Duke Energy Application for FDF Variance
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Duke Energy Profile
Duke Energy Duke Energy, based in North Carolina, is the largest electric utility in the United States and the company emits more carbon pollution than any other utility. Duke also ranks first in fossil fuel generation and second in coal-fired generation. The majority of Duke’s business is in regulated, monopoly utilities in six states: North Carolina, South Carolina, Florida, Indiana, Ohio and Kentucky. While Duke also owns a commercial arm that has invested in wind and solar power that it sells electricity to other utilities, Duke’s electricity customers in its regulated territory receive an electricity mix that contains next to zero renewable energy. The company has shown little appetite for change. In fact, regulatory documents show it intends to have only 4% renewable power in North Carolina by 2029. Duke’s fossil and nuclear-dominated strategy have led to a series of scandals in recent years both for its customers and the environment. Duke’s coal ash waste has become a systemic disaster in the Carolinas, culminating in the 2014 coal ash spill on the Dan River. Nuclear construction projects in the Carolinas and particularly Florida have been beset by problems, costing ratepayers billions of dollars. Duke has protected itself from stricter oversight in its regulated operations by contributing heavily to the state and federal politicians that control its destiny, pouring millions of dollars into campaign contributions and lobbying. Despite massive pressures facing the electric power sector to adapt to technological change that is ushering in a new wave of energy efficiency, rooftop solar power, and distributed energy storage, Duke has yet to show much of an appetite for change. -

Duke Energy Sustainable Solutions
DukeDuDu DuEnergykkeke eEnergy EnergyEnergy RDuenewablesDuke kR e RenewablesR enewablesEnergyenewables Energy Wind Renewables SustainableCommercial Regulated Third-PartyPower and U.S. Solar SolutionsSolar BatteryCustomer Portfolio Power Power Storage ProjectsProjects Projects Projects Including O&M sites Garden Michigan Fairbanks Pinnebog Echo McKinley Sigel Brookfield Pisgah Mountain Pine River Minden Isabella Gratiot Spruce Mountain Rosiere Wind Shirley Sterling Berkley EastFutureGen Campbell Hill Top of the World Ledyard Block Island Laurel HillBald Eagle Shoreham Bellefonte Silver Sage Happy Jack North Allegheny New Jersey Sunset Reservoir Sunset Reservoir San Jose Kit Carson Beckjord I San Carlos VictoryVictory Palmer PumpjackPumpjack North Carolina Taylorsville Dogwood Garysburg Murfreesboro Rio Bravo I & II Cimarron II North Carolina Halifax Long Farm Seaboard River Road Rio Bravo I & II Ironwood Taylorsville Dogwood Garysburg Murfreesboro Tarboro Gaston Woodland Winton Long Farm Seaboard Wildwood I & II Battleboro Halifax RiverSunbury Road Longboat Tarboro Gaston Woodland WintonShawboro Longboat Sunbury North Rosamond Frontier Battleboro Capital Partners Highlander Shawboro Highlander Bagdad Prescott Valley Martins Creek Hertford Frontier II Holiness Capital Partners Windsor Cooper Hill Bagdad MurphyMartins Farm Creek Hertford Seville I & II Black WingateHoliness WindsorCreswell Cooper Hill CA Hospitals Murphy Farm Everetts Wildcat Mountain Wingate Creswell EverettsWashington Wildcat White Post Shelby Washington Millfield Broad -

