An Innovative Low Cost Two-Dimensional Noncontact
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Fast Image Registration Using Pyramid Edge Images
Fast Image Registration Using Pyramid Edge Images Kee-Baek Kim, Jong-Su Kim, Sangkeun Lee, and Jong-Soo Choi* The Graduate School of Advanced Imaging Science, Multimedia and Film, Chung-Ang University, Seoul, Korea(R.O.K) *Corresponding author’s E-mail address: [email protected] Abstract: Image registration has been widely used in many image processing-related works. However, the exiting researches have some problems: first, it is difficult to find the accurate information such as translation, rotation, and scaling factors between images; and it requires high computational cost. To resolve these problems, this work proposes a Fourier-based image registration using pyramid edge images and a simple line fitting. Main advantages of the proposed approach are that it can compute the accurate information at sub-pixel precision and can be carried out fast for image registration. Experimental results show that the proposed scheme is more efficient than other baseline algorithms particularly for the large images such as aerial images. Therefore, the proposed algorithm can be used as a useful tool for image registration that requires high efficiency in many fields including GIS, MRI, CT, image mosaicing, and weather forecasting. Keywords: Image registration; FFT; Pyramid image; Aerial image; Canny operation; Image mosaicing. registration information as image size increases [3]. 1. Introduction To solve these problems, this work employs a pyramid-based image decomposition scheme. Image registration is a basic task in image Specifically, first, we use the Gaussian filter to processing to combine two or more images that are remove the noise because it causes many undesired partially overlapped. -

Exploiting Information Theory for Filtering the Kadir Scale-Saliency Detector
Introduction Method Experiments Conclusions Exploiting Information Theory for Filtering the Kadir Scale-Saliency Detector P. Suau and F. Escolano {pablo,sco}@dccia.ua.es Robot Vision Group University of Alicante, Spain June 7th, 2007 P. Suau and F. Escolano Bayesian filter for the Kadir scale-saliency detector 1 / 21 IBPRIA 2007 Introduction Method Experiments Conclusions Outline 1 Introduction 2 Method Entropy analysis through scale space Bayesian filtering Chernoff Information and threshold estimation Bayesian scale-saliency filtering algorithm Bayesian scale-saliency filtering algorithm 3 Experiments Visual Geometry Group database 4 Conclusions P. Suau and F. Escolano Bayesian filter for the Kadir scale-saliency detector 2 / 21 IBPRIA 2007 Introduction Method Experiments Conclusions Outline 1 Introduction 2 Method Entropy analysis through scale space Bayesian filtering Chernoff Information and threshold estimation Bayesian scale-saliency filtering algorithm Bayesian scale-saliency filtering algorithm 3 Experiments Visual Geometry Group database 4 Conclusions P. Suau and F. Escolano Bayesian filter for the Kadir scale-saliency detector 3 / 21 IBPRIA 2007 Introduction Method Experiments Conclusions Local feature detectors Feature extraction is a basic step in many computer vision tasks Kadir and Brady scale-saliency Salient features over a narrow range of scales Computational bottleneck (all pixels, all scales) Applied to robot global localization → we need real time feature extraction P. Suau and F. Escolano Bayesian filter for the Kadir scale-saliency detector 4 / 21 IBPRIA 2007 Introduction Method Experiments Conclusions Salient features X HD(s, x) = − Pd,s,x log2Pd,s,x d∈D Kadir and Brady algorithm (2001): most salient features between scales smin and smax P. -
Examining the Microlinks Technology Co., Ltd. UM-CAM Richard J
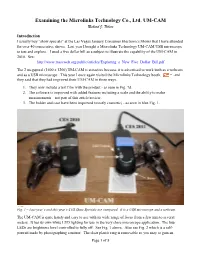
