Implementing the 5S Methodology for Lab Management I
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
CONTINUOUS IMPROVEMENT CONSULTING 2 First Choice Pocket Guide First Choice Pocket Guide 3
DHL FIRST CHOICE CONTINUOUS IMPROVEMENT CONSULTING 2 First Choice Pocket Guide First Choice Pocket Guide 3 CONTENTS Introduction 4 Methodologies 6 ACT 8 DMAIC 10 Lean 12 Tools 14 5S Methodology 16 5 Why 18 DILO (Day In Life Of) 20 Effort-Benefit-Matrix 22 Spaghetti Diagram 24 More information 27 To simplify the understanding of each tool a standard structure has been used for all tool deep-dives: Goals/Benefit: reasons for applying the tool / what’s in it for me When: recommendation of when tool can be applied Steps: guide on how to apply tool 4 First Choice Pocket Guide First Choice Pocket Guide 5 INTRODUCTION DHL First Choice is a DHL’s worldwide program to drive continuous improvement of processes and services. ‘Everybody, Every Day and Everywhere a little bit Better’ has enabled us to become and remain the first choice of our customers. This passion for continuous improvement is part of our DNA and is anchored in our corporate culture. It has allowed us to be a global market leader in logistics for many years now. We are happy to share our expertise and experience with you; now you too can experience what the First Choice approach can do for your company and your customers. We have already guided many customers in this process. Goal of DHL First Choice The goal is to create greater efficiency in your services and optimize your processes, with the help of our DHL First Choice experts. Improvements that increase your business performance and strengthen trust in your company. It will also positively impact your customer’s experience with your brand. -

Extension of the Lean 5S Methodology to 6S with an Additional Layer to Ensure Occupational Safety and Health Levels
sustainability Article Extension of the Lean 5S Methodology to 6S with An Additional Layer to Ensure Occupational Safety and Health Levels Mariano Jiménez 1,2 , Luis Romero 2,* , Jon Fernández 2, María del Mar Espinosa 2 and Manuel Domínguez 2 1 Department of Mechanical Engineering, Technical School of Engineering—ICAI, Comillas Pontifical University, 25, 28015 Madrid, Spain 2 Design Engineering Area, Industrial Engineering School, National Distance Education University (UNED), 38, 28015 Madrid, Spain * Correspondence: [email protected] Received: 12 June 2019; Accepted: 11 July 2019; Published: 12 July 2019 Abstract: This paper proposes an expansion of the Lean 5S methodology, which includes the concept of Safety–Security as 6S. Implementation was done by a standardized process tested in a pilot area that is part of the Integrated Industrial Manufacturing System Laboratory at the Higher Technical School of Engineering (ICAI). The additional 6S phase (Safety-Security) thoroughly reviews all areas of an industrial plant by analyzing the risks at each workstation, which let employees be fitted out with protection resources depending on each of their personal characteristics and to guarantee the safety of the workstation by strictly complying with occupational safety and health and machinery use standards, which must hold a CE certificate of compliance. The main objective was to increase the scope of 5S methodology to respond to the occupational safety and health needs for machines required in optimizing production processes. It is important to remember that companies must guarantee that their employees use personal protection equipment (PPE) at their work posts or stations that protect them properly from risks to their health and safety and that cannot be prevented or sufficiently limited by using collective means of protection or by adopting work organization measures. -
White Paper the PDCA Cycle and Management System Standards
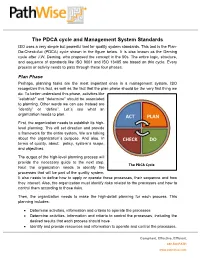
The PDCA cycle and Management System Standards ISO uses a very simple but powerful tool for quality system standards. This tool is the Plan- Do-Check-Act (PDCA) cycle shown in the figure below. It is also known as the Deming cycle after J.W. Deming, who proposed the concept in the 50s. The entire logic, structure, and sequence of standards like ISO 9001 and ISO 13485 are based on this cycle. Every process or activity needs to pass through these four phases. Plan Phase Perhaps, planning tasks are the most important ones in a management system. ISO recognizes this fact, as well as the fact that the plan phase should be the very first thing we do. To better understand this phase, activities like “establish” and “determine” should be associated to planning. Other words we can use instead are “identify” or “define”. Let´s see what an organization needs to plan. ACT PLAN First, the organization needs to establish its high- level planning. This will set direction and provide a framework for the entire system. We are talking about the organization´s purpose. And also, in CHECK DO terms of quality, about: policy, system´s scope, and objectives. The output of the high-level planning process will provide the necessary guide to the next step. The PDCA Cycle Next the organization needs to identify the processes that will be part of the quality system. It also needs to define how to apply or operate these processes, their sequence and how they interact. Also, the organization must identify risks related to the processes and how to control them according to those risks. -

The Concept and Implementation of Kaizen in an Organization
Global Journal of Management and Business Research: A Administration and Management Volume 19 Issue 1 Version 1.0 Year 201 Type: Double Blind Peer Reviewed International Research Journal Publisher: Global Journals Online ISSN: 2249-4588 & Print ISSN: 0975-5853 The Concept and Implementation of Kaizen in an Organization By Lubna Rahman Lina & Hafiz Ullah University of Dhaka Abstract- For continuous improvement in an organization, Japanese philosophy Kaizen is very popular. Flawless concepts of kaizen methodology and proper implementation of tools can lead to a successful kaizen program in a company. From the reviews of various case studies, it has revealed that most of the companies have implemented kaizen efficiently and observe better performance. Besides, some companies also failed to implement kaizen due to the lacking of proper knowledge about the concepts of kaizen. Keywords: kaizen, 5 why technique, 5s, 7 QC tools, 7 wastes, jidoka, PDCA cycle, poka-yoke. GJMBR-A Classification: JEL Code: M00 TheConceptandImplementationofKaizeninanOrganization Strictly as per the compliance and regulations of: © 2019. Lubna Rahman Lina & Hafiz Ullah. This is a research/review paper, distributed under the terms of the Creative Commons Attribution-Noncommercial 3.0 Unported License http://creativecommons.org/licenses/by-nc/3.0/), permitting all non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited. The Concept and Implementation of Kaizen in an Organization α σ Lubna Rahman Lina & Hafiz Ullah Abstract - For continuous improvement in an organization, over the longer term, without having to go through any Japanese philosophy Kaizen is very popular. Flawless radical innovation. It can be a much gentler and concepts of kaizen methodology and proper implementation employee-friendly way to institute the changes that must of tools can lead to a successful kaizen program in a occur as a business grows and adapts to its changing company. -

Agile and Devops Overview for Business
NELKINDA SOFTWARE CRAFT Ƅ TRAINING Agile and DevOps Overview for Business Duration: 2 Days Available Languages: English Audience Everyone who is steering or involved in software delivery: Business, Management, Operations, Development, for example: CxOs, managers, directors, team leads, systems administrators, development managers, business analysts, requirements engineers, architects, product owners, scrum masters, IT operations sta', IT stakeholders, developers, testers Goals Agile and DevOps are the big drivers of organizational transformation today. What do they mean? Where do they come from? What are their goals? How can they help my organization and my team? How can I use and implement them? And are there any side-e'ects or challenges to consider? Learn the answers to these questions in a holistic perspective from the CxO level to the code about what Agile and DevOps mean for organizations of all sizes. Contents • Business Case for Improving the Software Development Life Cycle ◦ Evolution of the Software Development Life Cycle (SDLC) ◦ Business Drivers of the SDLC Evolution ◦ Principles of Agile, DevOps, Extreme Programming (XP), and Software Craft ◦ Goals and Objectives of Agile, DevOps (Development Operations), XP, and Software Craft ◦ The Pipeline for Value Delivery • Essential Principles ◦ Manifesto for Agile Software Development ("Agile Manifesto") ◦ The Values and Principles of XP ◦ Manifesto of Software Craft ◦ The Two Values of Software ◦ The Deming (PDCA, plan-do-check-act) Cycle ◦ The XP Feedback Loops ◦ Parkinson's Law and Timeboxing ◦ Conway's Law, Organizational Structure and Cross-functional responsibility ◦ KPIs (Key Performance Indicators) and Drivers: Story-Point Velocity, Cycle Time, WIP (Work In Progress) limit ◦ Heisenberg's Uncertainty Principle of Agile Estimation 1/3 https://nelkinda.com/training/DevOps-Driven-Agile © Copyright 2015-2020 Nelkinda Software Craft Private Limited. -