Duke Energy Renewables Blows Into Oklahoma with 200-Megawatt Wind Project
Duke Energy Renewables blows into Oklahoma with 200-megawatt wind project - Company will sell power to City Utilities of Springfield - Project pushes Duke Energy Renewables past 2,000 megawatts of wind power in U.S. New Duke Energy logo CHARLOTTE, N.C., Dec. 3, 2015 /PRNewswire/ -- Duke Energy Renewables today announced it will build a large-scale wind power project in Oklahoma, the company's first renewables project in the state. When built, it will increase Duke Energy Renewables' U.S. wind capacity to more than 2,000 megawatts (MW). Duke Energy Renewables will build, own and operate the Frontier Windpower Project, sited in Kay County, east of Blackwell, Okla. The 200-MW wind farm will produce enough emissions-free electricity to power about 60,000 homes. "We're investing heavily in renewable energy and surpassing 2,000 megawatts of wind power is a significant accomplishment for our company," said Greg Wolf, president of Duke Energy's Commercial Portfolio. "We are excited to be working with the community and local landowners as we get our first project in this wind-rich state underway. The facility will help City Utilities meet its renewable energy goals while creating economic development opportunities for Kay County." The power will be sold to City Utilities of Springfield, Mo., under a 22-year agreement. "City Utilities is pleased to partner with Duke Energy on the Frontier Windpower Project," said Scott Miller, general manager, City Utilities of Springfield. "Providing a long-term renewable source of power generation in this changing market is critical to the future of utilities. -

Policy 11.Qxd.Qxd
1755 Massachusetts Ave., NW Suite 700 Washington, D.C. 20036 – USA T: (+1-202) 332-9312 F: (+1-202) 265-9531 E: [email protected] www.aicgs.org 34 AICGS POLICY REPORT OVERCOMING THE LETHARGY: CLIMATE CHANGE, ENERGY SECURITY, AND THE CASE FOR A THIRD INDUSTRIAL Located in Washington, D.C., the American Institute for Contemporary German Studies is an independent, non-profit public policy organization that works REVOLUTION in Germany and the United States to address current and emerging policy challenges. Founded in 1983, the Institute is affiliated with The Johns Hopkins University. The Institute is governed by its own Board of Trustees, which includes prominent German and American leaders from the business, policy, and academic communities. Alexander Ochs Building Knowledge, Insights, and Networks for German-American Relations AMERICAN INSTITUTE FOR CONTEMPORARY GERMAN STUDIES THE JOHNS HOPKINS UNIVERSITY TABLE OF CONTENTS Foreword 3 About the Author 5 The American Institute for Contemporary German Studies strengthens the German-American relation - Chapter 1: Introduction 7 ship in an evolving Europe and changing world. The Institute produces objective and original analyses of Chapter 2: Climate Change and Energy Security: An Analysis of developments and trends in Germany, Europe, and the United States; creates new transatlantic the Challenge 9 networks; and facilitates dialogue among the busi - ness, political, and academic communities to manage Chapter 3: The Third Industrial Revolution: How It Might Look - differences and define and promote common inter - or Is It Already Happening? 17 ests. Chapter 4: Making the Economic Case for Climate Action 23 ©2008 by the American Institute for Contemporary German Studies Chapter 5: A New Era for Transatlantic Cooperation on Energy ISBN 1-933942-12-6 and Climate Change? 35 ADDITIONAL COPIES: Notes 47 Additional Copies of this Policy Report are available for $5.00 to cover postage and handling from the American Institute for Contemporary German Studies, 1755 Massachusetts Avenue, NW, Suite 700, Washington, DC 20036. -

Duke Energy at a Glance
Duke Energy At A Glance Regulated Utilities Commercial Portfolio Generation Diversity (percent owned capacity)1 Generation Diversity (percent owned capacity)1 38% Natural Gas/Fuel Oil 37% Coal 100% Renewable 18% Nuclear 7% Hydro and Solar Commercial Portfolio primarily builds, develops, and operates Generated (net output gigawatt-hours (GWh))2 wind and solar renewable generation and energy transmission 36% Coal projects throughout the continental U.S. The portfolio includes nonregulated renewable energy, electric transmission, natural 34% Nuclear gas infrastructure and energy storage businesses. 29% Natural Gas/Fuel Oil Commercial Portfolio’s renewable energy includes utility-scale 1% Hydro and Solar wind and solar generation assets which total more than 2,500 MW across 12 states from more than 22 wind farms and 38 2 Customer Diversity (in billed GWh sales) commercial solar farms. Revenues are primarily generated by selling the power through long-term contracts to utilities, electric 33% Residential cooperatives, municipalities, and other customers. 31% General Services Duke Energy currently has about 1,950 MW of wind and solar 21% Industrial energy in operation (pie chart excludes 538 MW, which are 15% Wholesale/Other from equity investments) Regulated Utilities consists of Duke Energy’s regulated generation, electric and natural gas transmission and distribution systems. Regulated Utilities generation portfolio is International Energy a balanced mix of energy resources having different operating Generation Diversity (percent owned capacity)1 characteristics and fuel sources designed to provide energy at the lowest possible cost. 70% Hydro Electric Operations 22% Fuel Oil Owns approximately 50,200 megawatts (MW) of 6% Natural Gas generating capacity 2% Coal Service area covers about 95,000 square miles with International Energy principally operates and manages power an estimated population of 24 million generation facilities and engages in sales and marketing of electric power, natural gas, and natural gas liquids outside the U.S. -

