Evaluation and Comparison of Ballastless Track Systems with Regards to System and Performance Characteristics
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
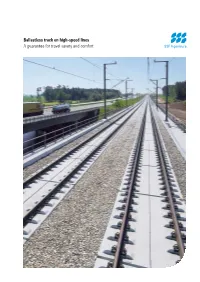
Ballastless Track on High-Speed Lines a Guarantee for Travel Savety And
Ballastless track on high-speed lines A guarantee for travel savety and comfort Prologue High–speed rail travel, as a fast connection between high-density population areas and as an alternative to frequently-overloaded air connections with an uncertain future, is gaining increasingly in significance all over the world. In the face of growing traffic density, critical views of life-cycle costs and significantly increa- sed requirements of the availability of railway tracks, there is an increasing demand for track systems which have a long lifetime, low service and maintenance costs and which also guarantee tra- vel safety and comfort. Ballastless tracks (BLT) have numerous advantages over the tradi- tional ballasted track, because of markedly reduced maintenance costs, longer duration of use, improved precision of the running track and the resultant quiet vehicle running. High speed and ballast The nature of the route requirements is changing, as a result of an increase in travel speed or axle loads. The load transported creates inertial forces and the particular more-frequent faults ari- sing from the rolling process are increasing dramatically. Altered deformation mechanisms with dynamic stimulation can result in major grain shifts during piling-up of ballast, which result in con- siderable impairment of the ballasted track and are responsible for uneven creeping and track displacement in the ballast bed. In addition, the track ballast stones are sucked up by vehicles at very high speeds (flying ballast) and may damage them. De- spite the choice of harder types of stone for ballast in high-speed traffic, maintenance costs are considerably higher. -

Innovations in Railway Track
INNOVATIONS IN RAILWAY TRACK Coenraad Esveld Professor of Railway Engineering, TU Delft This paper describes innovations in railway track structures. Special attention is devoted to alterna- tives for ballasted track, with emphasis on low-maintenance solutions, together with versatile high- speed track and heavy haul track for the 21st century. P.O. Box 5048 NL-2600 GA Delft The Netherlands Tel: +31 418 516369 Fax: +31 418 516372 Email: [email protected] Faculty of Civil Engineering, Section of Roads & Railways TABLE OF CONTENTS 1. Introduction........................................................................................................................................1 2. ballasted track ...................................................................................................................................1 3. reinforcing layers...............................................................................................................................2 4. ballastless track.................................................................................................................................2 5. use of ballastless track......................................................................................................................3 6. track resilience ..................................................................................................................................6 7. Critical train speeds...........................................................................................................................6 -

New Design Concepts for High-Speed Lines and the Limits of the Ballasted Track Escobar, Adrián Zamorano, Clara Isabel Jiménez, Pablo Lorenzo Escobar, Jorge
25 número 5 - junio - 2018. Pág 219 - 227 New design concepts for High-speed lines and the limits of the ballasted track Escobar, Adrián Zamorano, Clara Isabel Jiménez, Pablo Lorenzo Escobar, Jorge Technical University of Madrid1 Abstract The correct decision regarding to what type of track should be used in High-speed lines is one of the topics that has generated more discussion and controversy over the last few years. In addition, this decision is very influenced by the tradition, philosophy and design principles of the different countries. This fact is fundamentally due to the multitude of constraints and influencing factors that define as most appropriate, the use of a ballasted track against a ballastless track, or vice versa. However, the present research intends to look beyond and review the main High-speed projects of greater relevance and transcendence that are being or will be realized in the next years, around the world, to observe if some of the two typologies is presenting a greater implementation, and the main factors that are motivating this decision. In addition, the new conditions that are appearing in some countries will be analysed, related to the demand for greater performance of design speed and design life, as well as the influence that these new demands will have on the decisions related to the type of superstructure to be installed. Finally, a comparison of all these different design philosophies will be carried out, in relation to the Spanish High-speed model, in order to generate a brief discussion of the main differences and similarities found. -

