Temperature Variations and Spark Generation from Rock Contact in Hot Saws
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Chainsaw Vibrations, a Useful Parameter for the Automatic Tree Volume Estimations and Production Assessment Of
655 A publication of CHEMICAL ENGINEERING TRANSACTIONS VOL. 58, 2017 The Italian Association of Chemical Engineering Online at www.aidic.it/cet Guest Editors: Remigio Berruto, Pietro Catania, Mariangela Vallone Copyright © 2017, AIDIC Servizi S.r.l. ISBN 978-88-95608-52-5; ISSN 2283-9216 DOI: 10.3303/CET1758110 Chainsaw Vibrations, a Useful Parameter for the Automatic Tree Volume Estimations and Production Assessment of Felling Operations Raimondo Gallo*a, Filippo Nallia, Luca Corteseb, David Knollseisenc, Werner c a Noggler , Fabrizio Mazzetto aFaculty of Science and Technology, Free University of Bozen (FUB), Piazza Universitá 5, 39100 Bolzano (Italy) bMechanical and Aerospace Engineering Department, Sapienza University of Rome, Via Eudossiana 18, 00184 Rome (Italy) cAzienda Provinciale Foreste e Demanio, Via Michael-Pacher 13, 39100 Bolzano (Italy) [email protected] An innovative approach for the automatic operational monitoring of motor-manual felling activities with chainsaw is here described and discussed. This new system of assessment can be considered as a solution for Precision Forestry (PF) applications and can be employed as a ICT tool for the management of the forest companies. Aim of the proposed system is to manage operational information such as: a) positioning of each felling operation inside the forest, b) measurement of the time spent to carry out the felling, c) estimation of the size of every felled tree, and in the end, d) the analysis of the productivity of the felling operations. This experience is based on the operative principle which considers that the lumberjack, during the actual cutting, drives the chainsaw with the engine at the highest number of rpm. -

Felling Hazard Trees with Explosives Bob Beckley, Project Leader
United States Department of Agriculture Safety and Health Forest Service Technology & Development Program April 2008 6700 0867–2325–MTDC Felling Hazard Trees With Explosives Bob Beckley, Project Leader elling hazard trees is extremely dangerous. It can also be dangerous to leave hazard trees standing, because FFthey can fall unexpectedly. Removing hazard trees with explosives (figure 1) can be a safe alternative to cutting the trees down. Workers can be a safe distance away when the hazard tree falls. Explosives and ignition systems are safe and reliable when used properly. The Forest Service, U.S. Department of Agriculture, explosives program is one of the agency’s safest programs. Certified blasters need a “Hazard Trees” endorsement on their certification card (figure 2) to Figure 1—Fireline explosives have been wrapped around the trunk of this hazard tree. Note the catface (scar on the trunk), splits, cracks, and the fell hazard trees with explosives. separation of part of the trunk. Trees with these warning signs can be too dangerous for most sawyers to fell, but are excellent candidates for felling with explosives. -Blasting & Explosives Certificate- Agency: Issue Date: • Some trees with excessive decay or fire Name: DOB: damage are too hazardous for sawyers to License No: State: fell safely. Often, explosives can be used -Work Authorized- Height: Weight: to fell such trees. Initials Issued BlasteBy: r-In-Training • Trees felled with explosives have jagged Photo stumps that appear more natural than Blaster Examiner ApprovedBla By:ster sawn stumps, an advantage in • Transport/SSupervisortore/Inspect • 10 Holes wilderness settings. FS-6700-27 (03/08) Front ice, only certified • Rocks/Stumps/Ditches • In the Forest Serv • Quarry blasters with a “Hazard Trees” • Demolition explosives to • Destroy Explosives endorsem ent can use • Hazard Trees trees. -

The Southeastern Forester, Summer, 2009 Page 1 Page 2 the Southeastern Forester, Summer, 2009 MESSAGE from the CHAIR
TheThe SoutheasternSoutheastern ForesterForester "Representing the Forestry Profession in Alabama, Florida and Georgia" Volume 28, Number 3 Summer 2009 The Southeastern Forester, Summer, 2009 Page 1 Page 2 The Southeastern Forester, Summer, 2009 MESSAGE FROM THE CHAIR Welcome to the First Edition of our Annual Meeting will continue to A publication of SESAF, new Southeastern Forester be held in the first quarter of each the Southeastern Society of electronic newsletter! We hope year, hosted by the prior year’s American Foresters, you like the new format and Chairman with the help of the P.O. Box 2945 delivery vehicle. If you would incoming Chairman. The LaGrange, Georgia 30241 prefer a hard copy version, it’s just Reception and Silent Auction will (706) 845-9085 FAX (706) 883-8215 a click away (hit your print button). start at 6:00 pm CST on Sunday [email protected] About 10% of our members do not evening, February 07, after the EXECUTIVE COMMITTEE: have an email address. If you know OEW. We have a full slate of someone that does not have access speakers already confirmed for all Chair Mark Thomas to email, print them a hard copy or day Monday, February 08, and 847 Willow Oak Dr. ask them to call our office (706-845- Tuesday, wrapping up at 12:00 Birmingham, AL 35244-1614 205-733-0477 (O) 9085) and a paper copy will be promptly mailed noon. Dr. David South has worked extremely 205-288-7162 © to them. Many thanks to Doris Jefferson and hard and has put together a tremendous slate of Email:[email protected] Molly Allen for doing an outstanding job internationally renowned speakers. -