Sep. 01, 2015 Duke Energy Renewables Acquires Half Interest
Duke Energy media contact: Tammie McGee 980.373.8812 | 800.559.3853 Sumitomo Corporation of Americas media contact: Jewelle Yamada 212-207-0574 Sept. 1, 2015 Life just got a little sweeter for Duke Energy Renewables . Duke Energy Renewables acquires half interest in Sumitomo’s Mesquite Creek Wind Project serving Mars Inc. Duke Energy Renewables now owns more than 1.2 gigawatts of wind capacity in Texas CHARLOTTE, N.C. – Duke Energy Renewables has acquired a 50-percent stake in Mesquite Creek Wind, a 211-megawatt (MW) wind power project near Lamesa, Texas, through its joint venture partnership with Sumitomo Corp. of Americas. The acquisition increases Duke Energy Renewables’ Texas wind capacity to more than 1,200 MW. Global food manufacturer Mars Inc., best known for its candy products, is purchasing the power and associated renewable energy credits from the wind farm for a 20-year period. The facility began operations in April of this year. “Mars is an industry leader in using sustainable business practices to meet its customers’ needs,” said Greg Wolf, president of Duke Energy’s Commercial Portfolio. “We’re proud to partner with Sumitomo to provide emissions-free wind energy to Mars and help them achieve their goal of carbon neutral operations by 2040.” Mesquite Creek Wind consists of 118 1.7 MW GE wind turbines, enough to provide electricity for Mars’ entire U.S. operations comprised of 70 sites, including 37 factories. The energy produced is enough to make 13 billion SNICKERS® bars or 188 billion sticks of ORBIT® gum. “Mesquite Creek Wind has been a landmark project for our company as the sixth renewable energy investment in the U.S.,” said Teruyuki Miyazaki, SVP and GM of Environment and Infrastructure Group, Sumitomo Corporation of Americas. -

Greenhouse Gas Emissions: Policy and Economics
Greenhouse Gas Emissions: Policy and Economics A Report Prepared for the Kansas Energy Council Trisha Shrum, KEC Research Fellow August 3, 2007 1 Acknowledgments This review benefited from the indispensable advice and assistance of many individuals. Dr. John Cita, Chief of Economic Policy of the Kansas Corporation Commission, provided comments, edited, and contributed to multiple drafts, in addition to his generous contribution of time spent advising on various economic issues. Dr. Robert Glass, Managing Research Economist of the KCC, also provided valuable comments and advice. Jim Sanderson, Senior Research Economist of the KCC, contributed data and assistance. Carlos Centeno and Kerem Sengun both put forth extremely helpful comments in the editing process. Charles Komanoff also contributed provided valuable feedback. Throughout the entire development of this review, Liz Brosius, Director of the KEC, was a constant guide and highly effective editor. I truly appreciate the valuable contributions of each of these individuals. 2 Table of Contents Executive Summary. .4 Introduction. 8 Scientific Conclusions on Climate Change. 8 Summary of Greenhouse Gas Emissions. .9 Economics and Greenhouse Gas Policy. .9 Economic Principles Relevant to the Discussion. .10 Climate Change Economics . 12 Estimating the Benefit of Reducing Greenhouse Gases . 12 Estimating the Cost of Reducing Greenhouse Gases. .12 Dealing with Uncertainty. .13 Mitigating Climate Change: Atmospheric GHG Stabilization Goals. .14 Overview of Control Methodologies: Market vs. Non-Market Approaches . 17 Controlling the Quantity of GHG Emissions: The Greenhouse Gas Tax. 18 The Economics of the Greenhouse Gas Tax. 18 Administration of a Greenhouse Gas Tax. 20 Political Considerations of a Greenhouse Gas Tax. -