Quality Control
Topic Gateway Series Quality control Quality Control Topic Gateway Series No. 37 1 Prepared by Bill Haskins and Technical Information Service July 2007 Topic Gateway Series Quality control About Topic Gateways Topic Gateways are intended as a refresher or introduction to topics of interest to CIMA members. They include a basic definition, a brief overview and a fuller explanation of practical application. Finally they signpost some further resources for detailed understanding and research. Topic Gateways are available electronically to CIMA members only in the CPD Centre on the CIMA website, along with a number of electronic resources. About the Technical Information Service CIMA supports its members and students with its Technical Information Service (TIS) for their work and CPD needs. Our information specialists and accounting specialists work closely together to identify or create authoritative resources to help members resolve their work related information needs. Additionally, our accounting specialists can help CIMA members and students with the interpretation of guidance on financial reporting, financial management and performance management, as defined in the CIMA Official Terminology 2005 edition. CIMA members and students should sign into My CIMA to access these services and resources. The Chartered Institute of Management Accountants 26 Chapter Street London SW1P 4NP United Kingdom T. +44 (0)20 8849 2259 F. +44 (0)20 8849 2468 E. [email protected] www.cimaglobal.com 2 Topic Gateway Series Quality control Definition Definitions -
Modular Kaizen: Dealing with Disruptions Is a Publication of the Public Health Foundation, with a Limited First Printing in March 2011
Modular kaizen: Dealing with Disruptions is a publication of the Public Health Foundation, with a limited first printing in March 2011. Suggested Citation Bialek, R, Duffy, G, Moran, J. Modular kaizen: Dealing with Disruptions. Washington, DC: the Public Health Foundation; 2011. Additional Resources To find other Quality Improvement publications, please visit the Public Health Foundation bookstore at: http://bookstore.phf.org/ To explore free tools, resources and samples, please visit the Public Health Foundation website at: http://www.phf.org/Pages/default.aspx _______________________________________________________________________ Modular kaizen: Dealing with Disruptions Modular kaizen Table of Contents Acknowledgement ii Preface and Overview iii Chapter 1: The Value of Performance Management 1 Chapter 2: The House of Modular kaizen 13 Chapter 3: Implementing Performance Improvement through Modular kaizen 23 Chapter 4: A System View of the Disrupted Process 31 Chapter 5: Focus on the Disruption – Develop the Response Team 45 Chapter 6: Modular Flow for Rapid Cycle Improvement 55 Chapter 7: Tri-Metric Matrix 69 Chapter 8: Standardizing and Controlling the New System 77 Chapter 9: Change Management 91 Chapter 10: Daily Work Management: Using Quality Improvement Skills in Daily Work 101 Appendices Appendix A: Dr. W. Edwards Deming 111 Appendix B: Additional References 113 Appendix C: Templates and Examples 117 Appendix D: Author Biographies 133 Index 135 i _______________________________________________________________________ Modular kaizen: Dealing with Disruptions Acknowledgements After ten years of practicing and developing the concepts of Modular kaizen, the authors thank the Centers for Disease Control and Prevention (CDC) for making possible the publication of this book, supported by Cooperative Agreement Number 3U38HM000518. The contents of this book are solely the responsibility of the authors and do not necessarily represent the official views of CDC. -

Application of the 5S-KAIZEN Approach in Improving the Productivity and Quality of the Healthcare System: an Operational Research
