Effect of Annealing Process on Microstructure, Texture, And
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Bainite - from Nano to Macro Symposium on Science and Application of Bainite 1/2 June 2017 Dorint Hotel, Wiesbaden, Germany
Bainite - from nano to macro Symposium on science and application of Bainite 1/2 June 2017 Dorint Hotel, Wiesbaden, Germany Honoring Professor Sir Harshad K. D. H. Bhadeshia Proceedings Bainite – from nano to macro, Wiesbaden (Germany), 1/2 June 2017 Copyright © 2017 Arbeitsgemeinschaft Wärmebehandlung und Werkstofftechnik e. V. All rights reserved. No part of the contents of this publication may be reproduced or transmitted in any form by any means without the written permission of the publisher. Arbeitsgemeinschaft Wärmebehandlung und Werkstofftechnik e. V. Paul-Feller-Str. 1 28199 Bremen Germany www.awt-online.org image sources: bulk nanostructured steel (coloured micrograph) Source: Garcia-Mateo, Caballero, Bhadeshia; Dorint Hotels & Resorts; Harshad K. D. H. Bhadeshia; Wiesbaden Marketing GmbH. Bainite – from nano to macro, Wiesbaden (Germany), 1/2 June 2017 International Committee H. Altena (Austria) S. Denis (France) I. Felde (Hungary) B. Haase (Germany) S. Hock (UK) P. Jacquot (France) Ch. Keul (Germany) B. Kuntzmann (Switzerland) V. Leskovśek (Slovenia) K. Löser (Germany) S. Mackenzie (USA) D. Petta (Italy) H.-W. Raedt (Germany) R. Schneider (Austria) B. Smoljan (Croatia) P. Stolař (Czech Republic) G. Totten (USA) E. Troell (Sweden) B. Vandewiele (Belgium) H.-J. Wieland (Germany) Bainite – from nano to macro, Wiesbaden (Germany), 1/2 June 2017 Sponsors of Bainite – from nano to macro Bainite – from nano to macro, Wiesbaden (Germany), 1/2 June 2017 Foreword Bainite – from nano to macro Symposium on science and application of bainite honoring Prof. Sir Harshad K. D. H. Bhadeshia, Tata Professor for Metallurgy and Director of SKF University Technology Center at the University Cambridge, UK and Professor for Computational Metallurgy at Pohang University of Science and Technology, Korea. -
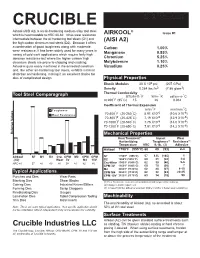
Crucible A2 Data Sheet
CRUCIBLE DATA SHEET Airkool (AISI A2) is an air-hardening medium alloy tool steel ® Issue #1 which is heat treatable to HRC 60-62. It has wear resistance AIRKOOL intermediate between the oil hardening tool steels (O1) and (AISI A2) the high carbon chromium tool steels (D2). Because it offers a combination of good toughness along with moderate Carbon 1.00% wear resistance, it has been widely used for many years in Manganese 0.85% variety of cold work applications which require fairly high abrasion resistance but where the higher carbon/ high Chromium 5.25% chromium steels are prone to chipping and cracking. Molybdenum 1.10% Airkool is quite easily machined in the annealed condition Vanadium 0.25% and, like other air-hardening tool steels, exhibits minimal distortion on hardening, making it an excellent choice for dies of complicated design. Physical Properties Elastic Modulus 30 X 106 psi (207 GPa) Density 0.284 lbs./in3 (7.86 g/cm3) Thermal Conductivity Tool Steel Comparagraph BTU/hr-ft-°F W/m-°K cal/cm-s-°C at 200°F (95°C) 15 26 0.062 Coefficient of Thermal Expansion ° ° Toughness in/in/ F mm/mm/ C ° ° -6 -6 Wear Resistance 70-500 F (20-260 C) 5.91 X10 (10.6 X10 ) 70-800°F (20-425°C) 7.19 X10-6 (12.9 X10-6) 70-1000°F (20-540°C) 7.76 X10-6 (14.0 X10-6) 70-1200°F (20-650°C) 7.91 X10-6 (14.2 X10-6) Relative Values Mechanical Properties Heat Treatment(1) Impact Wear Austenitizing Toughness(2) Resistance(3) Temperature HRC ft.-lb. -

