Biofuel Production from Chinese Tallow Tree Seeds Using
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Jatropha: a Multipurpose Plant with Considerable Potential for the Tropics
Scientific Research and Essays Vol. 6(13), pp. 2597-2605, 4 July, 2011 Available online at http://www.academicjournals.org/SRE DOI: 10.5897/SRE10.611 ISSN 1992-2248 ©2011 Academic Journals Review Jatropha: A multipurpose plant with considerable potential for the tropics A. K. M. A. Islam*, Z. Yaakob and N. Anuar Department of Chemical and Process Engineering, Faculty of Engineering, National University of Malaysia (UKM), Bangi, Selangor, 43600, Malaysia. Accepted 10 June, 2011 Jatropha curcas L is a multipurpose shrub and a member of the family Euphorbeaceae with several attributes and considerable potential. The present review article discussed the reported recent research on the cultivation and utilization of various parts of jatropha plant for different applications. J. curcas L is a tropical plant that can be grown in marginal lands of low to high rainfall areas and can be used as a commercial crop. The plant can be used to prevent and/or control erosion, to reclaim land, grown as a live fence to protect agricultural fields from farm animals and can be planted as an alternate commercial crop. The plant produces many useful products, especially the seed, from which oil can be extracted; this oil can be used as a feed stock for biodiesel. The extracted oil can also be used for making soap, glue, dye, etc. The leaves, shoot latex, roots and seed oil has medicinal properties. The fruit exocarp (coat), seed shell and processed seed cake are rich in nitrogen, phosphorous and potassium and can be used as fertilizer. It could provide employment, save foreign exchanges, improve environment and develop the socio-economic status of poor resource farmers in developing countries. -
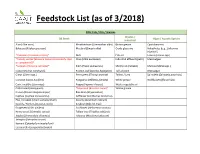
Feedstock List (As of 3/2018)
Feedstock List (as of 3/2018) FOG: Fats / Oils / Greases Wastes / Oil Seeds Algae / Aquatic Species Industrial Aloe (Aloe vera) Meadowfoam (Limnanthes alba) Brown grease Cyanobacteria Babassu (Attalea speciosa) Mustard (Sinapis alba) Crude glycerine Halophytes (e.g., Salicornia bigelovii) *Camelina (Camelina sativa)* Nuts Fish oil Lemna (Lemna spp.) *Canola, winter (Brassica napus[occasionally rapa Olive (Olea europaea) Industrial effluent (palm) Macroalgae or campestris])* *Carinata (Brassica carinata)* Palm (Elaeis guineensis) Shrimp oil (Caridea) Mallow (Malva spp.) Castor (Ricinus communis) Peanut, Cull (Arachis hypogaea) Tall oil pitch Microalgae Citrus (Citron spp.) Pennycress (Thlaspi arvense) Tallow / Lard Spirodela (Spirodela polyrhiza) Coconut (Cocos nucifera) Pongamia (Millettia pinnata) White grease Wolffia (Wolffia arrhiza) Corn, inedible (Zea mays) Poppy (Papaver rhoeas) Waste vegetable oil Cottonseed (Gossypium) *Rapeseed (Brassica napus)* Yellow grease Croton megalocarpus Oryza sativa Croton ( ) Rice Bran ( ) Cuphea (Cuphea viscossisima) Safflower (Carthamus tinctorius) Flax / Linseed (Linum usitatissimum) Sesame (Sesamum indicum) Gourds / Melons (Cucumis melo) Soybean (Glycine max) Grapeseed (Vitis vinifera) Sunflower (Helianthus annuus) Hemp seeds (Cannabis sativa) Tallow tree (Triadica sebifera) Jojoba (Simmondsia chinensis) Tobacco (Nicotiana tabacum) Jatropha (Jatropha curcas) Calophyllum inophyllum Kamani ( ) Lesquerella (Lesquerella fenderi) Cellulose Woody Grasses Residues Other Types: Arundo (Arundo donax) Bagasse -
Production of Biodiesel from Soybean and Jatropha Curcas Oils with KSF
Calgaroto et al. Sustainable Chemical Processes 2013, 1:17 http://www.sustainablechemicalprocesses.com/content/1/1/17 RESEARCH ARTICLE Open Access Production of biodiesel from soybean and Jatropha Curcas oils with KSF and amberlyst 15 catalysts in the presence of co-solvents Cleber Calgaroto1, Selma Calgaroto1, Marcio A Mazutti2*, Debora de Oliveira3, Sibele Pergher4 and J Vladimir de Oliveira3 Abstract Experimental conditions for the production of fatty acid methyl esters (FAME) from Jatropha curcas and soybean oils using two acid heterogeneous catalysts (Amberlyst15 and KSF) was optimized, in the presence of different co-solvents (THF, acetone, petroleum ether and n-hexane) in a batch reactor at fixed conditions: oil to methanol molar ratio (1:9), catalyst