Abstract JIAJUN, LIU. Ink Limiting and Its Impact On
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

In Concert with Teaching Strategies That Have a Solid Theoretical Basis
1 www.onlineeducation.bharatsevaksamaj.net www.bssskillmission.in “Teaching and Learning Technology”. In Section 1 of this course you will cover these topics: Learning And Instruction Computer Applications In Education The Impact Of The Computer On Education Topic : Learning And Instruction Topic Objective: At the end of this topic student would be able to understand: Computer's Role In Instruction Instructional Technology Early Applications The Internet Era Outcomes Research Social Context Gagne's Nine Events of Instruction Definition/Overview: The first topic establishes a framework for looking at the computer's role in instruction and examines its role in student learning. A brief review of behaviorist and constructivist theories of instruction and learning is presented. The intent is to demonstrate that the computer can be a practical tool usedWWW.BSSVE.IN in concert with teaching strategies that have a solid theoretical basis. We recognize that thinking patterns and learning styles vary and that many different cognitive processes and intelligences should be valued. This topic presents a brief overview of types of intelligences, perception and motivation in order to emphasize the importance of analyzing student populations and matching instructional materials to student needs. Recognizing the important role that software plays in instruction and learning, a good deal of discussion takes place on the selection and evaluation of effective software. www.bsscommunitycollege.in www.bssnewgeneration.in www.bsslifeskillscollege.in 2 www.onlineeducation.bharatsevaksamaj.net www.bssskillmission.in Key Points: 1.Computer's Role in Instruction American education has long incorporated technology in K-12 classrooms tape recorders, televisions, calculators, computers, and many others. -

LEXINGTON HOTEL COLLECTION Is Crafted to PERFECTION and Ready to Bring Into Your HOME
the new LEXINGTON HOTEL COLLECTION is crafted to PERFECTION and ready to bring into your HOME LEXINGTON HOTEL COLLECTION CHECKING IN AT HOME QUALITY IS ICONIC SLEEPING IN YOUR OWN BED IS BETTER LEXINGTON HOTEL COLLECTION WHEN YOU HAVE THE HOTEL LUXURY AT HOME Why start off your vacation with traffic jam, overbooked flights and lost luggage, when you could stay at home instead? Next time you get some time off, take a break from daily life, unplug and stage the ultimate staycation. INSPIRED BY TRAVELS READY TO BRING HOME ALREADY CHECKED IN Lexington Hotel Collection is a bedding series inspired in their own beds. The collection consists of unique, by our many hotel experiences. We’ve scoured many crispy percale; a paisley-patterned jacquard sateen with hotels for the best bedding qualities before finding the extra sheen, a woven stripe in Tenceltm that breathes feeling we have been looking for and could offer it to and last, but not least, a soft, light flannel that’s cozy. customers who want to recreate the same experience So stay at home – you are already checked in. the collection consists of unique, CRISPY PERCALE; a paisley-patterned JACQUARD SATEEN with extra sheen, a woven stripe in TENCELtm that breathes and last, but not least, a soft, LIGHT FLANNEL that’s cozy. MIX AND MATCH LEXINGTON HOTEL maintaining the same softness and Lexington Hotel Sateen Jacquard has PERCALE coziness as any other Lexington flannel. the intricate pattern on a sateen surface Percale is a closely woven plain-weave It is a confection designed with a classic which adds to its luxurious softness and fabric. -
A Method of Content-Based Image Retrieval for the Generation of Image Mosaics
University of Central Florida STARS Electronic Theses and Dissertations, 2004-2019 2007 A Method Of Content-based Image Retrieval For The Generation Of Image Mosaics Michael Snead University of Central Florida Part of the Computer Engineering Commons Find similar works at: https://stars.library.ucf.edu/etd University of Central Florida Libraries http://library.ucf.edu This Masters Thesis (Open Access) is brought to you for free and open access by STARS. It has been accepted for inclusion in Electronic Theses and Dissertations, 2004-2019 by an authorized administrator of STARS. For more information, please contact [email protected]. STARS Citation Snead, Michael, "A Method Of Content-based Image Retrieval For The Generation Of Image Mosaics" (2007). Electronic Theses and Dissertations, 2004-2019. 3358. https://stars.library.ucf.edu/etd/3358 A METHOD OF CONTENT-BASED IMAGE RETRIEVAL FOR THE GENERATION OF IMAGE MOSAICS by MICHAEL CHRISTOPHER SNEAD B.S. University of Central Florida, 2005 A thesis submitted in partial fulfillment of the requirements for the degree of Master of Science in the School of Electrical Engineering and Computer Science in the College of Engineering & Computer Science at the University of Central Florida Orlando, Florida Spring Term 2007 © 2007 Michael Christopher Snead ii ABSTRACT An image mosaic is an artistic work that uses a number of smaller images creatively combined together to form another larger image. Each building block image, or tessera, has its own distinctive and meaningful content, but when viewed from a distance the tesserae come together to form an aesthetically pleasing montage. This work presents the design and implementation of MosaiX, a computer software system that generates these image mosaics automatically. -