Duke Energy Notrees Wind Storage Demonstration Project
Technology Performance Report: Duke Energy Notrees Wind Storage Demonstration Project 2013 Interim Report Contract ID: DE-OE0000195 Project Type: Regional Demonstration Revision: Final Submittal Company Name: Duke Energy November 2013 This material is based upon work supported by the Department of Energy under Award Number DE-OE0000195. This report was prepared as an account of work sponsored by an agency of the United States Government. Neither the United States Government nor any agency thereof, nor any of its employees, makes any warranty, express or implied, or assumes a legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States Government or any agency thereof. CONTENTS 1 OVERVIEW OF THE ENERGY STORAGE PROJECT ....................................................... 1-1 1.1 Phases and Tasks ........................................................................................................ 1-2 Phase 1: Project Definition, NEPA Compliance and Economic Analysis ........................ 1-2 Phase 2: Project -

2020 Sustainability Report
2020 SUSTAINABILITY REPORT ENERGY FOR A BETTER TOMORROW 2020 | 2021 Recognitions Table of Contents ■ For the 15th consecutive year, Duke Energy was named to the 2020 | 2021 Recognitions . 2 Dow Jones Sustainability Index for A Message From Our CEO . 3 North America. Duke Energy is A Message From Our CSO . 5 one of only seven companies in our Duke Energy At A Glance . 7 sector to make the index. Conducting Business in the Era ■ Duke Energy was named to Fortune magazine’s “World’s Most Admired of COVID-19 . 10 Companies” list in 2021 for the fourth consecutive year. This year the Our Strategy: company ranked 7th among gas and electric utilities. Clean Energy Transformation . 12 ■ Forbes magazine included Duke Energy in its America’s Best Employers Our Value Creation Model . 13 for Women list for 2020 and its Best Employers for Diversity list Our Stakeholders and for 2020. What Matters Most . 15 ■ Forbes magazine included Duke Energy in its 2020 list for Best-In-State Our Sustainability Plan and Goals . 17 Employers in North Carolina, ranking the company 12th out of 100 Management Approach employers on the list. to Sustainability . 20 ■ Duke Energy received a perfect score for the fourth year in a row on the Environmental . 21 Human Rights Campaign Foundation’s 2021 Corporate Equality Index, Social . 40 earning inclusion on the organization’s list of Best Places to Work for LGBTQ Equality. Governance . 53 ■ Duke Energy received the 2020 AMVETS Veteran Friendly Employer of the Year Award for North Carolina, for companies with more than 1,000 employees. -
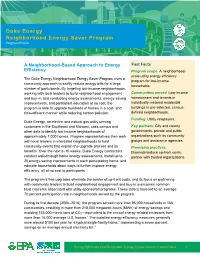
Duke Energy Neighborhood Energy Saver Program Program Profile
Duke E nergy Neighborhood Energy Saver Program Program Profile A Neighborhood-Based Approach to Energy Fast Facts Efficiency Program scope: A neighborhood- scale utility energy efficiency The Duke Energy Neighborhood Energy Saver Program uses a program for low-income community approach to swiftly reduce energy bills for a large households. number of participants. By targeting low-income neighborhoods, working with local leaders to build neighborhood engagement Communities served: Low-income and buy-in, and conducting energy assessments, energy-saving homeowners and tenants in improvements, and participant education at no cost, the individually metered residential program is able to upgrade hundreds of homes in a cost- and buildings in pre-selected, census- time-efficient manner while reducing carbon pollution. defined neighborhoods. Funding: Utility ratepayers. Duke Energy, an electric and natural gas utility serving customers in the Southeast and Midwest, uses census and Key partners: City and county other data to identify low-income neighborhoods of governments, private and public approximately 1,000 homes. Program representatives then work organizations such as community with local leaders in interested neighborhoods to hold groups and assistance agencies. community events that explain the upgrade process and its Promising practices: benefits. Over the next 8–10 weeks, Duke Energy contractors Eliminate/reduce up-front costs, conduct walk-through home energy assessments, install up to partner with trusted organizations. 20 energy-saving improvements in each participating home, and educate households about ways to further improve energy efficiency, all at no cost to participants. The program’s free upgrades eliminate the barrier of up-front costs, and its focus on partnering with community leaders to build neighborhood engagement and buy-in overcomes common trust concerns associated with utility-sponsored programs. -
1 State of North Carolina Utilities Commission
STATE OF NORTH CAROLINA UTILITIES COMMISSION RALEIGH DOCKET NO. E 100, SUB 147 BEFORE THE NORTH CAROLINA UTILITIES COMMISSION In the Matter of ) 2017 Integrated Resource Plans and ) NC WARN’S RESPONSE Related 2017 REPS Compliance Plans ) TO MOTION TO STRIKE NOW COMES the North Carolina Waste Awareness and Reduction Network, Inc. (“NC WARN”), through the undersigned attorney, with a response to Duke Energy Carolinas, LLC and Duke Energy Progress, LLC’S Motion to Strike NC WARN Comments, filed October 18, 2017. In support of the response is the following: As directly stated the purpose of NC WARN’s comments is to assist the Commission and the Public Staff in their reviews of the IRPs. NC WARN’s comments consisted of a brief summary and critique of the Duke Energy integrated resource plans (IRPs) in this docket, pointing out differences between the present IRP and past IRPs. The comments are accompanied by the NORTH CAROLINA CLEAN PATH 2025, a comprehensive plan for replacing forecasted and existing demand with distributed solar energy and batteries. This report is groundbreaking because it uses existing technologies to both forgo the construction of new plants and eliminate existing fossil fuel plants in the same time period as the IRPs. 1 Commission Rule R8-62(k) allows the Public Staff or other parties to file their own IRPs. The CLEAN PATH 2025 meets most, if not all, of the criteria for an IRP in Commission Rule R8-62. As noted in NC WARN’s comments, it lays out how the current utility structure and growth strategy in North Carolina can be changed to meet electricity demand and replace some of the existing generation resources, and at the same time saves ratepayers money, creates jobs, and better protects the environment. -