Advances in Design Theories of High-Speed Railway Ballastless Tracks
Journal of Modern Transportation Volume 19, Number 3, September 2011, Page 154-162 Journal homepage: jmt.swjtu.edu.cn DOI: 10.1007/BF03325753 Advances in design theories of high-speed railway ballastless tracks Xueyi LIU*, Pingrui ZHAO, Feng DAI MOE Key Laboratory of High-Speed Railway Engineering, Southwest Jiaotong University, Chengdu 610031, China Abstract: The design theories of the ballastless track in the world are reviewed in comparison with the innovative re- search achievements of high-speed railway ballastless track in China. The calculation methods and parameters concern- ing train load, thermal effect, and foundation deformation of high-speed railway ballastless track, together with the structural design methods are summarized. Finally, some suggestions on the future work are provided. Key words: high-speed railway; ballastless track; design theory © 2011 JMT. All rights reserved. 1. Introduction 2. Overview of ballastless track design theories tructure forms and design theories of ballastless S tracks vary across the world due to the different In the design of Japanese slab track, the train load effect development backgrounds. In Japan, the slab track was is a primary concern. Using the elastic design method, the typically laid on the solid foundation such as a bridge or security during the manufacturing, hoisting, and construct- tunnel at first, and then gradually developed to the soil ing of the slab track is maximized. As seriously damaged subgrade afterwards. It adopts the unit design that takes CA mortar at the slab corner and the slab warping caused into account the effect of train load. The German ballas- by temperature gradients emerged, the uneven support tless track was first laid on the soil subgrade and then on caused by warping is considered in the analysis [1]. -

A Special SCC Applied in High-Speed Rail of China
Construction and Building Materials 124 (2016) 167–176 Contents lists available at ScienceDirect Construction and Building Materials journal homepage: www.elsevier.com/locate/conbuildmat Sealed-space-filling SCC: A special SCC applied in high-speed rail of China ⇑ ⇑ Qiang Yuan a, , Guangcheng Long a, , Zanqun Liu a, Kunlin Ma a, Youjun Xie a, Dehua Deng a, Hai Huang a,b a School of Civil Engineering, National Engineering Laboratory for High Speed Railway Construction, Central South University, Changsha 410075, China b China Railway No. 4 Engineering Group CO. LTD, Hefei 230000, China highlights graphical abstract Seal-spaced-filling SCC (SSFSCC), a special SCC applied in high-speed rail, was introduced. The property requirements of SSFSCC and corresponding testing methods were elaborated. Raw material and mix proportioning of SSFSCC were presented. The construction technology of SSFSCC was addressed. article info abstract Article history: Sealed-space-filling self-compacting concrete (SSFSCC) is used in China Rail Track System (CRTS) III bal- Received 8 March 2016 lastless slab track of high-speed rail, which has been originally developed in China recently. In this track Received in revised form 27 June 2016 system, SSFSCC needs to be grouted into a flat, narrow, and sealed space (90 mm  2500 mm  Accepted 15 July 2016 5600 mm) which is enclosed by above prefabricated slab and bottom base plate. Good bonding between Available online 25 July 2016 SSFSCC filling layer and above prefabricated slab has to be secured since these two layers are required to work as a composite plate. SSFSCC presents some special characteristics in comparison with normal SCC. -

The Need and Benefit of Slab Track: Prihvaćen / Accepted: 11.1.2017
DOI: https://doi.org/10.14256/JCE.1776.2016 Građevinar 5/2017 Primljen / Received: 2.8.2016. Ispravljen / Corrected: 9.12.2016. The need and benefit of slab track: Prihvaćen / Accepted: 11.1.2017. Dostupno online / Available online: 10.6.2017. case of Lithuania Authors: Professional paper Inesa Gailienė, Alfredas Laurinavičius The need and benefit of slab track: case of Lithuania Slab track structures have been used in the world for several decades now. However, the ballasted track is still much more popular compared to slab track structures, which is primarily due to its lower price. This article reviews and analyses development Inesa Gailienė, PhD. CE of slab tracks, with their advantages and disadvantages. Based on conditions Vilnius Gediminas Technical University prevailing on Lithuanian railways, the paper also distinguishes cases in which slab Vilnius, Lithuania track structures could be of benefit, both economically and technologically. The [email protected] decision-making system that would help make the right choice at the initial stage of structural design is also presented. Key words: slab track (ballastless track), ballasted track, railway track, new structure, track renewal Stručni rad Inesa Gailienė, Alfredas Laurinavičius Potreba i prednost primjene kolosijeka na čvrstoj podlozi: primjer Litve Prof. Alfredas Laurinavičius, PhD. CE Vilnius Gediminas Technical University Kolosijeci na čvrstoj podlozi se već nekoliko desetljeća koriste u svijetu. No kolosijeci Vilnius, Lithuania sa zastornom prizmom su još uvijek mnogo popularniji, prije svega je to predodređeno [email protected] nižim cijenama. U radu su dani pregled i analiza razvoja kolosijeka na čvrstoj podlozi, uključujući njihove prednosti i nedostatke. -