Tree Felling & Rigging Safety
Tree Felling & Rigging Safety Presented by: Kevin K. Eckert Arbor Global ISA Board Certified Master Arborist WE-1785BU Tree Felling & Rigging Tree felling and rigging required to best manage tree function, health and safety Tree Felling & Rigging Felling and rigging is physical and potentially hazardous • Logs and branches may be very heavy • Defects may be present, but not visible to unqualified person • Requires skilled, well-trained workers: • All qualifications for personnel and equipment • Understand tree anatomy and structure • Practical knowledge in tree biomechanics • Understand dynamic and shock loading of equipment • Advanced experience and ability in rigging Tree Felling & Rigging Safety Too often, unqualified individuals fell and rig trees or Experienced workers not trained or ignore safety practices • Significantly increases risk to worker and public • Results in injuries and sometimes fatalities • Damages trees and property Tree Felling & Rigging Accidents Most common felling and rigging accidents: • Crush • Lacerations and punctures • Chain saw cuts Tree Felling & Rigging Safety Always follow safety requirements: • Applicable laws and regulations (OSHA) • ANSI Z133.1 standards • Manufacturer’s tool and equipment instructions Inspection of Gear Correct equipment • Designed and rated for felling and rigging Adequate size and strength for loads • Working load limits conformed • Load <20% of rated and calculated tensile strengt h • Considering age/wear and knots Inspection of Gear Inspect all equipment according to manufacturer’s -
How to Cut Down a Tree: Safe and Effective Tree Felling, Limbing and Bucking
FWM-00200 UNIVERSITY OF ALASKA FAIRBANKS UNIVERSITY OF ALASKA FAIRBANKS How to Cut Down a Tree: Safe and Effective Tree Felling, Limbing and Bucking The occasional, nonprofessional sawyer will greatly benefit by learning the basic methods used in tree felling and cutting. Many Alaskans use chainsaws around their homes trimming, log home building and more. and properties. In this publication basic techniques used to cut down a tree and render it into logs and According to the federal Occupational Safety and firewood will be presented. The term “sawyer” will Health Administration (OSHA), “More people are refer to the person cutting down, or “felling,” the tree killed while felling trees than any other logging activ- and making products from it, including firewood, ity.” A minor chainsaw cut can be dangerous and hard cabin and saw logs. to treat in the field. Safety must be the top priority when operating a chainsaw for any use. More dan- Private forest landowners often harvest timber to gerous than injuries caused by the running chainsaw manage and improve their woodlot and make use of itself are those injuries caused when the sawyer or a trees that have been windblown, killed by insects or helper are struck by something that falls out of the selected for removal. In forested regions of Alaska, the tree or is catapulted into the air by the act of the tree chainsaw may be the most common power hand tool being felled. Again, safety first. and it is also recognized as the most hazardous power hand tool. It is imperative that the operator/sawyer Tree cutting can be dangerous whether done by a and those working close by pay special attention to homeowner or by commercial tree cutters. -
Archival Copy. for Current Version, See
Archival copy. For current version, see: https://catalog.extension.oregonstate.edu/4-h331 4-H 331 REPRINTED JULY 2005 $8.00 Archival copy. For current version, see: https://catalog.extension.oregonstate.edu/4-h331 Oregon 4-H Forestry Member Manual Contents Lesson 1: Welcome to Oregon 4-H Forestry 1 Lesson 2: Forests in Oregon 4 Lesson 3 Looking Closer 7 Lesson 4 Succession 9 Lesson 5 Oregon's Most Common Trees 12 Lesson 6: How to Find a Tree's Family Tree 14 Lesson 7 Growing Every Which Way' 18 Lesson 8: From Seedlings to Spires 21 Lesson 9: Spreading the Seed 23 Lesson 10 The Dynamic Forest Ecosystem 26 Lesson 11 Silviculture Equals Forest Management 30 Lesson 12: Fire 33 Lesson 13: Wildlife and the Forest 36 Lesson 14 Harvesting 39 Lesson 15 Trees in Urban Ecosystems 