Application of the 5S-KAIZEN Approach in Improving the Productivity and Quality of the Healthcare System: An Operational Research Naglaa Abdel Khalek El-Sherbiny1 (MD); Asmaa Younis ELsary1* (MD); Eman H. Ibrahim1 (MD) 1. Department of Public Health, Faculty of Medicine-Fayoum University, Egypt. A R T I C L E I N F O A B S T R A C T Article type: Introduction: Quality is an important index in various aspects of life. The Original Article 5S-KAIZEN method is widely applied for the improvement of work environments. This systematic approach is fundamentally used to enhance the Article history: quality of services in all types of organizations. The present study aimed to Received: 8-Agust-2017 assess the application of the 5S-KAIZEN approach in improving the quality of Accepted: 29-Agust-2017 care provision in hospitals and evaluate its effects on the job satisfaction of the healthcare providers. Keywords: Materials and Methods: This interventional, operational research was Approach conducted at a teaching hospital. In-depth interviews were performed to obtain Operational the viewpoints of the physicians, and group discussions were held for nurses in Quality order to assess their satisfaction with the implementation of the 5S-KAIZEN 5S-KAIZEN approach in the work environment. Staff Results: Patient-hospital cycle time decreased by more than 50% after implementing the 5S-KAIZEN approach. In addition, the healthcare professionals believed that applying the 5S-KAIZEN approach saved time, money, and efforts, while reducing their daily workload and stress. Conclusion: According to the results, the 5S-KAIZEN approach could improve the standards in the healthcare work environment, support the safe practices leading to high-quality and efficient care services, enhance productivity at a low cost, and increase the satisfaction of the healthcare staff with their professional image and communication with the other personnel. -
Implementation of Lean Tools in Apparel Industry to Improve Productivity and Quality
Current Trends in Fashion Technology & Textile Engineering ISSN: 2577-2929 Review Article Curr Trends Fashion Technol Textile Eng Volume 4 - Issue 1 - July 2018 Copyright © All rights are reserved by Prakash C DOI: 10.19080/CTFTTE.2018.04.555628 Implementation of Lean Tools in Apparel Industry to Improve Productivity and Quality Mothilal B and Prakash C* Department of Fashion Technology, Sona College of Technology, India Submission: April 19, 2018; Published: July 02, 2018 *Corresponding author: Prakash C, Department of Fashion Technology, Sona College of Technology, India, Tel No: ; Fax: +91-427- 4099888; Email: Abstract The rapid change in apparel styles, deviation of order quantities and increasing quality levels at the lowest possible cut-rate, demand the market. To increase the productivity of the apparel industries we need to reduce the wastage of the manufacturing and time to manufacture the product.apparel manufacturing Lean is the tool industry to reduce to the be focusedwastage on in moreall process effective of apparel and efficient manufacturing, manufacturing reducing processes cost and for value survival added in anto theimmensely product. competitive This paper proposes the lean tool for the apparel industry to reduce the overall wastage of the industries. Keywords: Abbreviations:Apparel FMEA: industry; Failure Eco-efficiency; Mode and Effect Industrial Analysis; wastes; SFPS: Single Lean Failuretools Points; TPM: Total Productive Maintenance; OEE: Overall Equipment Effectiveness; PDCA: Plan-Do-Check-Act or Plan-Do-Check-Adjust; PDSA: Plan-Do-Study-Act Introduction Tapping D [1] observed that lean strategy is to eliminate wastes Lean tools from the process. Any excess in equipment’s, materials, parts, and working period beyond the requirement is generally referred as of waste (muda), the improvement of quality, and production waste. -

Using Six Sigma and Lean Principles to Improve Laboratory Operations
Using Six Sigma and Lean Principles to Improve Laboratory Operations Big Bang Makeover of the Clinical Laboratory: Key Lessons for Work Flow, Analyzers, and Service Improvements Atlanta, GA Purpose/Objectives • Purpose: – To provide an overview of using Six Sigma and Lean Principles in chartering, designing and implementing a full scale Lean project in a large laboratory setting. • Objectives: – Understand how each phase of DMAIC was used to execute a full scale Lean design effort – Understand which key Lean tools were used in measure/design/implementation – Understand how interactions of physical, process, technological, and organizational changes contribute to a large scale Lean effort. 