Cold Rolled Steel Coils Arcelormittal Europe
ENVIRONMENTAL PRODUCT DECLARATION as per ISO 14025 and EN 15804 Owner of the Declaration ArcelorMittal Europe - Flat Products Programme holder Institut Bauen und Umwelt e.V. (IBU) Publisher Institut Bauen und Umwelt e.V. (IBU) Declaration number EPD-ARC-20200027-CBD1-EN ECO EPD Ref. No. ECO-00001269 Issue date 10/07/2020 Valid to 09/07/2025 Cold Rolled Steel Coils ArcelorMittal Europe www.ibu-epd.com | https://epd-online.com Umwelt Produktdeklaration Name des Herstellers – Name des Produkts General Information ArcelorMittal Europe Cold Rolled Steel Coils Programme holder Owner of the declaration IBU – Institut Bauen und Umwelt e.V. ArcelorMittal Europe – Flat Products Panoramastr. 1 24-26 Boulevard d’Avranches 10178 Berlin L-1160 Luxembourg Germany Luxembourg Declaration number Declared product / declared unit EPD-ARC-20200027-CBD1-EN The declaration applies to 1 ton of cold rolled steel coil. This declaration is based on the product Scope: category rules: The Life Cycle Assessment is based on data collected Structural steels, 07.2014 from the ArcelorMittal plants producing Cold Rolled (PCR checked and approved by the SVR) Coils, representing 95 % of the annual production from 2015. Issue date 10/07/2020 The owner of the declaration shall be liable for the underlying information and evidence; the IBU shall not Valid to be liable with respect to manufacturer information, life cycle assessment data and evidences. 09/07/2025 Verification The standard EN 15804 serves as the core PCR Independent verification of the declaration and data according to ISO 14025:2010 Dipl. Ing. Hans Peters internally x externally (chairman of Institut Bauen und Umwelt e.V.) Dr. -

Effect of Heat Treatment (Ferritizing) on Chemical Composition, Microstructure, Physical Properties and Corrosion Behaviour of Spheroidal Ductile Cast Iron
Asian Journal of Chemistry Vol. 19, No. 6 (2007), 4665-4673 Effect of Heat Treatment (Ferritizing) on Chemical Composition, Microstructure, Physical Properties and Corrosion Behaviour of Spheroidal Ductile Cast Iron A.R. ISMAEEL*, S.S. ABDEL REHIM† and A.E. ABDOU‡ Department of Chemistry, Faculty of Science, Garyounis University, Benghazi, Libya E-mail: [email protected] Two steps ferritizing technique was applied on ductile cast iron samples by austenitizing at 900ºC, air cooling to produce pearlite, ferritizing by reheating samples for different times at 700ºC and air cooling to room temperature. Chemical analysis and microstructure showed that as ferritizing time increased, an increase of percentage of ferrite, decrease of pearlite, with corresponding decrease in cementite and increase of free carbon in the form of spheroidal graphite. These changes explain the changes of physical (mechanical) properties repre- sented in the increase of percentage elongation, decrease of tensile strength and decrease in brinle hardness. Weight loss corrosion test technique was followed for investigation of corrosion rate of heat treated samples in 0.1 N H2SO4 solution, which show decrease in corrosion rate with increased ferritizing time. This was explained due to decrease of cathodic sites represented in cementite forming pearlitic lamella. The exception was in the early step of ferritizing, where the corrosion rate increased due to formation of secondary graphite acting as effec- tive cathodic sites. Key Words: Ferritizing, Pearlite, Austenitizing, Microstructure, Cementite, Spheroidal graphite, Cathodic, Corrosion, Secondary graphite. INTRODUCTION Ductile (nodular or spherulitic graphite) cast iron in which a part or all of the carbon is present in the form of a tiny spherical balls, of average 33 to 37 µm1-4. -

