Quality and Reliability: APL's Key to Mission Success
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Orion First Flight Test
National Aeronautics and Space Administration orion First Flight Test NASAfacts Orion, NASA’s new spacecraft Exploration Flight Test-1 built to send humans farther During Orion’s flight test, the spacecraft will launch atop a Delta IV Heavy, a rocket built than ever before, is launching and operated by United Launch Alliance. While into space for the first time in this launch vehicle will allow Orion to reach an altitude high enough to meet the objectives for December 2014. this test, a much larger, human-rated rocket An uncrewed test flight called Exploration will be needed for the vast distances of future Flight Test-1 will test Orion systems critical to exploration missions. To meet that need, NASA crew safety, such as heat shield performance, is developing the Space Launch System, which separation events, avionics and software will give Orion the capability to carry astronauts performance, attitude control and guidance, farther into the solar system than ever before. parachute deployment and recovery operations. During the uncrewed flight, Orion will orbit The data gathered during the flight will influence the Earth twice, reaching an altitude of design decisions and validate existing computer approximately 3,600 miles – about 15 times models and innovative new approaches to space farther into space than the International Space systems development, as well as reduce overall Station orbits. Sending Orion to such a high mission risks and costs. altitude will allow the spacecraft to return to Earth at speeds near 20,000 mph. Returning -

Spacecraft & Vehicle Systems
National Aeronautics and Space Administration Marshall Space Flight Center Spacecraft & Vehicle Systems Engineering Solutions for Space Science and Exploration Marshall’s Spacecraft and Vehicle Systems Department For over 50 years, the Marshall Space Flight Center has devel- for assessment of the orbiter’s thermal protection system prior oped the expertise and capabilities to successfully execute the to reentry and for debris anomaly resolution. In addition, the integrated design, development, test, and evaluation of NASA Natural Environments group supported the day-of -launch I-Load launch vehicles, and spacecraft and science programs. Marshall’s Updates, provided the mean bulk propellant temperature forecast Spacecraft and Vehicle Systems Department (EV) has been a prior to each Shuttle launch, and performed radiation assessments major technical and engineering arm to develop these vehicles of Shuttle avionics systems. Members in the department also and programs in the areas of Systems Engineering & Integration co-chaired several propulsion SE&I panels including panels for (SE&I), flight mechanics and analysis, and structural design and Aerodynamics, Thermal, and Loads disciplines. analysis. EV has performed advanced research and development for future spacecraft and launch vehicle systems, and has estab- EV provides design and analysis support to numerous Science and lished technical partnerships and collaborations with other NASA Mission Systems projects, including the Environmental Control & centers, the Department of Defense, the Department of Energy, Life Support System (ECLSS), the Microgravity Science Research industry, technical professional societies, and academia in order Rack, and the Node elements for the International Space Station. to enhance technical competencies and advanced technologies The department also developed and maintains the Chandra for future spacecraft and vehicle systems. -

The Space Race
The Space Race Aims: To arrange the key events of the “Space Race” in chronological order. To decide which country won the Space Race. Space – the Final Frontier “Space” is everything Atmosphere that exists outside of our planet’s atmosphere. The atmosphere is the layer of Earth gas which surrounds our planet. Without it, none of us would be able to breathe! Space The sun is a star which is orbited (circled) by a system of planets. Earth is the third planet from the sun. There are nine planets in our solar system. How many of the other eight can you name? Neptune Saturn Mars Venus SUN Pluto Uranus Jupiter EARTH Mercury What has this got to do with the COLD WAR? Another element of the Cold War was the race to control the final frontier – outer space! Why do you think this would be so important? The Space Race was considered important because it showed the world which country had the best science, technology, and economic system. It would prove which country was the greatest of the superpowers, the USSR or the USA, and which political system was the best – communism or capitalism. https://www.youtube.com/watch?v=xvaEvCNZymo The Space Race – key events Discuss the following slides in your groups. For each slide, try to agree on: • which of the three options is correct • whether this was an achievement of the Soviet Union (USSR) or the Americans (USA). When did humans first send a satellite into orbit around the Earth? 1940s, 1950s or 1960s? Sputnik 1 was launched in October 1957. -