concentration (4.8 wt%), co-solvent mass ratio (1:1), 160°C and 6 hours. Results showed that the use of co-solvents led to a reduction in the FAME conversion. Higher conversions were obtained for Jatropha curcas compared to soybean oil. The Amberlyst15 presented an enhancement in the catalytic activity after regeneration, providing high biodiesel conversions compared to the fresh resin. The catalyst also presented stability after 5 cycles of reuse. Activity lost was observed for KSF after 2 successive batch experiments, probably due to a deactivation of acid sites. Keywords: Biodiesel, Jatropha curcas oil, Soybean oil, Reuse, Heterogeneous catalysis Background than 0.5 wt% and 2% (v/v), respectively, are used as reac- The global interest in renewable combustibles has been tants [10]. intensified nowadays, mainly due to the environmental To overcome these problems, several studies involving concerns related to the use of fossil fuels, reduction on the use of heterogeneous catalysts have been presented petroleum reserves and adaptation to recent legislation in the literature, including zeolites [11,12], clays [13], that poses the need of reduction in vehicles emissions mesoporous silica [14], heteropolyacids [15], resins [16] [1-4]. -

Bioenergy and Invasive Plants: Quantifying and Mitigating Future Risks
Invasive Plant Science and Management 2014 7:199–209 Bioenergy and Invasive Plants: Quantifying and Mitigating Future Risks Jacob N. Barney* The United States is charging toward the largest expansion of agriculture in 10,000 years with vast acreages of primarily exotic perennial grasses planted for bioenergy that possess many traits that may confer invasiveness. Cautious integration of these crops into the bioeconomy must be accompanied by development of best management practices and regulation to mitigate the risk of invasion posed by this emerging industry. Here I review the current status of United States policy drivers for bioenergy, the status of federal and state regulation related to invasion mitigation, and survey the scant quantitative literature attempting to quantify the invasive potential of bioenergy crops. A wealth of weed risk assessments are available on exotic bioenergy crops, and generally show a high risk of invasion, but should only be a first-step in quantifying the risk of invasion. The most information exists for sterile giant miscanthus, with preliminary empirical studies and demographic models suggesting a relatively low risk of invasion. However, most important bioenergy crops are poorly studied in the context of invasion risk, which is not simply confined to the production field; but also occurs in crop selection, harvest and transport, and feedstock storage. Thus, I propose a nested-feedback risk assessment (NFRA) that considers the entire bioenergy supply chain and includes the broad components of weed risk assessment, species distribution models, and quantitative empirical studies. New information from the NFRA is continuously fed back into other components to further refine the risk assessment; for example, empirical dispersal kernels are utilized in landscape-level species distribution models, which inform habitat invasibility studies. -
Propagation Methods for Jatropha Curcas
Annex 2: Growing Jatropha Including propagation methods for Jatropha curcas 2010 Author: Ab van Peer Supported by the Global Sustainable Biomass Fund of NL Agency Including propagation methods for Jatropha curcas By Ab van Peer MASc Contents of growing Jatropha curcas.L Page 2 Contents……………………………………………………………………………………………………………. 2 Preface……………………………………………………………………………………………………………… 3 Introduction on Jatropha ……………………………..………………………………………………… 4 Botanical description………………………………………………………………………………………… 5 MODULE 1-Soils Soils……………………………………………………….………………………………………………………… 6-13 Simple characterization of soils Soil structure and texture Nutrients Soil pH Soils and water Practical solutions for yield improvement MODULE 2-Propagation Selecting planting material……………………………………………………………………………… 14-21 The nursery………………………………………………………………………………………………………… Propagation methods Generative propagation……………………………………………………………… o Seeding. Direct seeding in the field . Direct seeding in poly bags . Seeding in seedbeds . Transplanting in poly bags . Transplanting from seedbed to field Vegetative propagation………………………………………………………………… o Hard cuttings . Transplanting in poly bags . Direct planting in the field o Soft cuttings o Tissue culture and Grafting MODULE 3 - Field Planting……………………………………………………………………………………………………………… 22-30 Pruning……………………………………………………………………………………………………………… ….. Flowering, fruiting and picking…………………………………………………………………….…… Alley cropping………………………………………………………………………………………………… Diseases………………………………………………………………………………………………………… MODULE 4 – Jatropha -