Heat Treating of Aluminum Alloys
ASM Handbook, Volume 4: Heat Treating Copyright © 1991 ASM International® ASM Handbook Committee, p 841-879 All rights reserved. DOI: 10.1361/asmhba0001205 www.asminternational.org Heat Treating of Aluminum Alloys HEAT TREATING in its broadest sense, • Aluminum-copper-magnesium systems The mechanism of strengthening from refers to any of the heating and cooling (magnesium intensifies precipitation) precipitation involves the formation of co- operations that are performed for the pur- • Aluminum-magnesium-silicon systems herent clusters of solute atoms (that is, the pose of changing the mechanical properties, with strengthening from Mg2Si solute atoms have collected into a cluster the metallurgical structure, or the residual • Aluminum-zinc-magnesium systems with but still have the same crystal structure as stress state of a metal product. When the strengthening from MgZn2 the solvent phase). This causes a great deal term is applied to aluminum alloys, howev- • Aluminum-zinc-magnesium-copper sys- of strain because of mismatch in size be- er, its use frequently is restricted to the tems tween the solvent and solute atoms. Conse- specific operations' employed to increase quently, the presence of the precipitate par- strength and hardness of the precipitation- The general requirement for precipitation ticles, and even more importantly the strain hardenable wrought and cast alloys. These strengthening of supersaturated solid solu- fields in the matrix surrounding the coher- usually are referred to as the "heat-treat- tions involves the formation of finely dis- ent particles, provide higher strength by able" alloys to distinguish them from those persed precipitates during aging heat treat- obstructing and retarding the movement of alloys in which no significant strengthening ments (which may include either natural aging dislocations. -

Structure/Property Relationships in Irons and Steels Bruce L
Copyright © 1998 ASM International® Metals Handbook Desk Edition, Second Edition All rights reserved. J.R. Davis, Editor, p 153-173 www.asminternational.org Structure/Property Relationships in Irons and Steels Bruce L. Bramfitt, Homer Research Laboratories, Bethlehem Steel Corporation Basis of Material Selection ............................................... 153 Role of Microstructure .................................................. 155 Ferrite ............................................................. 156 Pearlite ............................................................ 158 Ferrite-Pearl ite ....................................................... 160 Bainite ............................................................ 162 Martensite .................................... ...................... 164 Austenite ........................................................... 169 Ferrite-Cementite ..................................................... 170 Ferrite-Martensite .................................................... 171 Ferrite-Austenite ..................................................... 171 Graphite ........................................................... 172 Cementite .......................................................... 172 This Section was adapted from Materials 5election and Design, Volume 20, ASM Handbook, 1997, pages 357-382. Additional information can also be found in the Sections on cast irons and steels which immediately follow in this Handbook and by consulting the index. THE PROPERTIES of irons and steels -

New Extremely Low Carbon Bainitic High-Strength Steel Bar Having Excellent Machinability and Toughness Produced by TPCP Technology*
KAWASAKI STEEL TECHNICAL REPORT No. 47 December 2002 New Extremely Low Carbon Bainitic High-Strength Steel Bar Having Excellent Machinability and Toughness Produced by TPCP Technology* Synopsis: A non heat-treated high strength steel bar for machine structural use through a thermo-mechanical precipita- tion control process (hereafter, referred to as TPCP) has been developed. The newly developed TPCP is a tech- nique for controlling the strength of the steel by precipi- tation hardening effected with the benefit of an extremely low carbon bainitic microstructure. The carbon content Kazukuni Hase Toshiyuki Hoshino Keniti Amano of the steel is decreased to below 0.02 mass% for realiz- Senior Researcher, Dr. Eng., Senior Dr. Eng., General Plate, Shape & Joining Researcher, Plate, Manager, Plate, Shape ing the proper microstructure, which improves both the Lab., Shape & Joining Lab., & Joining Lab., notch toughness and machinability. In order to make the Technical Res. Labs. Technical Res. Labs. Technical Res. Labs. microstructure bainitic and to obtain effective precipita- tion hardening, some micro-alloying elements are added. The developed steel manufactured with these advanced techniques showed a higher impact value, higher yield strength and better machinability than those 1 Introdution of the quenched and tempered AISI 4137 steel. The impact value of the steel is 250 J/cm2 or more at room In the fields of automobiles and industrial machines temperature. The problem of the reduction in yield ratio, where carbon steels and low alloy steels -