1 Outline • Who we are • Why Improving Lab Operations is Important to Quest Diagnostics • The Journey • Key Learnings Who we are • Focus: – Patients – Growth – People • Vision: – Dedicated People Improving the Health of Patients Through Unsurpassed Diagnostic Insights • Company Background – 40,000+ Employees – 900+ Clinical Scientist PhDs/MDs – Patient Service Centers – Rapid Response to Esoteric Laboratories – 145 million patient encounters annually • Values: – Quality, Integrity, Innovation, Accountability, Collaboration, Leadership • Six Sigma/Lean Journey – 2000?2008 2 Why Improving Lab Operations is Important to Quest Diagnostics PATIENTS 1. Reduce Patient Anxiety Time 2. Reduce tests not performed PEOPLE 1. Shortage of technical workforce GROWTH 2. Staffing of night shift 1. Improve equipment utilization 3. Improve technical skills 2. Improve productivity 4. Reduce potential blood exposure 3. Improve supply utilization 5. Reduce ergonomic Injuries 6. Improve staff involvement The Journey 3 The Journey – Integrating Six Sigma Design DMAIC DMADV Lean Three Major Improvement Six Sigma Process Methodologies Management Measurement Systems Integration Complex project required adequate training/development Using DMAIC & Lean to Define Project PATIENTS 1. -

Bringing Lean to Life: Making Processes Flow in Healthcare
NH S Improving Quality BRINGING LEAN TO LIFE Making processes flow in healthcare IMPROVEMENT. PEOPLE. QUALITY. STAFF. DATA. SATcEknPoSw.leLdgEeAmNen. tsPATIENTS. PRODUCTIVITY. IDEAS. This document has been written in partnership by: RZEoë LDord ESIGN. MAPPING. SOLUTIONS. EXPERIENCE. Email: [email protected] Lisa Smith SEmHail:A [email protected] OCESSES. TOOLS. MEASURES. INVOLVEMENT. STRENGTH. SUPPORT. LEARN. CHANGE. TEST. IMPLEMENT. PREPARATION. KNOW-HOW. SCOPE. INNOVATION. FOCUS. ENGAGEMENT. DELIVERY. DIAGNOSIS. LAUNCH. RESOURCES. EVALUATION. NHS. PLANNING. TECHNIQUES. FRAMEWORK. AGREEMENT. UNDERSTAND. IMPLEMENTATION. SUSTAIN. Bringing Lean to Life - Making processes flow in healthcare Contents Introduction - what is the problem in healthcare? 4 Identifying waste 18 What is Lean? 6 Making value flow 21 A3 thinking 7 Understanding pull 22 An example A3 report 8 Understanding Takt time 23 The importance of data and measures 10 Using 5S to improve safety 24 Example statistical process control (SPC) charts 11 Plan, Do, Check, Adjust (PDCA) cycle 25 Current state value stream mapping 12 Continuous improvement 26 Analysing your current state and designing your 14 Value stream mapping symbols 27 future state value stream map Standard work to produce high quality every time 15 Visual management 16 3 4 Bringing Lean to Life - Making processes flow in healthcare Introduction - what is the problem in healthcare? We all come to work to do our very best - to The processes are to blame, not the people This booklet provides a basic introduction and achieve what we are capable of and to add real overview of Lean; the culture, principles and value for our patients and ensure clinical Often, there is ambiguity in how certain tasks tools to understand to enable you to tackle and expertise is supported by process excellence to should be performed – so people work it out for resolve issues within healthcare. -
Extending the A3: a Study of Kaizen and Problem Solving
VOLUME 30, NUMBER 3 July through September 2014 Abstract/Article 2 Extending the A3: A Study of References 14 Kaizen and Problem Solving Authors: Dr. Eric O. Olsen Keywords: Dr. Darren Kraker Lean Manufacturing / Six Sigma, Ms. Jessie Wilkie Management, Teaching Methods, Teamwork, Visual Communications, Information Technology, Quality Control PEER-REFEREED PAPER n PEDAGOGICAL PAPERS The Journal of Technology, Management, and Applied Engineering© is an official publication of the Association of Technology, Managment, and Applied Engineering, Copyright 2014 ATMAE 275 N. YORK ST Ste 401 ELMHURST, IL 60126 www.atmae.org VOLUME 30, NUMBER 2 The Journal of Technology, Management, and Applied Engineering JULY– SEPTEMBER 2014 Dr. Eric Olsen is Professor of Indus- Extending the A3: trial and Packaging Technology at Cal Poly in San Luis Obispo, California. A Study of Kaizen and Problem Solving Dr. Olsen teaches Dr. Eric O. Olsen, Mr. Darren Kraker, and Ms. Jessie Wilkie undergraduate and master’s courses in lean thinking, six sigma, and operations management. Dr. Olsen had over 20 years of industry experience in engineer- ing and manufacturing management ABSTRACT before getting his PhD at The Ohio State A case study of a continuous improvement, or kaizen, event is used to demonstrate how allowing “extended” University. His dissertation compared responses to the respective sections of lean A3 problem solving format can enhance student, teacher, and the financial performance of lean versus researcher understanding of problem solving. Extended responses provide background and reasoning that non-lean companies. Dr. Olsen continues are not readily provided by the frugal statements and graphics typically provided in A3s.