The SKYLON Spaceplane
The SKYLON Spaceplane Borg K.⇤ and Matula E.⇤ University of Colorado, Boulder, CO, 80309, USA This report outlines the major technical aspects of the SKYLON spaceplane as a final project for the ASEN 5053 class. The SKYLON spaceplane is designed as a single stage to orbit vehicle capable of lifting 15 mT to LEO from a 5.5 km runway and returning to land at the same location. It is powered by a unique engine design that combines an air- breathing and rocket mode into a single engine. This is achieved through the use of a novel lightweight heat exchanger that has been demonstrated on a reduced scale. The program has received funding from the UK government and ESA to build a full scale prototype of the engine as it’s next step. The project is technically feasible but will need to overcome some manufacturing issues and high start-up costs. This report is not intended for publication or commercial use. Nomenclature SSTO Single Stage To Orbit REL Reaction Engines Ltd UK United Kingdom LEO Low Earth Orbit SABRE Synergetic Air-Breathing Rocket Engine SOMA SKYLON Orbital Maneuvering Assembly HOTOL Horizontal Take-O↵and Landing NASP National Aerospace Program GT OW Gross Take-O↵Weight MECO Main Engine Cut-O↵ LACE Liquid Air Cooled Engine RCS Reaction Control System MLI Multi-Layer Insulation mT Tonne I. Introduction The SKYLON spaceplane is a single stage to orbit concept vehicle being developed by Reaction Engines Ltd in the United Kingdom. It is designed to take o↵and land on a runway delivering 15 mT of payload into LEO, in the current D-1 configuration. -

Recommended Practices for Human Space Flight Occupant Safety
Recommended Practices for Human Space Flight Occupant Safety Version 1.0 August 27, 2014 Federal Aviation Administration Office of Commercial Space Transportation 800 Independence Avenue, Room 331 7 3 Washington, DC 20591 0 0 - 4 1 C T Recommended Practices for Human Space Flight Page ii Occupant Safety – Version 1.0 Record of Revisions Version Description Date 1.0 Baseline version of document August 27, 2014 Recommended Practices for Human Space Flight Page iii Occupant Safety – Version 1.0 Recommended Practices for Human Space Flight Page iv Occupant Safety – Version 1.0 TABLE OF CONTENTS A. INTRODUCTION ............................................................................................................... 1 1.0 Purpose ............................................................................................................................. 1 2.0 Scope ................................................................................................................................ 1 3.0 Development Process ....................................................................................................... 2 4.0 Level of Risk and Level of Care ...................................................................................... 2 4.1 Level of Risk ................................................................................................................ 2 4.2 Level of Care ................................................................................................................ 3 5.0 Structure and Nature of the -

Build a Spacecraft Activity
UAMN Virtual Family Day: Amazing Earth Build a Spacecraft SMAP satellite. Image: NASA. Discover how scientists study Earth from above! Scientists use satellites and spacecraft to study the Earth from outer space. They take pictures of Earth's surface and measure cloud cover, sea levels, glacier movements, and more. Materials Needed: Paper, pencil, craft materials (small recycled boxes, cardboard pieces, paperclips, toothpicks, popsicle sticks, straws, cotton balls, yarn, etc. You can use whatever supplies you have!), fastening materials (glue, tape, rubber bands, string, etc.) Instructions: Step 1: Decide what you want your spacecraft to study. Will it take pictures of clouds? Track forest fires? Measure rainfall? Be creative! Step 2: Design your spacecraft. Draw a picture of what your spacecraft will look like. It will need these parts: Container: To hold everything together. Power Source: To create electricity; solar panels, batteries, etc. Scientific Instruments: This is the why you launched your satellite in the first place! Instruments could include cameras, particle collectors, or magnometers. Communication Device: To relay information back to Earth. Image: NASA SpacePlace. Orientation Finder: A sun or star tracker to show where the spacecraft is pointed. Step 3: Build your spacecraft! Use any craft materials you have available. Let your imagination go wild. Step 4: Your spacecraft will need to survive launching into orbit. Test your spacecraft by gently shaking or spinning it. How well did it hold together? Adjust your design and try again! Model spacecraft examples. Courtesy NASA SpacePlace. Activity adapted from NASA SpacePlace: spaceplace.nasa.gov/build-a-spacecraft/en/ UAMN Virtual Early Explorers: Amazing Earth Studying Earth From Above NASA is best known for exploring outer space, but it also conducts many missions to investigate Earth from above. -