Materials Technology – Placement
MATERIAL TECHNOLOGY 01. An eutectoid steel consists of A. Wholly pearlite B. Pearlite and ferrite C. Wholly austenite D. Pearlite and cementite ANSWER: A 02. Iron-carbon alloys containing 1.7 to 4.3% carbon are known as A. Eutectic cast irons B. Hypo-eutectic cast irons C. Hyper-eutectic cast irons D. Eutectoid cast irons ANSWER: B 03. The hardness of steel increases if it contains A. Pearlite B. Ferrite C. Cementite D. Martensite ANSWER: C 04. Pearlite is a combination of A. Ferrite and cementite B. Ferrite and austenite C. Ferrite and iron graphite D. Pearlite and ferrite ANSWER: A 05. Austenite is a combination of A. Ferrite and cementite B. Cementite and gamma iron C. Ferrite and austenite D. Pearlite and ferrite ANSWER: B 06. Maximum percentage of carbon in ferrite is A. 0.025% B. 0.06% C. 0.1% D. 0.25% ANSWER: A 07. Maximum percentage of carbon in austenite is A. 0.025% B. 0.8% 1 C. 1.25% D. 1.7% ANSWER: D 08. Pure iron is the structure of A. Ferrite B. Pearlite C. Austenite D. Ferrite and pearlite ANSWER: A 09. Austenite phase in Iron-Carbon equilibrium diagram _______ A. Is face centered cubic structure B. Has magnetic phase C. Exists below 727o C D. Has body centered cubic structure ANSWER: A 10. What is the crystal structure of Alpha-ferrite? A. Body centered cubic structure B. Face centered cubic structure C. Orthorhombic crystal structure D. Tetragonal crystal structure ANSWER: A 11. In Iron-Carbon equilibrium diagram, at which temperature cementite changes fromferromagnetic to paramagnetic character? A. -

Bainitic Transformation and Properties of Low Carbon Carbide-Free Bainitic Steels with Cr Addition
metals Article Bainitic Transformation and Properties of Low Carbon Carbide-Free Bainitic Steels with Cr Addition Mingxing Zhou, Guang Xu * , Junyu Tian, Haijiang Hu and Qing Yuan The State Key Laboratory of Refractories and Metallurgy, Key Laboratory for Ferrous Metallurgy and Resources Utilization of Ministry of Education, Wuhan University of Science and Technology, Wuhan 430081, China; [email protected] (M.Z.); [email protected] (J.T.); [email protected] (H.H.); [email protected] (Q.Y.) * Correspondence: [email protected]; Tel.: +86-027-6886-2813 Received: 28 June 2017; Accepted: 6 July 2017; Published: 10 July 2017 Abstract: Two low carbon carbide-free bainitic steels (with and without Cr addition) were designed, and each steel was treated by two kinds of heat treatment procedure (austempering and continuous cooling). The effects of Cr addition on bainitic transformation, microstructure, and properties of low carbon bainitic steels were investigated by dilatometry, metallography, X-ray diffraction, and a tensile test. The results show that Cr addition hinders the isothermal bainitic transformation, and this effect is more significant at higher transformation temperatures. In addition, Cr addition increases the tensile strength and elongation simultaneously for austempering treatment at a lower temperature. However, when the austempering temperature is higher, the strength increases and the elongation obviously decreases by Cr addition, resulting in the decrease in the product of tensile strength and elongation. Meanwhile, the austempering temperature should be lower in Cr-added steel than that in Cr-free steel in order to obtain better comprehensive properties. Moreover, for the continuous cooling treatment in the present study, the product of tensile strength and elongation significantly decreases with Cr addition due to more amounts of martensite. -

Crucible Steel Site
C~240:i ~.- tiXiUtlBJ IUrfS N70 If-tC· ,.),~ ..d-IN..~'.w~~.,f. LVNQi .................... L; t lAYI IflO ,- (. l~ ~l. FC'; ~~., ~ ( 'I'biiM ~ • Dul'kIn"- Jr •• 1fitora.y loJ' 'lAJ.AtLff JOHN r LYNCH ac IAAfO&'d ,laoe II J. S. C. •..,dc. JIIIW Jen~ 623-514) t.- 240.3 -9.9, 't7IUl:OA COURt' or .. JUSn C2IlUtC:DY DIV18JOIr ... uarsOll comrrr DOCiCItt 110. - JU&A.Ic VA.LLIT em ., COMC.tIII pubUo oorporation. .. ftAlwrlrr. ~' , -ft- gyu, ACtION CSISPIe\ lIT CAOCJIILa 'TD1. ClDalOU-TIOIr or Aaal~, 'aLDlJIQ M:lIUQJ. 1000 Iouth Pourt.b 'u••t Hard.on, -.v ".ne)'. 110 OOqlOnUon. hav1nog .ita principal oftice In the City ot . ... n, 'Oo\IAt)' Of ".u.. and 't.ate ot .WO .leney, .ar- ~.tl ... 1. ,ulAtUt u • body oorporate and politic. OJ'Nted• • tate ot Mew ".ney. 2. .1dlltUt• La .,.._te4 with tull pow.r and authority' and .u ch&rved with the duty ~ prevent the pollution ot the ..... ic tift%' aDd ita t.ributad ••• &Ad baa full power and au- thority to a •• which aU. power. &Ad duU •• are defined, ~te4 aDd hIpoaed aDder the la~ of the State of • ..., Jeruy. 1 '. = ;--.,· ... ; ..... 0 't'~~~ TIERRA-B-015617 . r .: a••• t forth In the Aevb.d Statute. of 11.-.oJ.uoy, 1937. '1'iUe . 58, Chapter 14, .a .uppl_ented and "'nded. '\. 3. Plaintiff further ahowl! that pur.uant to the powwr. and authority "..ted 1n it, W'Ider and by v1rtue of tho .tatute aforeaa14, the plAintiff. aet..1..n9W'Ider contract with certain -anicipalitl •• withln the ..... le valley S~rai. eo..LI.ionor.' C DbU'lct ••• def1Ae4 by 1IIv. -