Examining the Microlinks Technology Co., Ltd. UM-CAM Richard J. Nelson Introduction I usually buy “show specials” at the Las Vegas January Consumer Electronics Shows that I have attended for over 40 consecutive shows. Last year I bought a Microlinks Technology UM-CAM USB microscope to test and explore. I used a five dollar bill as a subject to illustrate the capability of the UM-CAM in 2010. See: http://www.msscweb.org/public/articles/Exploring_a_New_Five_Dollar_Bill.pdf The 2 megapixel (1600 x 1200) UM-CAM is attractive because it is advertised to work both as a webcam and as a USB microscope. This year I once again visited the Microlinks Technology booth, ™ , and they said that they had improved their UM-CAM in three ways. 1. They now include a test film with the product - as seen in Fig. 7d. 2. The software is improved with added features including a scale and the ability to make measurements – not part of this article/review. 3. The holder and case have been improved (mostly cosmetic) - as seen in blue Fig. 1. TX! Photo Fig. 1 – Last year’s and this year’s CES Show Specials are compared. It is a USB microscope and a webcam. The UM-CAM is quite handy and easy to use with its wide range of focus from a few mm to several meters. It has its own white LED lighting for use in the very close microscope application. The four LEDs are brightness level controlled to fully off. See Fig. 1 above. Also see Fig. 2 which is a self- portrait made by photographing a mirror. -
Sobel Operator and Canny Edge Detector ECE 480 Fall 2013 Team 4 Daniel Kim
P a g e | 1 Sobel Operator and Canny Edge Detector ECE 480 Fall 2013 Team 4 Daniel Kim Executive Summary In digital image processing (DIP), edge detection is an important subject matter. There are numerous edge detection methods such as Prewitt, Kirsch, and Robert cross. Two different types of edge detectors are explored and analyzed in this paper: Sobel operator and Canny edge detector. The performance of two edge detection methods are then compared with several input images. Keywords : Digital Image Processing, Edge Detection, Sobel Operator, Canny Edge Detector, Computer Vision, OpenCV P a g e | 2 Table of Contents 1| Introduction……………………………………………………………………………. 3 2|Sobel Operator 2.1 Background……………………………………………………………………..3 2.2 Example………………………………………………………………………...4 3|Canny Edge Detector 3.1 Background…………………………………………………………………….5 3.2 Example………………………………………………………………………...5 4|Comparison of Sobel and Canny 4.1 Discussion………………………………………………………………………6 4.2 Example………………………………………………………………………...7 5|Conclusion………………………………………………………………………............7 6|Appendix 6.1 OpenCV Sobel tutorial code…............................................................................8 6.2 OpenCV Canny tutorial code…………..…………………………....................9 7|Reference………………………………………………………………………............10 P a g e | 3 1) Introduction Edge detection is a crucial step in object recognition. It is a process of finding sharp discontinuities in an image. The discontinuities are abrupt changes in pixel intensity which characterize boundaries of objects in a scene. In short, the goal of edge detection is to produce a line drawing of the input image. The extracted features are then used by computer vision algorithms, e.g. recognition and tracking. A classical method of edge detection involves the use of operators, a two dimensional filter. An edge in an image occurs when the gradient is greatest. -

Topic: 9 Edge and Line Detection
V N I E R U S E I T H Y DIA/TOIP T O H F G E R D I N B U Topic: 9 Edge and Line Detection Contents: First Order Differentials • Post Processing of Edge Images • Second Order Differentials. • LoG and DoG filters • Models in Images • Least Square Line Fitting • Cartesian and Polar Hough Transform • Mathemactics of Hough Transform • Implementation and Use of Hough Transform • PTIC D O S G IE R L O P U P P A D E S C P I Edge and Line Detection -1- Semester 1 A S R Y TM H ENT of P V N I E R U S E I T H Y DIA/TOIP T O H F G E R D I N B U Edge Detection The aim of all edge detection techniques is to enhance or mark edges and then detect them. All need some type of High-pass filter, which can be viewed as either First or Second order differ- entials. First Order Differentials: In One-Dimension we have f(x) d f(x) dx d f(x) dx We can then detect the edge by a simple threshold of d f (x) > T Edge dx ⇒ PTIC D O S G IE R L O P U P P A D E S C P I Edge and Line Detection -2- Semester 1 A S R Y TM H ENT of P V N I E R U S E I T H Y DIA/TOIP T O H F G E R D I N B U Edge Detection I but in two-dimensions things are more difficult: ∂ f (x,y) ∂ f (x,y) Vertical Edges Horizontal Edges ∂x → ∂y → But we really want to detect edges in all directions. -