Economic Benefits of Reusable Launch Vehicles for Space Debris Removal
68th International Astronautical Congress (IAC), Adelaide, Australia, 25-29 September 2017. Copyright ©2017 by the International Astronautical Federation (IAF). All rights reserved. IAC-17-A6.8.5 Economic Benefits of Reusable Launch Vehicles for Space Debris Removal Matthew P. Richardsona*, Dominic W.F. Hardyb a Department of Aeronautics and Astronautics, University of Tokyo, 7-3-1 Hongo, Bunkyo-ku, Tokyo, Japan 113- 8656, [email protected] b Nova Systems, 53 Ellenborough Street, Ipswich, Queensland, Australia 4305, [email protected] * Corresponding Author Abstract An analysis of cost savings which could be realized on active debris removal missions through the use of reusable launch vehicles has been performed. Launch vehicle price estimates were established for three levels of reusable launch vehicle development, based on varying levels of technological development and market competition. An expendable launch vehicle price estimate was also established as a point of comparison. These price estimates were used to form two separate debris removal mission cost estimates, based on previously-proposed debris removal mission concepts. The results of this analysis indicate that reusable launch vehicles could reduce launch prices to levels between 19.6% and 92.8% cheaper than expendable launch vehicles, depending on the level of RLV maturity. It was also determined that a reusable launch vehicle could be used to realize total active debris removal mission cost savings of between 2.8% (for a partially reusable launch -

A Pictorial History of Rockets
he mighty space rockets of today are the result A Pictorial Tof more than 2,000 years of invention, experi- mentation, and discovery. First by observation and inspiration and then by methodical research, the History of foundations for modern rocketry were laid. Rockets Building upon the experience of two millennia, new rockets will expand human presence in space back to the Moon and Mars. These new rockets will be versatile. They will support Earth orbital missions, such as the International Space Station, and off- world missions millions of kilometers from home. Already, travel to the stars is possible. Robotic spacecraft are on their way into interstellar space as you read this. Someday, they will be followed by human explorers. Often lost in the shadows of time, early rocket pioneers “pushed the envelope” by creating rocket- propelled devices for land, sea, air, and space. When the scientific principles governing motion were discovered, rockets graduated from toys and novelties to serious devices for commerce, war, travel, and research. This work led to many of the most amazing discoveries of our time. The vignettes that follow provide a small sampling of stories from the history of rockets. They form a rocket time line that includes critical developments and interesting sidelines. In some cases, one story leads to another, and in others, the stories are inter- esting diversions from the path. They portray the inspirations that ultimately led to us taking our first steps into outer space. NASA’s new Space Launch System (SLS), commercial launch systems, and the rockets that follow owe much of their success to the accomplishments presented here. -

SF-2100-PUG-00001 Rev F 2015-22-15 Payload Users Guide
Spaceflight, Inc. SF-2100-PUG-00001 Rev F 2015-22-15 Payload Users Guide Spaceflight, Inc. General Payload Users Guide 1505 Westlake Ave N., #600 Seattle, WA USA 98109 866.204.1707 [email protected] www.spaceflight.com i Spaceflight, Inc. SF-2100-PUG-00001 Rev F 2015-22-15 Payload Users Guide Document Revision History Rev Approval Changes ECN No. Sections / Approved Pages CM Date A 2011-09-16 Initial Release Updated electrical interfaces and launch B 2012-03-30 environments C 2012-07-18 Official release Updated electrical interfaces and launch D 2013-03-05 environments, reformatted, and added to sections Updated organization and formatting, E 2014-04-15 added content on SHERPA, Mini-SHERPA and ISS launches, updated RPA CG F* 2015-05-22 Overall update * The Spaceflight Payload User’s Guide is currently under revision with an update planned for release by end of 2017. Spacecraft accommodation details included herein should not be used to determine the absolute compatibility with launch opportunities. Sign up for Spaceflight’s mailing list to be notified when the next revision is released. ii Spaceflight, Inc. SF-2100-PUG-00001 Rev F 2015-22-15 Payload Users Guide Table of Contents 1 Introduction ........................................................................................................................... 8 1.1 Document Overview ........................................................................................................................ 8 1.2 Spaceflight Overview ...................................................................................................................... -
Reusable Ram Booster Launch Design Emphasizes Use of Existing
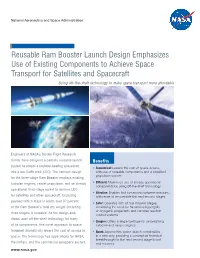
National Aeronautics and Space Administration technology opportunity Reusable Ram Booster Launch Design Emphasizes Use of Existing Components to Achieve Space Transport for Satellites and Spacecraft Using off-the-shelf technology to make space transport more affordable Engineers at NASA’s Dryden Flight Research Center have designed a partially reusable launch Benefits system to propel a payload-bearing spacecraft t Economical: Lowers the cost of space access, into a low Earth orbit (LEO). The concept design with use of reusable components and a simplified propulsion system for the three-stage Ram Booster employs existing turbofan engines, ramjet propulsion, and an already t Efficient: Maximizes use of already operational components by using off-the-shelf technology operational third-stage rocket to achieve LEO t Effective: Enables fast turnaround between missions, for satellites and other spacecraft. Excluding with reuse of recoverable first and second stages payload (which stays in orbit), over 97 percent t Safer: Operates with jet fuel in lower stages, of the Ram Booster’s total dry weight (including eliminating the need for hazardous hypergolic or cryogenic propellants and complex reaction three stages) is reusable. As the design also control systems draws upon off-the-shelf technology for many t Simpler: Offers a single fuel type for air-breathing of its components, this novel approach to space turbofan and ramjet engines transport dramatically lowers the cost of access to t Novel: Approaches space launch complexities space. The technology has applications for NASA, in a new way, providing a conceptual technical breakthrough for first and second stage boost the military, and the commercial aerospace sectors. -