43 Appendices Appendix A Answers to forestry puzzles 46 Appendix B Extension pubhcations The Wildlife Garden 48 Glossary of Tree Terms 49 Resources and Acknowledgments 52 Adapted for use in Oregon from Minnesota Extension Service 4-H youth forestry materials by Judy Dickerson, former 4-H youth development faculty. Josephine County; and Virginia Bourdeau, Extension specialist, 4-H youth development, Oregon State University. Archival copy. For current version, see: https://catalog.extension.oregonstate.edu/4-h331 Lesson 1 Welcome to Oregon 4-H Forestry is a wonderful state. Forested land is found in every region. It's good to know about the types of Oregonplants and land use that dominate your home state. You are in charge of writing a The goals of the Oregon 4-H Forestry Project are to give recipe for a forest. -

2019 Lumberjack Full
P.O. Box 388 • Elkins, WV 26241 • Office: (304) 636-1824 • Fax: (304) 636-4020 • www.foresCesDval.com Dear Prospective Contestant: The 83rd Mountain State Forest Festival will be held in Elkins, West Virginia, September 28 – October 6, 2019. The Lumberjack Contests will be held at the Coronation Platform on the campus of Davis and Elkins College on Saturday morning, October 5, 2019. Registration begins at 7:00 AM; events begin at 8:30 AM. A list of events and prize money is shown in the following table. 1st 2nd 3rd 4th 5th 6th Event Place Place Place Place Place Place Chain Saw $250.00 $200.00 $150.00 $100.00 $75.00 $50.00 World Champion $250.00 $200.00 $150.00 $100.00 $75.00 $50.00 Two-Person Each Each Each Each Each Each Crosscut World Championship $200.00 $125.00 $75.00 $50.00 $25.00 Jack and Jill Each Each Each Each Each Crosscut Using Any Saw Jill and Jill Crosscut $200.00 $125.00 $75.00 $50.00 $25.00 Using Any Saw Each Each Each Each Each World Championship $250.00 $200.00 $150.00 $100.00 $75.00 $50.00 Tree Felling Chopping $250.00 $200.00 $150.00 $100.00 $75.00 $50.00 Axe Throwing $150.00 $100.00 $75.00 $50.00 $25.00 $15.00 * Grand Champion $400.00 $300.00 $150.00 The total amount of prize money is $7,290.00, plus Springboard and Hard Hit awards. An entry fee of $10.00 per person, per event must be submitted with your entry form. -
Tips for Felling a Tree Keep You Safe, the Job Easier
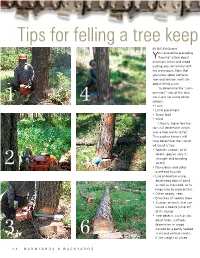
Tips for felling a tree keep By Bill Kohlbrand ou’ve read the preceding Y“how-to” article about chainsaw sense and wood cutting and are familiar with the techniques. Now that you know about compres- sion and tension, we’ll talk about felling a tree. To determine the “com- pression” side of the tree, we size it up using some 1 4 criteria: • Lean • Limb placement • Snow load • Wind Usually, these few fac- tors will determine which way a tree wants to fall. These other factors will help determine the intend- ed lay of a tree: • Species (woods of dif- ferent species vary in strength and bending 2 5 ability) • Powerlines and other overhead hazards • Live or dead (as a rule, dead wood doesn’t bend as well as live wood, so its hinge may be more brittle). • Other nearby trees • Branches of nearby trees • Stumps or rocks that can cause a tree to jump off of its stump • Tree defects such as rot, dead limbs, catfaces (blemishes in wood caused by a partly healed 3 6 scar) and vertical cracks. If the weight of a tree 24 BARNYARDS & BACKYARDS you safe, the job easier causes the tree to split try, keep working until they of wood. You need sound least 20 feet – better if it vertically up the tree, a do, but try not to get too wood to form a hinge. Place puts you behind a big, solid “barber chair” can occur. deep. Notch the tree to the a wedge in the backcut tree. Avoid using a snag for These can be quite direction you want it to fall. -
Felling, Bucking and Limbing Trees
Safety AGRICULTURAL MU Guide PUBLISHED BY MU EXTENSION, UNIVERSITY OF MISSOURI-COLUMBIA muextension.missouri.edu/xplor Felling, Bucking and Limbing Trees Bruce E. Cutter, School of Natural Resources David E. Baker, Extension Safety Specialist Whether you are using your chain saw to cut fire- there is an unknown amount of wood holding the wood, trim trees or harvest large timber, you will be tree up, you may not able to control the direction of performing three basic operations — felling, bucking fall of the tree or it may fall prematurely, endangering and limbing of trees. Felling involves cutting the you and others around you. standing tree and dropping it in the place you want it. Lean. Most trees display some indication of the Limbing is the removal of the branches from either direction in which they will tend to fall. This is shown standing or downed trees. Bucking is the process of by an uneven crown, as when most of the branches cutting the downed tree into appropriate lengths. For are on one side of the tree, or by a lean of the trunk of information on the selection and safe use of a chain the tree itself. An easy way to determine the lean of a saw, see MU publication G 1959, Basic Chain Saw tree is to stand back 25 to 50 feet and use a plumb line Safety and Use. to sight on the trunk of the tree. It is best to do this from two sides. This publication is not intended for the profes- Wind. The wind will push the crown of the tree. -