First Semester
NATIONAL UNIVERSITY F o u r t h Y e a r S y l l a b u s D e p a r t m e n t of Computer Science and Engineering Four Year B.Sc. Honours Course Effective from the Session: 2017–2018 National University Subject: Computer Science and Engineering Syllabus for Four Year B.Sc. Honours Course Effective from the Session: 2017-2018 Year wise courses and marks distribution FOURTH YEAR Semester VII Course Code Course Title Credit Hours 540201 Artificial Intelligence 3.0 540202 Artificial Intelligence Lab 1.5 540203 Compiler Design and Construction 3.0 540204 Compiler Design Lab 1.5 540205 Computer Graphics 3.0 540206 Computer Graphics Lab 1.5 540207 E-Commerce and Web Engineering 3.0 540208 E-Commerce and Web Engineering Lab 1.5 Total Credits in 7th Semester 18.0 Semester VIII Course Code Course Title Credit Hours Major Theory Courses 540209 Network and Information Security 3.0 540210 Network and Information Security Lab 1.5 540211 Information System Management 3.0 Project/Industry Attachment 540240 Project/Industry Attachment 6.0 Optional Course (any one) 3.0 540212 Simulation and Modeling 540214 Parallel and Distributed Systems 540216 Digital Signal Processing 540218 Digital Image Processing 540220 Multimedia 540222 Pattern Recognition 540224 Design and Analysis of VLSI Systems 540226 Micro-controller and Embedded System 540228 Cyber Law and Computer Forensic 540230 Natural Language Processing 540232 System Analysis and Design 540234 Optical Fiber Communication 540236 Human Computer Interaction 540238 Graph Theory Page 2 of 18 Optional Course -

Domain Meson
Domain meson C9 013 19.5 Preparing for.Retirementi Crisis or ,Challenge? , Usaring'Before-the Subcommittee on:Retirement Income.. and Employment of the Select Committeeon Aging, souse of RePros'eptatiyett4-NiteiY-pifthCongress, .SeCOnd.SesSiOn, June 19, 1978 -* ERSITOTION. COngkeis of the. U.S., Wadhington, D.0. HouseAelect COkimittee.ou-Aging. - -408'.DATE .19 Jun 78 ! , ' NOT! .219-p-,-;-,lotava-i-lable=i-nAlardcopy-d-usto targinAi. legibility:of originaldoctilient 'ATAILABLE FROM Superintendent of DocuRents,W.S..Government Printing Office, Washington, D.C. ',20402.- . IDES PRICE Postage.... pc. Not AVailOble.from EpPs. DESCRIPTORS' erontology; Incoie4 *Indilidnal Needs; *Lift Older Adultsi.PersOnal AdjUstment; *Quality of *Retirement:: Self Actualization ^' ABSTRACT . The materials contained in these bearings 'represent the statements of witnesses before one of the Subcommitteesof the Committee on Aging of the House of Representatives.Witnesses pclude members of-Congreis, persons affiliated with the Adainistratipnop Aging.and,ths U.S. Civil Service Comiissidn, representativesof various labor unions, those working with several gerontologyprograa 'andmational .associations fOr retired programs, andistateand local governient officials. The statements addressthe following areas of coucerfi:prefetiremeiet planning, financial andinsurance needs, u leidure:time, health, social relations and personal safety. Specific-models and suggestions for Trerstirement educationprogr as are included in the appendices. (HLM) . .4 N T . " .' Z 4 4, . J. -