Intel Corporation Annual Report 1999
clients networking and communications intel.com 1999 annual report the building blocks of the internet economy intc.com server platforms solutions and services 29.4 30 2.25 90 2.11 26.3 1.93 25.1 1.73 20.8 20 1.45 1.50 60 16.2 1.01 11.5 10 0.75 30 8.8 0.65 0.65 High 5.8 4.8 3.9 0.31 Close 0.24 0.20 Low INTEL CORPORATION 1999 0 0 0 90 91 92 93 94 95 96 97 98 99 90 91 92 93 94 95 96 97 98 99 90 91 92 93 94 95 96 97 98 99 Net revenues Diluted earnings per share Stock price trading ranges (Dollars in billions) (Dollars, adjusted for stock splits) by fiscal year (Dollars, adjusted for stock splits) 3,111 1999 facts and figures 3,000 45 2,509 Intel’s stock 38.4 2,347 35.5 35.6 price has risen 33.3 2,000 28.4 30 1,808 27.3 at a 48% 26.2 21.2 21.6 20.4 1,296 1,111 970 compound 1,000 15 780 618 517 annual growth 0 rate in the 0 90 91 92 93 94 95 96 97 98 99 90 91 92 93 94 95 96 97 98 99 Research and development Return on average (Dollars in millions, excluding purchased last 10 years. stockholders’ equity in-process research and development) (Percent) 9.76 4,501 9 Japan 4,500 7% 4,032 7.05 3,550 3,403 3,024 5.93 6 Asia- 3,000 Pacific North 5.14 23% America 2,441 43% 1,9 33 3.69 2.80 3 1,500 1,228 2.24 Machinery 948 & equipment 1.63 1.35 Europe 680 1.12 27% Land, buildings & improvements 0 0 90 91 92 93 94 95 96 97 98 99 90 91 92 93 94 95 96 97 98 99 Book value per share Geographic breakdown of 1999 revenues Capital additions to property, at year-end (Percent) plant and equipment† (Dollars, adjusted for stock splits) (Dollars in millions) Past performance does not guarantee future results. -

Edge Detection Low Level
Image Processing - Lesson 10 Image Processing - Computer Vision Edge Detection Low Level • Edge detection masks Image Processing representation, compression,transmission • Gradient Detectors • Compass Detectors image enhancement • Second Derivative - Laplace detectors • Edge Linking edge/feature finding • Hough Transform image "understanding" Computer Vision High Level UFO - Unidentified Flying Object Point Detection -1 -1 -1 Convolution with: -1 8 -1 -1 -1 -1 Large Positive values = light point on dark surround Large Negative values = dark point on light surround Example: 5 5 5 5 5 -1 -1 -1 5 5 5 100 5 * -1 8 -1 5 5 5 5 5 -1 -1 -1 0 0 -95 -95 -95 = 0 0 -95 760 -95 0 0 -95 -95 -95 Edge Definition Edge Detection Line Edge Line Edge Detectors -1 -1 -1 -1 -1 2 -1 2 -1 2 -1 -1 2 2 2 -1 2 -1 -1 2 -1 -1 2 -1 -1 -1 -1 2 -1 -1 -1 2 -1 -1 -1 2 gray value gray x edge edge Step Edge Step Edge Detectors -1 1 -1 -1 1 1 -1 -1 -1 -1 -1 -1 -1 -1 -1 1 -1 -1 1 1 -1 -1 -1 -1 1 1 1 1 -1 1 -1 -1 1 1 1 1 1 1 gray value gray -1 -1 1 1 1 -1 1 1 x edge edge Example Edge Detection by Differentiation Step Edge detection by differentiation: 1D image f(x) gray value gray x 1st derivative f'(x) threshold |f'(x)| - threshold Pixels that passed the threshold are -1 -1 1 1 -1 -1 -1 -1 Edge Pixels -1 -1 1 1 -1 -1 -1 -1 -1 -1 1 1 1 1 1 1 -1 -1 1 1 1 -1 1 1 Gradient Edge Detection Gradient Edge - Examples ∂f ∂x ∇ f((x,y) = Gradient ∂f ∂y ∂f ∇ f((x,y) = ∂x , 0 f 2 f 2 Gradient Magnitude ∂ + ∂ √( ∂ x ) ( ∂ y ) ∂f ∂f Gradient Direction tg-1 ( / ) ∂y ∂x ∂f ∇ f((x,y) = 0 , ∂y Differentiation in Digital Images Example Edge horizontal - differentiation approximation: ∂f(x,y) Original FA = ∂x = f(x,y) - f(x-1,y) convolution with [ 1 -1 ] Gradient-X Gradient-Y vertical - differentiation approximation: ∂f(x,y) FB = ∂y = f(x,y) - f(x,y-1) convolution with 1 -1 Gradient-Magnitude Gradient-Direction Gradient (FA , FB) 2 2 1/2 Magnitude ((FA ) + (FB) ) Approx. -

The Future of the Microprocessor Industry”