BAT Guide for Electric Arc Furnace Iron & Steel Installations
Eşleştirme Projesi TR 08 IB EN 03 IPPC – Entegre Kirlilik Önleme ve Kontrol T.C. Çevre ve Şehircilik Bakanlığı BAT Guide for electric arc furnace iron & steel installations Project TR-2008-IB-EN-03 Mission no: 2.1.4.c.3 Prepared by: Jesús Ángel Ocio Hipólito Bilbao José Luis Gayo Nikolás García Cesar Seoánez Iron & Steel Producers Association Serhat Karadayı (Asil Çelik Sanayi ve Ticaret A.Ş.) Muzaffer Demir Mehmet Yayla Yavuz Yücekutlu Dinçer Karadavut Betül Keskin Çatal Zerrin Leblebici Ece Tok Şaziye Savaş Özlem Gülay Önder Gürpınar October 2012 1 Eşleştirme Projesi TR 08 IB EN 03 IPPC – Entegre Kirlilik Önleme ve Kontrol T.C. Çevre ve Şehircilik Bakanlığı Contents 0 FOREWORD ............................................................................................................................ 12 1 INTRODUCTION. ..................................................................................................................... 14 1.1 IMPLEMENTATION OF THE DIRECTIVE ON INDUSTRIAL EMISSIONS IN THE SECTOR OF STEEL PRODUCTION IN ELECTRIC ARC FURNACE ................................................................................. 14 1.2 OVERVIEW OF THE SITUATION OF THE SECTOR IN TURKEY ...................................................... 14 1.2.1 Current Situation ............................................................................................................ 14 1.2.2 Iron and Steel Production Processes............................................................................... 17 1.2.3 The Role Of Steel Sector in -

Advanced Ultra High Strength Bainitic Steels
ADVANCED ULTRA HIGH STRENGTH BAINITIC STEELS F. G. Caballero1, C. García-Mateo1, C. Capdevila1 and C. García de Andrés1 1 Centro Nacional de Investigaciones Metalúrgicas (CENIM-CSIC), Avda Gregorio del Amo, 8- E- 28040 Madrid, Spain. Te: +34 91 5538900, Fax: +34 91 5347425, e-mail of corresponding author: [email protected] Abstract: The addition of about 2 wt-% of silicon to steel enables the production of a distinctive microstructure consisting of a mixture of bainitic ferrite, carbon-enriched retained austenite and some martensite. The silicon suppresses the precipitation of brittle cementite, and hence should lead to an improvement in toughness. However, the full benefit of this carbide-free bainitic microstructure has frequently not been realised. This is because the bainite reaction stops well before equilibrium is reached. This leaves large regions of untransformed austenite which under stress decompose to hard, brittle martensite. The essential principles governing the optimisation of such microstructures are well established, particularly that an increase in the amount of bainitic ferrite in the microstructure is needed in order to consume the blocks of austenite. With careful design, impressive combinations of strength and toughness have been reported for high-silicon bainitic steels. More recently, it has been demonstrated experimentally that models based on phase transformation theory can be applied successfully to the design of carbide free bainitic steels. Toughness values of nearly 130 MPa m1/2 were obtained for strength in the range of 1600-1700 MPa. This compares well with maraging steels, which are at least thirty times more expensive. However, the concepts of bainite transformation theory can be exploited even further to design steels that transform to bainite at temperatures as low as 150 ºC.