A Study on Structural Features in Early Flower Development of Jatropha Curcas L
African Journal of Agricultural Research Vol. 6(2), pp. 275-284, 18 January, 2011 Available online at http://www.academicjournals.org/AJAR DOI: 10.5897/AJAR09.727 ISSN 1991-637X ©2011 Academic Journals Full Length Research Paper A study on structural features in early flower development of Jatropha curcas L. and the classification of its inflorescences Jun Wu, Yuan Liu, Lin Tang, Fuli Zhang and Fang Chen* College of Life Sciences, Sichuan University, Chengdu, Sichuan 610064, China. Accepted 26 November, 2010 Jatropha curcas L. produces seed oil that is viewed as having tremendous potential as an economical alternative for diesel fuel. Seed yield, the main factor determining jatropha oil production, is highly associated with flower development, especially with the number of female flowers. However, little was known regarding floral development in this species. Accordingly, studies were undertaken to develop more information on the developmental process of floral organs. The early floral development was divided into 12 phases. The present study illustrated that, the sex differentiation of male or female flowers occurred in phase-VII; earlier phases presented unapparent structural differences. The male flowers always had unisexual tissues during floral development. In contrast, early development of female flowers presented bisexual tissues, with male sexual degradation occurring at the later developmental phases. There was significant location specificity with respect to the inflorescence of male and female flowers. Based on this, the present study combined the total number of female flowers, and divided the inflorescence into three types, which had significant differences in the number of female flowers; they likewise presented different probabilities of occurrence in terms of different growing seasons. -

Novel Mutant Camelina and Jatropha As Valuable Feedstocks for Biodiesel
www.nature.com/scientificreports OPEN Novel mutant camelina and jatropha as valuable feedstocks for biodiesel production Muhammad Mahran Aslam1, Asif Ali Khan1,2, Hafza Masooma Naseer Cheema1, Muhammad Asif Hanif3*, Muhammad Waqar Azeem3 & Muhammad Abubakkar Azmat4 Novel mutant camelina has become a crop of interest inspired by its short growing season, low harvesting costs and high oil composition. Despite those advantages, limited research has been done on novel mutant lines to determine applicability for biodiesel production. Jatropha is an extremely hardy, frugal and high oil yielding plant species. The major aim of the present study was not only to compare biodiesel production from jatropha and camelina but was also to test the efcacy of camelina mutant lines (M6 progenies) as superior feedstock. The biodiesel yield from camelina oil and jatropha oil was 96% and 92%, respectively. The gas chromatographic analysis using fame ionization detector (GC-FID) showed that mutant camelina oil biodiesel sample contain major amount of oleic acid (46.54 wt%) followed by linolenic acid (20.41 wt%) and linoleic acid (16.55 wt%). Jatropha biodiesel found to contain major amount of oleic acid (45.03 wt%) followed by linoleic acid (25.07 wt%) and palmitic acid (19.31 wt%). The fuel properties of produced biodiesel were found in good agreement with EN14214 and ASTM D6751 standards. The mutant camelina lines biodiesel have shown comparatively better fuel properties than jatropha. It has shown low saponifcation value (120.87–149.35), high iodine value (130.2–157.9) and better cetane number (48.53–59.35) compared to jatropha biodiesel which have high saponifcation value (177.39–198.9), low iodine value (109.7– 123.1) and lesser cetane number (47.76–51.26). -

Photosynthesis and Antioxidant Activity in Jatropha Curcas L. Under Salt Stress