MASSACHUSETTS INSTITUTE OF TECHNOLOGY SLOAN SCHOOL OF MANAGEMENT 15.912 Technology Strategy Professor Rebecca Henderson “The Future of the Microprocessor Industry” Final Paper Juan Chaia Paulo Marchesan Bernardo Neves Cambridge, Massachusetts. May 11th, 2005 15.912 Technology Strategy Massachusetts Institute of Technology Professor Rebecca Henderson Sloan School of Management EXECUTIVE SUMMARY Intel has been one of the most successful companies in modern corporate history. They are the clear leader in the microprocessor industry, in which they have set the pace of technological advance in the past three decades. They were able to do this because of the uniqueness of its technology at the beginning, and the development of strong complementary assets, namely manufacturing expertise and branding, later on. As a consequence, Intel has been able to capture a significant portion of the value created by the microprocessor industry. However, the electronic microprocessor technology is reaching maturity, and may be subject to a disruption within the next two decades. In this paper, we predict that such disruption may come from microphotonics. Microphotonics technology, which very crudely uses photons for the transmission and processing of data, has been on the spotlight for at least a decade. According to experts from MIT, it may be ready to be used on commercial chips in a decade. Some large companies around the world, such as Pirelli, IBM, Lucent and others, are already making big bets that this will be the next chip technology. Our paper microphotonics analyzes different scenarios that the industry leader, Intel, may face if indeed microphotonics turns out to be the disruptive technology in the microprocessor industry. -

An Illuminated Stage Richard J
An Illuminated Stage Richard J. Nelson A microscope is like a good car, it should be powerful and strong. Unlike a car, however, a good microscope needs an assortment of accessories which, in some cases, may be more expensive than the microscope itself. Many simple accessories may be assembled from everyday items and most microscope users improvise in one way or another. I bought three USB Microscopes at the 2011 CES Show in Las Vegas, and I have been evaluating them - see Fig. 1. As with most product categories you will find a full range of designs – cheap to robust. Electronics technology also gets added to the mix when USB microscopes are considered. You may spend less than $100 or you may spend over $1,000. It was the CES “show specials” (low end) that prompted me to evaluate these three USB microscopes. Fig. 1 – My three 2011 CES “show special” USB microscopes. The three designs are shown at the right. See Appendix A for additional details. Each one has its unique advantages and disadvantages. As a technical writer I frequently need to include photos of small items so I thought that perhaps having a small simple USB microscope handy might make capturing small subject images easier. The image quality of these designs are getting better each year and the highest resolution design I saw at CES (expensive) was 5 megapixels. My Nikon stereo microscope and Sony 10.2 Megapixel DSC-TX1 usually handles most of my small subject image requirements. In the “old days” this would be called macro photography – where the subject image is one to ten times larger on the film. -

"Agfaphoto DC-833M", "Alcatel 5035D", "Apple Ipad Pro", "Apple Iphone
"AgfaPhoto DC-833m", "Alcatel 5035D", "Apple iPad Pro", "Apple iPhone SE", "Apple iPhone 6s", "Apple iPhone 6 plus", "Apple iPhone 7", "Apple iPhone 7 plus", "Apple iPhone 8”, "Apple iPhone 8 plus”, "Apple iPhone X”, "Apple QuickTake 100", "Apple QuickTake 150", "Apple QuickTake 200", "ARRIRAW format", "AVT F-080C", "AVT F-145C", "AVT F-201C", "AVT F-510C", "AVT F-810C", "Baumer TXG14", "BlackMagic Cinema Camera", "BlackMagic Micro Cinema Camera", "BlackMagic Pocket Cinema Camera", "BlackMagic Production Camera 4k", "BlackMagic URSA", "BlackMagic URSA Mini 4k", "BlackMagic URSA Mini 4.6k", "BlackMagic URSA Mini Pro 4.6k", "Canon PowerShot 600", "Canon PowerShot A5", "Canon PowerShot A5 Zoom", "Canon PowerShot A50", "Canon PowerShot A410", "Canon PowerShot A460", "Canon PowerShot A470", "Canon PowerShot A530", "Canon PowerShot A540", "Canon PowerShot A550", "Canon PowerShot A570", "Canon PowerShot A590", "Canon PowerShot A610", "Canon PowerShot A620", "Canon PowerShot A630", "Canon PowerShot A640", "Canon PowerShot A650", "Canon PowerShot A710 IS", "Canon PowerShot A720 IS", "Canon PowerShot A3300 IS", "Canon PowerShot D10", "Canon PowerShot ELPH 130 IS", "Canon PowerShot ELPH 160 IS", "Canon PowerShot Pro70", "Canon PowerShot Pro90 IS", "Canon PowerShot Pro1", "Canon PowerShot G1", "Canon PowerShot G1 X", "Canon PowerShot G1 X Mark II", "Canon PowerShot G1 X Mark III”, "Canon PowerShot G2", "Canon PowerShot G3", "Canon PowerShot G3 X", "Canon PowerShot G5", "Canon PowerShot G5 X", "Canon PowerShot G6", "Canon PowerShot G7", "Canon PowerShot -