Ailoring and Dressmaklng Serles LINING A. SKIRT Or DRESS Today's
ailoring and dressmaklng serles LINING a. SKIRT or DRESS Today’s fashions and fabrics often call for linings. This raises questions among the home seamstresses regarding types of lining and how to attach these to the garment. Lining serves many purposes. It: 0 gives a professional look and adds quality adds body and/or opacity to lightweight or thin fabric 0 gives roundness to structural lines where needed 0 prevents sagging, stretch or “sitting out” in straight skirts (helps to preserve shape of garment) - gives longer service to the garment 0 helps to eliminate wrinkles A distinction should be made among four sometimes confusing terms: 1. Lining refers to a material that partially or entirely covers the inside of a garment. It is assembled separately as though it were a second garment. It . finishes the wrong side of the garment as well as serving the purposes listed (g above. For better fit and more strength it should be cut on the same grain as the outer fabric. 2. Underlining is a material which is cut in the shape of the garment pieces. The underlining sections are staystitched to the corresponding outer fabric sections before any seams are joined. This is especially good for loosely woven or thin fabrics. This treatment is usually called “double fabric con- struction.” It is also called backing or underlay. 3. Interlining is usually thought of as giving warmth to a coat as well as giving some shape. The interlining is cut to match the garment pieces and is placed between the lining and the outer fabric. -

Working with Colors
Working With Colors INK: The physical form of color; Ink is how color is applied to paper There are two different types of inks: • TRANSPARENT INKS are commonly used in printing • OPAQUE INKS are considered a specialty ink and generally cost more COLOR: in printing, there are two types of color modes: • SPOT COLOR; aka: Match color, PMS color, Solid color • 4-COLOR PRocESS; aka: Process, CMYK Working With Colors With Working SPot COLOR • A pre-mixed color; a color mixed prior to the printing press PMS : PANtoNE MAtcHING SYSTEM • Color system that has several color libraries for reference in reproducing color • Popular PMS color libraries: • Spot color Formula guide (coated, uncoated, and matte versions) solid color guide that identifies specific colors • 4-Color Process Guide (coated and uncoated versions) identifies colors using CMYK inks • Color Bridge (coated and uncoated versions) using the colors from the spot color Formula guide this book shows the difference Working With Colors With Working between a spot color and the same color when converted to CMYK • Metallic Inks • Pastels • Tints • www.pantone.com COATED: Paper stock that has been treated with a special coating in order to have a glossy appearance. • Ink sits on this type of paper stock as a result of the glossy coating • Colors appear to be brighter compared to uncoated paper Matte: coated paper stock that has been dulled UNcoATED : Paper stock that has not been treated; it has no coating. • Ink is absorbed into this type of paper stock • Ink color appears darker and duller Working With Colors With Working BENEFit OF USING SPot coLOR: • consistent color within a print job. -