Rheda 2000® BALLASTLESS TRACK SYSTEM RHEDA 2000®
The way to go. RHEda 2000® BALLASTLESS TRACK SYSTEM RHEDA 2000® 2 3 On ballastless track tOward railways Of the future Our contribution to high-speed technology: the RHEDA 2000® ballastless track system is the direct way to railways of the future. For heavy loads. At top speeds. With a maximum of safety. The basis for the RHEDA 2000® is a track design first implemented in many. On this newly constructed section as well, approx. 75 km long, the 1972 on the line from Bielefeld to Hamm, Germany, at a station named RHEDA 2000® system from RAIL.ONE was installed. Fortunately, these Rheda. This original solution has continuously been further developed national projects were quickly and satisfactorily followed by a break - and optimized, without a change in basic principle. Over the past 10 ... 15 through of ballastless track technology in the form of RHEDA 2000® on years, ballastless track has developed from a customized design for the international stage of rail transport. One of the largest railway infra - niche applications, to standard technology for railway tracks on lines structure projects in Europe to date has been construction of the new used for transport at high speeds and with heavy loads. Dutch high-speed rail line HSL-ZUID, from Amsterdam, via Rotterdam, to The RHEDA 2000® ballastless track was used for the first time in Germany the Dutch-Belgian border. With the exception of a short section, the en - in 2000, as pilot project on the new rail line between Erfurt and Halle- tire line – with a total length of 88 km – was constructed completely with Leipzig, with a total length of approx. -

Rheda City Ballastless Track System RHEDA CITY
the way to go. RHEda ciTy ballasTless TRack sysTem RHEDA CITY 2 3 The ciTy as living space An intelligent system of public transit is the nervous system of our cities. Cost- efficient and ecological solutions are in great demand – in planning and logistics, as well as during the construction phase and for actual transit operations. Mobility and flexibility Today, the need for mobility is of course taken for granted. The better such a network functions, the more attractive a Urban residents, especially those in metropolis areas, are city becomes as a place to live and as a location for busi- critically dependent on an effectively functioning system nesses. For these reasons, we feel that it is especially im- of urban infrastructure. A rapid-transit network that meets portant to offer high-performance systems for urban transit these modern needs is one of the most vitally necessary fa- – including all the essentials for safety, cost effectiveness, cilities of any modern city. and environmental compatibility. 3 RHEDA CITY 4 5 RHEDa CITy sysTem If you have a goal, you need a way to get there. 5 tram systems and suburban passenger lines are the back- bone of an effectively performing mass rapid transit sys- tem. To ensure smooth flow of traffic, the interdependen - cies among all modes of transport dictate that compromises and combinations be implemented in construction of roads, streets, and track lines. In cases of rails installed flush with the street surface, grooved tramway rails are as a rule employed. In tracks with conventional design, the rails are installed di- rectly onto a supporting layer of asphalt or concrete. -
Decision-Making Model for Track System of High-Speed Rail Lines Rail High-Speed of System Track for Model Decision-Making
, 2018 Decision-making model for track system of high-speed rail lines Decision-making model for track system of high-speed rail lines Ballasted track, ballastless track or both? VERONIKA SÁRIK TRITAABEMBT KTH www.kth.se TRITA-ABE-MBT-186 Decision-making model for track system of high-speed rail lines Ballasted track, ballastless track or both? Veronika Sárik Master’s thesis March 2018 School of Architecture and Built Environment KTH Railway Group KTH Royal Institute of Technology Stockholm, Sweden Decision-making model for track system of high-speed rail lines Veronika Sárik 2 Decision-making model for track system of high-speed rail lines Veronika Sárik Abstract During the 50 years of existence of high speed railways, the track structure solutions have developed both in number and in type. As of today, in case of conventional railway, there are 2 main types one could mention: ballasted and ballastless track solutions. However, there is no standardized procedure for choosing between these systems and between their respective variants, the decision is made on a case-by-case basis. This thesis aims to create a generic framework for decision making, primarily taking into account technical details. The model, the input parameters and variables can be easily adjusted and customized based on national standards, practices or other considerations, but the primary focus in the thesis have been the current Swedish regulations. The thesis has an overview on the influencing factors and attempts to include the most crucial ones of these into a decision-making model. This model compares 3 alternatives, namely the ballastless alternative, the ballasted alternative and the alternating system option, in which case the track system selection happens based on local factors, such as geotechnical conditions. -

