the liberation characteristics, looking at thousands of particles in the sample presented. Some of the data presented includes: • Particle and grain sizes • Dominant mineral species • Particle shape • Calculated metal content • Density • Deportment of elements of interest between the mineral phases • Quantitative mineralogy • Mineral associations, locking and liberation • Textural relationships (particle images) It can also be used on concentrates, polished sections or drill core. This is a significant improvement in ore characterisation providing lithology, mineralogy, liberation, ore grade and porosity from a sample. -
QCAT Annualreport 00-01
ANNUAL REPORT 15445 FINAL 10/12 10/12/01 06:11 PM Page 1 ANNUAL REPORT 15445 FINAL 10/12 11/12/01 12:23 PM Page 2 vision mission vision mission The Queensland Centre for Advanced Technologies will be recognised for the excellence of its contribution to the mining, energy and manufacturing industries. To generate products and processes of high value to Australia’s mineral and energy resources and manufacturing industries with particular focus on those resources and industries located in Queensland. ANNUAL REPORT 15445 FINAL 10/12 10/12/01 06:15 PM Page 5 CONTENTS Foreword Minister's report 2 Executive Manager's report 2 The Queensland Centre for Advanced Technologies (QCAT) is a world class facility for research and development in all aspects Exploration of the mining, energy and manufacturing industries with the goal Gravity 4 of increasing the international competitiveness and efficiency of Minescale Geophysics 5 Queensland’s and Australia’s resource based and related industries. QCAT is a joint venture between the Commonwealth Scientific and Industrial Research Organisation (CSIRO) and the State Mining Coal Mining 7 Government of Queensland. The establishment of the Centre flows Mining Support 9 from an agreement between the Commonwealth and Queensland Metalliferous Mining 9 Governments to expand and diversify the research and development activities undertaken by CSIRO in Queensland. Government Occupants Processing Iron Ore Processing 12 CSIRO: Non-Ferrous Mineral Processing 13 Exploration and Mining Coal Processing 14 Minerals Energy -
Simulant Requirements
Simulant requirements • Proper Mineralogy Appropriate chemical composition Absence of alteration minerals • Optimal particle size distribution • Appropriate shape distribution • Major glass content High quality (HQ) glass Agglutinate (LQ) glass S. Wilson - October 2007 Development approach • Target average Apollo 16 lunar soil composition NASA conference pub 2255 (1982) • Chemical analysis of starting constituents • USGS blending program optimizes mixture • Mixture is modified to include best mineralogical composition Chemical composition starting materials Sample ID SiO2 Al2O3 FeTO3 MgO CaO Na2O Norite 49.4 23.72 4.07 8.17 13.6 0.84 Anorth. 48.6 30.9 1.54 1.47 15.9 1.7 Harz. 43.7 2.1 13.1 38.3 1.87 <0.2 Sand 47.7 22.1 6.2 10.5 12.5 0.9 Apollo 16 44.9 25.0 9.3 5.8 15.7 0.47 Components used Material Amount % of total Norite 38 lbs 30.0 Anorthosite 55 43.4 Hartzburgite 7.7 6.1 Ilmenite 0.92 0.73 Glass 25 19.7 HQ glass 5 (20) LQ glass 20 (80) Simulant preparation • Starting material crushed <4 mm Norite, Anorthosite, Hartzburgite, • Grinding time experiments (ball mill) Consistent size reduction • Develop appropriate mixture of starting material • Grind for specific time period (15, 45 min.) • Blend as one batch • Split using spinning riffler (200g aliquots) LHT-1M composition Oxide Apollo 16 LHT-1M SiO2 44.9 47.6 Al2O3 25.0 24.4 FeO 8.4 4.3 MgO 5.8 8.5 CaO 15.7 13.1 Na2O 0.47 1.4 Glass production • Need to develop technology for glass production HQ glass Agglutinate (LQ) glass • High throughput 100’s kg per day • Excellent temperature control • Able to handle geologic source material (powder) • High temperature plasma Plasma Technology • Remotely-coupled transferred arcs – Non-conductive material rapidly heated / cooled – Extreme thermal gradient – Power density - 140 MW/m3 • Glass exit temperatures 1,300–1,925 °C. -

Qemscan® (Quantitative Evaluation of Minerals by Scanning Electron Microscopy): Capability and Application to Fracture Characterization in Geothermal Systems
PROCEEDINGS, Thirty-Seventh Workshop on Geothermal Reservoir Engineering Stanford University, Stanford, California, January 30 - February 1, 2012 SGP-TR-194 QEMSCAN® (QUANTITATIVE EVALUATION OF MINERALS BY SCANNING ELECTRON MICROSCOPY): CAPABILITY AND APPLICATION TO FRACTURE CHARACTERIZATION IN GEOTHERMAL SYSTEMS 1 1 2 3 3 Bridget Ayling , Peter Rose , Susan Petty , Ezra Zemach and Peter Drakos 1 Energy & Geoscience Institute, The University of Utah, Salt Lake City, UT 84108, USA 2 AltaRock Energy Inc., Seattle, WA 98103, USA 3 Ormat Nevada Inc., Reno, NV 89511, USA [email protected] elemental distribution, and enables relatively fast data ABSTRACT acquisition (3 cm² can be analyzed in approximately 3 hours). Finer resolutions (down to 2.5 µm) take Fractures are important conduits for fluids in significantly longer, but can be used to provide geothermal systems, and achieving and maintaining additional spatial detail in areas of interest preceding fracture permeability is a fundamental aspect of EGS a low resolution (10 µm) scan. Use of XRD and (Engineered Geothermal System) development. electron microprobe techniques in conjunction with Hydraulic or chemical stimulation techniques are QEMSCAN® data is sometimes needed to distinguish often employed to achieve this. In the case of geothermal alteration minerals with similar chemical chemical stimulation, an understanding of the compositions (smectite clays and chlorite), however minerals present in the fractures themselves is overall the technique appears to have excellent desirable to better design a stimulation effort (i.e. potential for geothermal applications. which chemical to use and how much). Borehole televiewer surveys provide important information 1.0 INTRODUCTION about regional and local stress regimes and fracture characteristics (e.g.