Improving Photometric Calibration of Meteor Video Camera Systems
Improving Photometric Calibration of Meteor Video Camera Systems Steven Ehlerta, Aaron Kingeryb, and Robert Suggsc aQualis Corporation/Jacobs ESSSA Contract, NASA Meteoroid Environment Office, Marshall Space Flight Center, Huntsville, AL, USA, 35812 bERC/Jacobs ESSSA Contract, NASA Meteoroid Environment Office, Marshall Space Flight Center, Huntsville, AL, USA, 35812 cNASA Meteoroid Environment Office, Marshall Space Flight Center, Huntsville, AL, USA, 35812 Abstract We present the results of new calibration tests performed by the NASA Me- teoroid Environment Office (MEO) designed to help quantify and minimize systematic uncertainties in meteor photometry from video camera observa- tions. These systematic uncertainties can be categorized by two main sources: an imperfect understanding of the linearity correction for the MEO's Watec 902H2 Ultimate video cameras and uncertainties in meteor magnitudes aris- ing from transformations between the Watec camera's Sony EX-View HAD bandpass and the bandpasses used to determine reference star magnitudes. To address the first point, we have measured the linearity response of the MEO's standard meteor video cameras using two independent laboratory tests on eight cameras. Our empirically determined linearity correction is critical for performing accurate photometry at low camera intensity levels. With regards to the second point, we have calculated synthetic magnitudes in the EX bandpass for reference stars. These synthetic magnitudes enable direct calculations of the meteor's photometric flux within the camera band- Preprint submitted to Planetary and Space Science August 22, 2016 pass without requiring any assumptions of its spectral energy distribution. Systematic uncertainties in the synthetic magnitudes of individual reference stars are estimated at ∼ 0:20 mag, and are limited by the available spec- tral information in the reference catalogs. -
Fabric2u- Stock Fabric Service
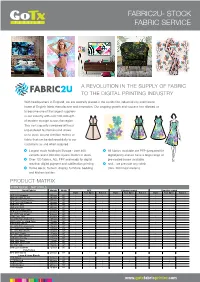
FABRIC2U- STOCK FABRIC SERVICE A REVOLUTION IN THE SUPPLY OF FABRIC TO THE DIGITAL PRINTING INDUSTRY With headquarters in England, we are centrally placed in the worlds first industrial city and historic home of English fabric manufacture and innovation. Our ongoing growth and success has allowed us to become one of the largest suppliers in our industry with over 100,000sq/ft. of modern storage across the region. This vast capacity combined with our unparalleled fast turnaround allows us to stock around 4 million metres of fabric that can be delivered daily to our customers as and when required. Largest stock holding in Europe - over 400 All fabrics available are PFP (prepared for variants and 4,000,000 square meters in stock digital print) and we have a large range of Over 120 fabrics, ALL PFP and ready for digital pre-coated bases available reactive, digital pigment and sublimation printing and... we pre-coat any fabric Home decor, fashion, display, furniture, bedding (min. 200 linear meters) and kitchen textiles PRODUCT MATRIX PRINTBASE - NATURALS Stock Fabrics Weight Width PFP Pigment coated Reactive coated Optic Non Optic Natural Optic Non Optic Natural Optic Non Optic Natural BHS 3042 Hopsack 393gsm 60" • • • • • BBD 2833 Bull Denim 393gsm 60" • • BHP 2803 Prem Panama 309gsm 60" • • • BHP 1803 Half Panama 309gsm 60" • • • • • • BDR 3111 Drill 300gsm 60" • BDR 6903 Drill 255gsm 60" • • • • • BWS 3014 Warp Satin 246gsm 56" • • • • • • • BHP 2218 Half Panama 230gsm 60" • • • • • • BC 3117 Plain 2 Fold 216gsm 60" • • BTW 2386 Twill -
C O L L E C T I O N 2 0
COLLECTION 2021 Looking back at a most unusual year, I can now see the gifts that were hidden deep within. Keeping my family and business safe, concerns for my community, my aging parents, my employees, overflowing laundry baskets, hungry teenagers, too much screen time, canceled plans, ongoing uncertainty in almost every aspect of life. With all of that, I decided to make time my gift. I spent time reflecting and walking, walking and reflecting. The result of both has been the ability to boldly take on 2021 with a refreshed spirit and renewed energy. I’ve let the challenges inspire me. Every aspect of my business was scrutinized and reviewed. Every closet in my house was cleaned and organized. From home, to the office and beyond, I tried to look at everything with a fresh eye. One of those “new normals” is the face mask. Certainly not an accessory I had ever imagined adding to the collection, but one that is here to stay for the foreseeable future. We have chosen to offer face masks in two of our favorite fabrics. Ashby is a puckered linen offered in 4 colors (white, ivory, natural and blue). Ashby masks are comfortable and give an updated modern look that blends effortlessly with any clothing, day or night. Vintage Velvet (in 18 colors) gives you a little bit of glamour and you’ll love the extra warmth in cooler climates. Both are made with 3 layers, including the decorative top layer, and inner layer of PelonTM to trap fibers and a comfortable breathable layer of 400 TC sheeting with elastic ear loops. -

