The Main Preparation Methods of Gan Films
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

V13. MBE Growth and Optical Properties of III/V-II/VI Hybrid Core-Shell Nanowires
V13. MBE growth and optical properties of III/V-II/VI hybrid core-shell nanowires Alexander Pawlis and Mihail Ion Lepsa Peter Grünberg Instutite (PGI-9, PGI-10) JARA-Fundamentals for Information Technology Research Center Jülich, 52425 Contents 1. Introduction ........................................................................................................................ 2 2. Molecular beam epitaxy of semiconductor heterostructures .............................................. 3 2.1 Molecular beam epitaxy ................................................................................................... 3 2.2 MBE growth..................................................................................................................... 7 3. Growth, morphology and structural properties of GaAs/ZnSe core-shell nanowires ...... 12 3.1 Growth of self-catalyzed GaAs nanowires .................................................................... 12 3.2 Growth of ZnSe shell ..................................................................................................... 14 3.3 Structural properties of GaAs/ZnSe core/shell nanowires ............................................. 15 4. Theoretical basis for describing optical properties of semiconductor nanostructures ...... 17 4.1 Energy gap, band structure and effective mass approximation ..................................... 17 4.2 Electron-photon interaction, transition matrix and oscillator strength .......................... 19 4.3 Einstein coefficients, transition rates and radiative -

Investigation of Structural Characteristics of III-V Semiconductor Nanowires Grown by Molecular Beam Epitaxy Zhi Zhang Master of Chemical Engineering
Investigation of Structural Characteristics of III-V Semiconductor Nanowires Grown by Molecular Beam Epitaxy Zhi Zhang Master of Chemical Engineering A thesis submitted for the degree of Doctor of Philosophy at The University of Queensland in 2015 School of Mechanical and Mining Engineering Abstract One-dimensional nanowires made of III-V semiconductors have attracted significant research interest in the recent decades due to their distinct physical and chemical properties that can potentially lead to a wide range of applications in nanoelectronics and optoelectronics. As a key class of III-V semiconductor nanowires, InAs nanowires have attracted special attention due to their narrow bandgap, relatively high electron mobility, and small electron effective mass, which made them a promising candidate for the applications in future optical and high- frequency electronic devices. One of the challenges in realizing these unique III-V nanowire properties in nanowire-based devices is to integrate nanowires on the nano-devices or chips with well-organized arrangement. To solve this issue, the epitaxial nanowire growth provides the uniqueness that well aligned nanowires can be grown on the chosen substrates, and by selecting substrates with particular orientations, specifically orientated nanowires can be grown. Au-assisted nanowire growth is one of the most common methods to grow epitaxial III-V nanowires via the vapor-liquid-solid (VLS) mechanism or vapor-solid-solid (VSS) mechanism. For III-V nanowires, one of the coherent problems is that the stacking faults and/or twin defects can easily be introduced in both wurtzite or zinc-blende structured nanowires due to the small energy differences between wurtzite and zinc-blende stacking sequences of their dense planes. -

Comparison of DC High-Frequency Performance of Zinc-Doped And
IEEE TRANSACTIONS ON ELECTRON DEVICES, VOL. 49, NO. 5, MAY 2002 725 Comparison of DC High-Frequency Performance of Zinc-Doped and Carbon-Doped InP/InGaAs HBTs Grown by Metalorganic Chemical Vapor Deposition Delong Cui, Dimitris Pavlidis, Fellow, IEEE, Shawn S. H. Hsu, and Andreas Eisenbach Abstract—Zinc and carbon-doped InP/InGaAs heterojunction by the low temperature growth of the carbon-doped base in an bipolar transistors (HBTs) with the same design were grown HBT structure could lead to the degradation of base-emitter by metalorganic chemical vapor deposition (MOCVD). Dc and base-collector junction and hence degrade even further the current gain values of 36 and 16 were measured for zinc and electrical performance of carbon-doped HBTs. carbon-doped HBTs, respectively, and carrier lifetimes were measured by time-resolved photoluminescnce to explain the dif- Recently, carbon-doped InP/InGaAs HBTs have been grown ference. Transmission line model (TLM) analysis of carbon-doped by MOCVD. 62-GHz and 42 GHz have been achieved base layers showed excellent sheet-resistance (828 for 600 by using TEGa and CCl as precursors [21], [22]. A two-step e# base), indicating successful growth of highly carbon-doped MOCVD growth procedure has been also proposed to increase IW Q base (2 10 cm ). The reasons for larger contact resistance the of carbon-doped HBTs to 160 GHz [23]. However, of carbon than zinc-doped base despite its low sheet resistance it requires regrowth and the regrowth temperature must also were analyzed. and mx of 72 and 109 GHz were measured be low to prevent rehydrogenation during deposition. -
Chemical Vapor Deposition Epitaxy on Patternless and Patterned Substrates
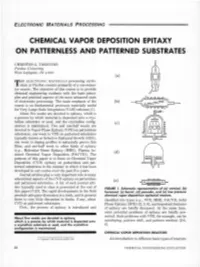
ELECTRONIC MATERIALS PROCESSING CHEMICAL VAPOR DEPOSITION EPITAXY ON PATTERNLESS AND PATTERNED SUBSTRATES CHRISTOS G. TAKOUDIS Purdue University West Lafayette, IN 47907 (a) HE ELECTRONIC MATERIALS processing curric Tulum at Purdue consists primarily of a one-semes ter course. The objective of this course is to provide chemical engineering students with the basic princi ples and practical aspects of the most advanced state of electronics processing. The main emphasis of the (b) ~ course is on fundamental processes especially useful - ~a~,/J - for Very Large Scale Integration (VLSI) schemes [1]. 0 0 0 0 0 About five weeks are devoted to epitaxy, which is a process by which material is deposited onto a crys talline substrate or seed, and the crystalline config (c) uration is maintained. Two and one-half weeks are devoted to Vapor Phase Epitaxy (VPE) on patternless substrates, one week to VPE on patterned substrates typically known as Selective Epitaxial Growth (SEG), one week to doping profiles in epitaxially grown thin films, and one-half week to other kinds of epitaxy (e .g., Molecular Beam Epitaxy (MBE), Plasma As (d) sisted Chemical Vapor Deposition (PACVD)). The purpose of this paper is to focus on Chemical Vapor Deposition (CVD) epitaxy on patternless and pat terned substrates in the manner in which it has been developed in our course over the past five years. Journal articles play a very important role in many educational aspects of the CVD epitaxy on patternless (e) ==- and patterned substrates. A list of such journal arti ~ - 1/1 111/ll/ ll/ l ( - p E:=ic=5 1=5 cles typically used in class is presented at the end of FIGURE 1. -