Developments in High-Speed Track Design
DEVELOPMENTS IN HIGH-SPEED TRACK DESIGN Coenraad ESVELD Professor in Railway Engineering Delft University of Technology Delft, The Netherlands [email protected] Coenraad Esveld (1944), holds an MSc. and PhD degree in Civil Engineering and was ap- pointed professor of Railway Engineering at the Civil Engineering Faculty of Delft University of Technology (NL) in 1993 Summary Presently high-speed tracks are built on a large scale. Although ballasted tracks are still popular, more and more slab tracks are constructed. They have some significant advantages such as low maintenance, high availability, low structure height, and low weight. The main emphasis of this paper is on the application of non-ballasted concepts for high-speed operation. Special attention is given to slab soil interaction and optimization with respect to bearing capacity. Keywords: High-Speed Tracks, Slab Track Design, Slab-soil interaction 1 Introduction With the design of railway lines factors like life cycle cost, construction time, availability and du- rability play an increasingly important role. In this respect non-ballasted track concepts offer good opportunities. Especially with high-speed operation wave propagation under train velocity is an important factor, in particular in delta areas with relatively weak subgrades. This often makes it necessary to decide for slab track, as for instance was the case in The Netherlands for the High-speed Line South. With the growth of traffic intensity it becomes more and more difficult to carry out maintenance and re- newal work. In The Netherlands night time possessions often last no longer than 5 hours, and on the fu- ture high speed line in Korea (435 km from Seoul to Pusan) the maximum effective possession is estimated at no more than 1 ½ hours per night. -

Development of the Countermeasure Against Roadbed Degradation
Challenge H: For an even safer and more secure railway Development of the Countermeasure against Roadbed Degradation under Ballastless Tracks for Existing Lines Katsumi MURAMOTO, Takahisa NAKAMURA Track Structures and Geotechnology Laboratory, Railway Technical Research Institute, Tokyo, Japan Recently, ballastless tracks with cement grouted into ballast have been constructed on a full-scale construction operation in Japan Metropolitan Area. If the ballastless tracks are laid on clayey roadbeds, the soils are likely to be fluidized and flow out by trainloads. Consequently, track degradations typified by a large track depression sometimes occur. In this study, the authors carried out the test with a full-scale ballastless track model laid on a saturated clayey roadbed. From the results of the test, it was confirmed that degradation of the ballastless track on a clayey roadbed is caused by local progressive failure; specifically, the outflow of the fine-grain fraction in roadbed surface. In addition, the authors confirmed that the BLITS (Bentonite Liner for Track-bed Surface) method is one of the reasonable countermeasures for the roadbed degradation under the ballastless tracks. Keywords: roadbed, ballastless track, roadbed degradation, mud pumping, bentonite 1. Introduction When ballastless tracks (Fig. 1) are constructed on sound roadbeds, the maintenance work and the maintenance costs become generally less than conventional ballast tracks. However, if the ballastless tracks are laid on clayey roadbeds, the soils are likely to be fluidized and flow out by the trainload. Consequently, track degradations typified by a large track depression sometimes occur. The authors, therefore, have carried out moving-load tests with small-scale ballastless track models on clayey roadbeds and reappearance tests of the roadbed degradation using small-scale cylindrical molds, so that the basic defect mechanism of clayey roadbeds has been clarified (Fig. -

Life Cycle Cost, Energy and Carbon Assessments of Beijing-Shanghai High-Speed Railway
sustainability Article Life Cycle Cost, Energy and Carbon Assessments of Beijing-Shanghai High-Speed Railway Sakdirat Kaewunruen * , Jessada Sresakoolchai and Junying Peng School of Engineering, University of Birmingham, Birmingham B15 2TT, UK; [email protected] (J.S.); [email protected] (J.P.) * Correspondence: [email protected]; Tel.: +44-(0)-1214-142-670 Received: 24 November 2019; Accepted: 22 December 2019; Published: 25 December 2019 Abstract: The Beijing-Shanghai High-Speed Railway (HSR) is one of the most important railways in China, but it also has impacts on the economy and the environment while creating social benefits. This paper uses a life cycle assessment (LCA) method and a life cycle cost (LCC) analysis method to summarize the energy consumption, carbon emissions and costs of the Beijing-Shanghai HSR from the perspective of life cycle, and proposes some corresponding suggestions based on the results. The research objective of this paper is to analyse the carbon emissions, energy consumption, and costs of the rail system which includes the structure of the track and earthwork of the Beijing-Shanghai HSR during four stages: conception stage, construction stage, operation and maintenance stage, and disposal stage. It is concluded that the majority of the carbon emissions and energy consumption of the entire rail system are from the construction stage, accounting for 64.86% and 54.31% respectively. It is followed by the operation and maintenance stage with 31.60% and 35.32% respectively. In contrast, the amount of carbon emissions and energy consumption from the conception stage is too small to be considered.