Chainsaw Safety.Pub
CHAIN SAW SAFETY With over 165,000 reported injuries or deaths in a year, the Kickback occurs due to the fact of: chain saw is often referred to as the “most dangerous hand • the physics of the spinning chain tool” on the market. Of these only 5% were accidents that around the tip of the bar; were NOT operator error. It is important to be cautious and • putting the upper ¼ of the bar tip alert when using a chainsaw. in a bind or pinched condition (boring with the bar tip or hitting TERMINOLOGY another object such as a limb, Felling is the act of cutting (or dropping) a tree. sapling or tree); • the violent release of pressure Limbing is when you take off the limbs after a tree has from the object being cut (limb under pressure or spring- fallen. Bucking is when you cut the tree into manageable pole) pieces after it has fallen. • unintentionally hitting the ground with the tip of the chain When limbing or bucking, place the tree at waist level so In any of these instances the saw is thrown back towards back injuries do not occur. Make sure the log is secure and the user. A saw cutting at full throttle can kick back in one- will not roll. Once secure, proper cutting techniques vary on tenth of a second faster than a person can react. Proper how the tree is supported: stance can help lessen the effects of kickback. Trunk is supported along its entire length—make cuts from the top (called overbuck) one-third the diameter of the log HAVE A PLAN OF ATTACK deep, the entire length of the trunk. -

2021 National 4-H Forestry Invitational Glossary
2021 National 4-H Forestry Invitational Glossary http://www.4hforestryinvitational.org/ N4HFI Information The National 4-H Forestry Invitational is the national championship of 4-H forestry. Each year, since 1980, teams of 4-H foresters have come to Jackson's Mill State 4-H Conference Center at Weston, WV, to meet, compete, and have fun. Jackson's Mill State 4-H Conference Center is the first and oldest 4-H camp in the United States and is operated by West Virginia University Extension. NATIONAL 4-H FORESTRY INVITATIONAL GLOSSARY CONTENTS Page Trees ................................................................................................ 1 Forests & Forest Ecology ................................................................... 6 Forest Industry ............................................................................... 10 Forest Measurements & Harvesting ................................................. 11 Tree Health (Insects, Diseases, and Other Stresses) ....................... 16 Topography & Maps ........................................................................ 17 Compass & Pacing ........................................................................... 18 Second Edition, February 2019 Original Editors, Todd Dailey, Chief Appraiser and 4-H Volunteer Leader, Farm Credit of Florida; David Jackson, Forestry Educator, Penn State Extension; Daniel L. Frank, Entomology Extension Specialist & Assistant Professor, West Virginia University; David Apsley, Natural Resources Specialist, Ohio State University Extension; -

Logging Contest Rules
Sultan Shindig Logging Contest Rules (On Best Time Events—Each contestant can have only one best time per event for the weekend.) There will be no practicing on the site after 12noon on competition days. 1. CHOKERMAN RACE—Start at the painted start line, cross walk log, get your choker, cross walk log with choker, bonus all the logs and remove the slack from your choker, cross walk log and return to finish. BEST TIME. 2. AXE THROW—Both feet behind the line (20’). The axe must stick to count. TWO DAY COMBINED SCORE. 3. OBSTACLE POLE BUCK—Start with both hands on prop log and saw running below the start line. Run up log, standing behind the first line. An undercut is required. (The staff will paint a mark to hit for the undercut.) Cut off the end and return down the pole to finish. If you fall off, return to the place you left the pole, get back on and return to the finish. BEST TIME. 4. POWER SAW BUCK—Bore through the log, cutting the bottom half first. Pull the saw and restart at the top, cutting down to complete your cut. Cut through the painted lines making a 50/50 cut. Start. TWO DAY COMBINED TIME. 5. FIRE WOOD CHOPPING—Chop each round in half, then chop each half in half. Slivers don’t count, each finished peace must be at least 2” thick. After splitting, stack you wood in a pile where all the pieces are touching the main body of the pile. (16 total pieces are required to qualify) BEST TIME.