Transitioning to a Renewable Energy Future
WP komplett > pdf 17.11.2003 15:37 Uhr Seite 3 Transitioning to a Renewable Energy Future Written by Donald W. Aitken, Ph.D., under contract to the International Solar Energy Society http://whitepaper.ises.org White Paper WP komplett > pdf 17.11.2003 15:38 Uhr Seite 4 WP komplett > pdf 17.11.2003 15:38 Uhr Seite 1 Contents Executive Summary 3 Summary of Policy Options and Implementation Measures 6 Preface: Solar Energy from Then to Now and Beyond 7 Framework, Scope and Limitations of this White Paper 8 Definitions, terminology, and conversion factors 9 Introduction – 10 A Global Energy Transition, Steering the Correct Course New Elements Driving Public Policy toward 12 a Renewable Energy Transition Environmental warnings 12 Avoiding risks 13 Opportunities for governments 14 The Renewable Energy Resources: Characteristics, 15 Status of Development, and Potential Bioenergy 15 Geothermal energy 18 Wind power and intermittent 20 renewable energy resources Energy and power from the wind 20 Achieving high penetrations of energy from wind and other intermittent renewable energy sources 22 A few notes about the hydrogen transition 23 Direct use of the sun’s energy 23 Overview 23 Passive solar heating and daylighting of buildings 25 Solar water and space heating 27 Solar thermal electric energy generation 28 Solar photovoltaic electric energy production 30 National and Local Factors Supporting the Development and 34 Application of Renewable Energy Technologies Meeting international greenhouse gas reduction commitments 34 Enhancing the productivity