Chapter 2 Fundamentals of Digital Imaging
Chapter 2 Fundamentals of Digital Imaging Part 4 Color Representation © 2016 Pearson Education, Inc., Hoboken, 1 NJ. All rights reserved. In this lecture, you will find answers to these questions • What is RGB color model and how does it represent colors? • What is CMY color model and how does it represent colors? • What is HSB color model and how does it represent colors? • What is color gamut? What does out-of-gamut mean? • Why can't the colors on a printout match exactly what you see on screen? © 2016 Pearson Education, Inc., Hoboken, 2 NJ. All rights reserved. Color Models • Used to describe colors numerically, usually in terms of varying amounts of primary colors. • Common color models: – RGB – CMYK – HSB – CIE and their variants. © 2016 Pearson Education, Inc., Hoboken, 3 NJ. All rights reserved. RGB Color Model • Primary colors: – red – green – blue • Additive Color System © 2016 Pearson Education, Inc., Hoboken, 4 NJ. All rights reserved. Additive Color System © 2016 Pearson Education, Inc., Hoboken, 5 NJ. All rights reserved. Additive Color System of RGB • Full intensities of red + green + blue = white • Full intensities of red + green = yellow • Full intensities of green + blue = cyan • Full intensities of red + blue = magenta • Zero intensities of red , green , and blue = black • Same intensities of red , green , and blue = some kind of gray © 2016 Pearson Education, Inc., Hoboken, 6 NJ. All rights reserved. Color Display From a standard CRT monitor screen © 2016 Pearson Education, Inc., Hoboken, 7 NJ. All rights reserved. Color Display From a SONY Trinitron monitor screen © 2016 Pearson Education, Inc., Hoboken, 8 NJ. -

Saint-Malo Place De La Poissonnerie Balade À Dinan, Au Rythme De L’Horloge Et De La Place Saint-Sauveur Lunettes Blinde
PRINTEMPS 2008 - N°1 DiverCitéEmeraude Ceux qui font le changement sur la Côte d’Emeraude QUARTIERS Le chic-mode “made in” Saint-Malo Place de la Poissonnerie Balade à Dinan, au rythme de l’horloge et de la Place Saint-Sauveur Lunettes Blinde ncent, 32 avenue Charles Bedaux, 37000 Tours chez Voir et Plus Habillée par Vero Moda Dossier chez Case LE BIO plus qu’une tendance, un phénomène à suivre ! Banque et populaire à la fois Faites Faites la différence Encart au TV Magazine du 25/04/08. Pour les mentions légales, consulter les quotidiens de référence. Impression : Imprimerie Vi Impression Encart au TV Magazine du 25/04/08. Pour les mentions légales, consulter quotidiens de référence. 5 Ceux qui font le changement QUARTIERS DES BONS MOMENTS 11 Le chic-mode “made-in” Saint-Malo SHOPPING, Place de la Poissonnerie ÇA VOUS BRANCHE ? 15 Balade à Dinan au rythme de l’Horloge et de la place Saint-Sauveur Elle attire les touristes du monde entier, son horizon, ses 19 DOSSIER rochers à marée basse qui s’étalent à perte de vue, sa LE BIO mer parfois bleue souvent émeraude, déchaînée ou paisible, son sable et ses enfants qui jouent. Telle une plus qu’une tendance pierre précieuse au fond d’un écrin, elle rayonne, les un phénomène à suivre ! brises y passent sans s’estomper, son histoire se décline à l’infini. Le rêveur y songe en toute quiétude, l’homme d’affaire y fait son business, le poète y trouve l’inspiration A VOS COUVERTS et la vie s’y engouffre.