2012 BRAZILIAN SOCIETY OF PLANT PHYSIOLOGY RESEARCH ARTICLE Photosynthesis and antioxidant activity in Jatropha curcas L. under salt stress Mariana Lins de Oliveira Campos1, Bety Shiue de Hsie1, João Antônio de Almeida Granja1, Rafaela Moura Correia1, Jarcilene Silva de Almeida-Cortez1, Marcelo Francisco Pompelli1* 1Plant Ecophysiology Laboratory, Federal University of Pernambuco, Department of Botany, Recife, PE, Brazil. *Corresponding author: [email protected] Received: 11 August 2011; Accepted: 10 May 2012 ABSTRACT Biodiesel is an alternative to petroleum diesel fuel. It is a renewable, biodegradable, and nontoxic biofuel. Interest in the production of biodiesel from Jatropha curcas L. seeds has increased in recent years, but the ability of J. curcas to grow in salt-prone areas, such as the Caatinga semiarid region, has received considerably meager attention. The aim of this study was to identify the main physiological processes that can elucidate the pattern of responses of J. curcas irrigated with saline water, which commonly occurs in the semiarid Caatinga region. This study measured the activity of the antioxidant enzymes involved in the scavenging of reactive oxygen species, which include catalase (CAT) and ascorbate peroxidase (APX), as well as malondialdehyde (MDA) levels. The levels of chlorophyll (Chl), carotenoids, amino acids, proline, and soluble proteins were also analyzed. The net carbon assimilation rate (PN), stomata conductance (gs), and transpiration rate (E) decreased with salt stress. The activities of CAT and APX were decreased, while H2O2 and MDA levels as well as electrolyte leakage were significantly increased in salt-stressed plants compared to the untreated ones. These observations suggest that the ability of J. -

Modeled Spatial Assessment of Biomass Productivity and Technical Potential of Miscanthus × Giganteus, Panicum Virgatum L., and Jatropha on Marginal Land in China
View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by Aberdeen University Research Archive Received: 7 June 2019 | Revised: 28 November 2019 | Accepted: 7 January 2020 DOI: 10.1111/gcbb.12673 ORIGINAL RESEARCH Modeled spatial assessment of biomass productivity and technical potential of Miscanthus × giganteus, Panicum virgatum L., and Jatropha on marginal land in China Bingquan Zhang1 | Astley Hastings2 | John C. Clifton-Brown3 | Dong Jiang4 | André P. C. Faaij1 1Energy and Sustainability Research Institute Groningen, University of Abstract Groningen, Groningen, The Netherlands This article identifies marginal land technically available for the production of energy 2Institute of Biological and Environmental crops in China, compares three models of yield prediction for Miscanthus × giganteus, Science, University of Aberdeen, Aberdeen, Panicum virgatum L. (switchgrass), and Jatropha, and estimates their spatially spe- UK 3 cific yields and technical potential for 2017. Geographic Information System (GIS) Institute of Biological, Environmental and Rural Sciences (IBERS), Aberystwyth analysis of land use maps estimated that 185 Mha of marginal land was technically University, Aberystwyth, UK available for energy crops in China without using areas currently used for food pro- 4 Institute of Geographic Sciences and duction. Modeled yields were projected for Miscanthus × giganteus, a GIS-based Natural Resources Research, Chinese Academy of Sciences, Beijing, China Environmental Policy Integrated Climate model for switchgrass and Global Agro- Ecological Zone model for Jatropha. GIS analysis and MiscanFor estimated more Correspondence than 120 Mha marginal land was technically available for Miscanthus with a total Bingquan Zhang, Energy and Sustainability Research Institute Groningen, University potential of 1,761 dry weight metric million tonne (DW Mt)/year. -

Chinese Tallow Tree (Triadica Sebifera)