The World's Spaceport
Strict security THE WORLD’S The French government, the CSG, and Arianespace follow strict security measures that meet the most rigorous international SPACEPORT and national agreements and requirements. Arianespace activities are characterized as highly security sensitive ones by the French governement and consequently very strict and rigorous measures are implemented with the Ideal location support of national authorities to satisfy both national and international requirements. They apply to the three launch The Guiana Space Center (CSG) offers ideal conditions for systems: Ariane 5, Soyuz, and Vega, and strictly limit access launching any payload to any orbit at any time. Located to spacecraft. at 5 degrees North latitude, its proximity to the equator provides an extra boost of energy due to the Earth’s Specifically, the security regime is compliant with requirements rotation – a slingshot effect that is greater here than at most governing the export of U.S. manufactured satellites or parts other launch sites. under the ITAR regulation. State-of-the-art facilities Safety mission TECHNICAL OVERVIEW The CSG provides modern Payload Preparation Facilities The CSG entities apply rigorous Safety Rules during each that are recognized for their high quality in the space launch campaign: this includes authorization of equipment industry. The facilities are capable of processing several use, operator certification, and permanent operation spacecrafts from different customers simultaneously, thanks monitoring. Any potentially dangerous activity is to be to vast clean-rooms and commodious infrastructure. reported to the CSG responsible, which in turn, makes certain Designed to support the rockets’ multiple launch capability that safety equipment and emergency response teams are SOYUZ and high launch tempo, the preparation facilities meet the poised to deal with any hazard. -

Draw Artemis: Orion Spacecraft
CREW MODULE Habitable space and supplies for FOUR CREW MEMBERS. Protects the crew from the harsh environment of space and the heat of reentry. ORION SPACECRAFT EUROPEAN SERVICE MODULE ORION’s EUROPEAN SERVICE MODULE protects THE NASA’s NASA’s SPACECRAFT FROM extreme hot & cold temperatures, Generates power, Supplies air & water To crew, propels Orion Hundreds of thousands of miles beyond Earth. WE ARE GOING! With the Artemis program, NASA will land the first woman and next man on the Moon by 2024, using innovative technologies to explore more of the lunar surface than ever before. learn more: nasa.gov/artemis THE SPACE LAUNCH SYSTEM World’s MOST POWERFUL ROCKEt THE GATEWAY OUTPOST ORBITING THE MOON ARTEMIS GENERATION SPACE SUITS ORION SPACECRAFT Designed for deep space LET’S DRAW oRION CAN BE DRAWN USING SIMPLE This activity 1. THE ORION SHAPES. tHE CREW MODULE IS A CONE and SUPPLY LIST requires a tHE SERVICE MODULE IS A SET OF TUBES. pencil and a SPACECRAFT uSING THE PENCIL, DRAW A HORIZONTAL PENCIL WITH black pen or a ERASER LINE AND A SERIES OF ovals THAT you marker. You will will use to create THE BASIC SHAPE bLACK PEN OR use the pencil MARKER OF THE SPACECRAFT. to draw the SHEET OF PAPER guidelines and the marker to draw the final shapes. For every step, the current shapes to be drawn are shown in red. DRAW THESE SHAPES USING A pencil draw crew and Draw the Outline of the first Outline the marked parts of Outline the marked 2. service oval and Draw lines (A) to the the second and third ovals and part of the Fifth inside of the second oval.