EMC-99 Advance Mailer
Minerals • Metals Materials Address Service Requested T University of California T S Santa Barbara, California MineralsT • Metals • MaterialsS June 30 – July 2, 1999 Minerals • Metals • Materials S 184 Thorn Hill Road, Warrendale, Pennsylvania 15086-7528 USA Thorn Hill Road, Warrendale, 184 41st ELECTRONIC MATERIALS CONFERENCE FIRST CLASS MAIL WARRENDALE, PA PERMIT NO. 16 U.S. POSTAGE June 30 - July 2, 1999 PAID ADVANCE PROGRAM Includes Housing & Registration Forms http://www.tms.org/Meetings/Specialty/EMC99/EMC99.html Schedule of Events Picnic: Evening at the Zoo .............................. 6:00PM-9:00PM 41st Electronic Materials Conference Location ............................ Santa Barbara Zoological Gardens Session J. Epitaxy for Devices-A.................................. 8:20AM Tuesday, June 29, 1999 Session K. Nanoscale Characterization ...................... 8:20AM Registration ....................................................... 3:00PM-8:00PM Session L. Wide Bandgap AlGaN/GaN Location .................University Center/Multicultural Lounge Heterostructures ............................................................. 8:20AM Session M. SiC Growth & Characterization ............... 8:20AM Wednesday, June 30, 1999 Session N. Infrared Materials & Devices .................... 8:20AM Session O. Issues for Ferroelectric Registration ...................................................... 7:30AM-5:00PM & High Permittivity Thin Film Materials .................... 8:20AM Location .................University Center/Multicultural Lounge -