A Comprehensive Analysis of Edge Detectors in Fundus Images for Diabetic Retinopathy Diagnosis
SSRG International Journal of Computer Science and Engineering (SSRG-IJCSE) – Special Issue ICRTETM March 2019 A Comprehensive Analysis of Edge Detectors in Fundus Images for Diabetic Retinopathy Diagnosis J.Aashikathul Zuberiya#1, M.Nagoor Meeral#2, Dr.S.Shajun Nisha #3 #1M.Phil Scholar, PG & Research Department of Computer Science, Sadakathullah Appa College, Tirunelveli, Tamilnadu, India #2M.Phil Scholar, PG & Research Department of Computer Science, Sadakathullah Appa College, Tirunelveli, Tamilnadu, India #3Assistant Professor & Head, PG & Research Department of Computer Science, Sadakathullah Appa College, Tirunelveli, Tamilnadu, India Abstract severe stage. PDR is an advanced stage in which the Diabetic Retinopathy is an eye disorder that fluids sent by the retina for nourishment trigger the affects the people with diabetics. Diabetes for a growth of new blood vessel that are abnormal and prolonged time damages the blood vessels of retina fragile.Initial stage has no vision problem, but with and affects the vision of a person and leads to time and severity of diabetes it may lead to vision Diabetic retinopathy. The retinal fundus images of the loss.DR can be treated in case of early detection. patients are collected are by capturing the eye with [1][2] digital fundus camera. This captures a photograph of the back of the eye. The raw retinal fundus images are hard to process. To enhance some features and to remove unwanted features Preprocessing is used and followed by feature extraction . This article analyses the extraction of retinal boundaries using various edge detection operators such as Canny, Prewitt, Roberts, Sobel, Laplacian of Gaussian, Kirsch compass mask and Robinson compass mask in fundus images. -

Robust Edge Aware Descriptor for Image Matching
Robust Edge Aware Descriptor for Image Matching Rouzbeh Maani, Sanjay Kalra, Yee-Hong Yang Department of Computing Science, University of Alberta, Edmonton, Canada Abstract. This paper presents a method called Robust Edge Aware De- scriptor (READ) to compute local gradient information. The proposed method measures the similarity of the underlying structure to an edge using the 1D Fourier transform on a set of points located on a circle around a pixel. It is shown that the magnitude and the phase of READ can well represent the magnitude and orientation of the local gradients and present robustness to imaging effects and artifacts. In addition, the proposed method can be efficiently implemented by kernels. Next, we de- fine a robust region descriptor for image matching using the READ gra- dient operator. The presented descriptor uses a novel approach to define support regions by rotation and anisotropical scaling of the original re- gions. The experimental results on the Oxford dataset and on additional datasets with more challenging imaging effects such as motion blur and non-uniform illumination changes show the superiority and robustness of the proposed descriptor to the state-of-the-art descriptors. 1 Introduction Local feature detection and description are among the most important tasks in computer vision. The extracted descriptors are used in a variety of applica- tions such as object recognition and image matching, motion tracking, facial expression recognition, and human action recognition. The whole process can be divided into two major tasks: region detection, and region description. The goal of the first task is to detect regions that are invariant to a class of transforma- tions such as rotation, change of scale, and change of viewpoint.