THE WEEDY TRUTH ABOUT BIOFUELS TIM LOW & CAROL BOOTH Invasive Species Council October 2007 Title: The Weedy Truth About Biofuels Authors: Tim Low & Carol Booth Published by the Invasive Species Council, Melbourne October 2007 Updated March 2008 The INVASIVE SPECIES COUNCIL is a non-government organisation that works to protect the Australian environment from invasive pest species. Address: PO Box 166, Fairfield, Vic 3078 Email: [email protected] Website: www.invasives.org.au Further copies of this report can be obtained from the ISC website at www.invasives.org.au Cover photo: Spartina alterniflora, by the US Department of Agriculture CCOONNTTEENNTTSS Introduction ............................................................................................................................ 1 What are biofuels? ................................................................................................................ 2 The Biofuel industry .............................................................................................................. 4 The problems with biofuels ................................................................................................ 6 Social and economic issues ............................................................................................ 6 Greenhouse issues ............................................................................................................ 7 Biodiversity issues ........................................................................................................... -

Chinese Tallow Invasion in Maritime Forests: Understand Invasion Mechanism and Develop Ecologically-Based Management Lauren Susan Pile Clemson University
Clemson University TigerPrints All Dissertations Dissertations 12-2015 Chinese Tallow Invasion in Maritime Forests: Understand Invasion Mechanism and Develop Ecologically-Based Management Lauren Susan Pile Clemson University Follow this and additional works at: https://tigerprints.clemson.edu/all_dissertations Part of the Forest Sciences Commons Recommended Citation Pile, Lauren Susan, "Chinese Tallow Invasion in Maritime Forests: Understand Invasion Mechanism and Develop Ecologically-Based Management" (2015). All Dissertations. 1807. https://tigerprints.clemson.edu/all_dissertations/1807 This Dissertation is brought to you for free and open access by the Dissertations at TigerPrints. It has been accepted for inclusion in All Dissertations by an authorized administrator of TigerPrints. For more information, please contact [email protected]. CHINESE TALLOW INVASION IN MARITIME FORESTS: UNDERSTAND INVASION MECHANISM AND DEVELOP ECOLOGICALLY-BASED MANAGEMENT A Dissertation Presented to the Graduate School of Clemson University In Partial Fulfillment of the Requirements for the Degree Doctor of Philosophy Forest Resources by Lauren Susan Pile December 2015 Accepted by: G. Geoff Wang, Committee Chair William C. Bridges Jr. Patricia A. Layton Thomas A. Waldrop Joan L. Walker ABSTRACT Invasion by highly aggressive, non-native, invasive plants is a significant threat to management and conservation priorities as these plants can transform ecosystem functions and processes. In this study, I investigated the non-native, invasive tree, Chinese tallow -
2020 Invasive Species Update
Quiet Invasion: 2020 Invasive Species Update Lisa Gonzalez Invasive Species: The Continuing Problem • New species being reported • Invasive species management is multi‐ faceted and long‐term • Few eradication success stories Policy Research Management Education & & Awareness Restoration What We Know Common Characteristics Impacts • fast seed germination • nutrient cycling • high population growth • local hydrology • early reproductive maturity • fire regimes • reproduction vegetatively as well as sexually • geomorphological processes (such as dune formation or stream profile) • generalized pollination • species and structural diversity • wide tolerance to many habitat types • disease • adaptation to disturbance • impacts available wildlife resources • high rate of biomass accumulation • prevents recruitment of native species due to • long‐range seed dispersal capabilities competition for light, nutrients, and/or moisture • fruit used by wildlife (including humans) • economic losses and costs • relative lack of predators or diseases in • sense of place and quality of life present location Pathways of Introduction • Landscaping and horticulture • Mowing equipment and soils • Shipping materials • Aquarium trade and aquarists • Shipping and boating • Agriculture and livestock • Internet sales • Live seafood markets, bait • Biological control • Scientific research institutions, public aquaria, zoos, arboreta, wildlife preserves Longstanding Invaders • Giant reed Arundo donax • Yellow bluestem Bothriochloa ischaemum • Japanese honeysuckle Lonicera