Red Emitting Photonic Devices Using Ingap/Ingaalp Material
Red Emitting Photonic Devices Using InGaP/InGaAlP Material System by Yamini Kangude Submitted to the Department of Materials Science and Engineering and the Department of Electrical Engineering and Computer Science in partial fulfillment of the requirements for the degrees of Master of Science in Materials Science and Engineering and _ASSACHUS~lTS_ Master of Science in Electrical Engineering and Computer Science MASSACHUSETTSINSMrEI I OF TECHNOLOGY at the I JUL 2 2 2005 MASSACHUSETTS INSTITUTE OF TECHNOLOGY - May 2005 LLje 23-,0 -LIBRARIES ----- -U)ICr(lllll ( Massachusetts Institute of Technology 2005. All rights reserved. Author........... Department of Materials Science and Engineering May 20, 2005 Certifiedby........... ..._ ......................... J a'D1 Leslie A. Kolodziejski Professor of Electrical Engineering Thesis Supervisor Certifiedby ........... ..... ar. : ......................................... Yoel Fink Professor of Materials Science and Engineering Thesis Reader Accepted by ................... ... ............. Gerbrand Ceder, R.P Simn•s Professor of Materials Science and Engineering Chairman, Department Committee on Graduate Students Department of Materials Science and Engineering Accepted by ....................................................................... Arthur C. Smith Chairman, Department Committee on Graduate Students Department of Electrical Engineering and Computer Science ARCHIVES Red Emitting Photonic Devices Using InGaP/InGaAlP Material System by Yamini Kangude Submitted to the Department of Materials -
Chapter 6. Chemical Beam Epitaxy of Compound Semiconductors
Chapter 6. Chemical Beam Epitaxy of Compound Semiconductors Chapter 6. Chemical Beam Epitaxy of Compound Semiconductors Academic and Research Staff Professor Leslie A. Kolodziejski, Stephen C. Shepard Visiting Scientists and Research Affiliates Dr. Hidehito Nanto,1 Dr. Carmen Huber 2 Graduate Students Christopher A. Coronado, Easen Ho Technical and Support Staff Angela R. Odoardi 6.1 Chemical Beam Epitaxy add an in situ patterning chamber for further pro- cessing of the samples prior to removal from the Facility UHV environment. The analytical metalization chamber will contain Auger Electron Spectroscopy, Sponsors reflection high energy electron diffraction, electron 3M Company Faculty Development Grant beam evaporators for metals, and ports for photon AT&T Research Foundation illumination of the sample. The GSMBE system Special Purpose Grant will be dedicated to the growth of arsenides, Defense Advanced Research Projects Agency phosphides, and antimonides; solid elemental Subcontract 216-25013 and 542383 sources of In, Ga, Sb and Al will be utilized with Joint Services Electronics Program gaseous hydrides of As and P. The chamber will Contract DAAL03-89-C-0001 be employed for the fabrication of sophisticated National Science Foundation quantum-effect electronic devices, a variety of Grants ECS 88-46919 and ECS 89-05909 optoelectronic devices, and advanced II-VI/III-V U.S. Navy - Office of Naval Research multilayered heterostructures. Contract N00014-88- K-0564 Our new laboratory for the chemical beam epitaxy 6.2 Metalorganic (CBE) of both II-VI and III-V compound semicon- Molecular ductors finally began to take the form of a working Beam Epitaxy (MOMBE) of research facility in 1990. -
Molecular Beam Epitaxy
Surface Science 500 (2002) 189–217 www.elsevier.com/locate/susc Molecular beam epitaxy John R. Arthur Department of Electrical and Computer Engineering, Oregon State University, Corvallis, OR 97331, USA Received 6 September 2000; accepted for publication 16 March 2001 Abstract Molecular beam epitaxy (MBE) is a process for growing thin, epitaxial films of a wide variety of materials, ranging from oxides to semiconductors to metals. It was first applied to the growth of compound semiconductors. That is still the most common usage, in large part because of the high technological value of such materials to the electronics industry. In this process beams of atoms or molecules in an ultra-high vacuum environment are incident upon a heated crystal that has previously been processed to produce a nearly atomically clean surface. The arriving constituent atoms form a crystalline layer in registry with the substrate, i.e., an epitaxial film. These films are remarkable because the composition can be rapidly changed, producing crystalline interfaces that are almost atomically abrupt. Thus, it has been possible to produce a large range of unique structures, including quantum well devices, superlattices, lasers, etc., all of which benefit from the precise control of composition during growth. Because of the cleanliness of the growth environment and because of the precise control over composition, MBE structures closely approximate the idealized models used in solid state theory. This discussion is intended as an introduction to the concept and the experimental procedures used in MBE growth. The refinement of experimental procedures has been the key to the successful fabrication of electronically significant devices, which in turn has generated the widespread interest in the MBE as a research tool. -

Semiconductor Terms
Glossary of Terms 47 Molter Street Cranston, Rhode Island 02910-1032 401-781-6100 • [email protected] • www.technic.com SEMICONDUCTOR TERMS Symbols BHF buffered hydrofluoric acid symbol for Angstrom BiCMOS bipolar and complimentary metal wavelength oxide semiconductor combined BGA micro ball grid into a single IC m micron BIM binary intensity mask P microprocessor Bipolar two polarities; IC in which both W microwave; microwatt electrons and holes flow 100 silicon <100> crystal facet Bit binary information digit 111 silicon <111> crystal facet BJT bipolar junction transistor BOE buffered oxide etch A BPSG borophosphosilicate glass AC alternating current voltage BSE backscattered electron AES auger electron spectroscopy BSG borosilicate glass AFM atomic force microscopy BSR ball size ratio AI aluminum ALE atomic layer epitxy ALSiCu aluminum / silicon / copper alloy AMU atomic mass unit APCVD atmospheric pressure chemical C vapor deposition C carbon APSM absorptive phase shift mask CAD computer-aided design Ar argon CAIBE chemical assisted ion beam etch ARC antireflective coating CAM computer-aided manufacturing ARDE aspect ratio dependent etching CBE chemical beam epitaxy As arsenic CCD charge-coupled device ASTM American Society of Testing and CD critical dimension Materials CEL contrast enhancement layer ASIC application specific integrated CERDIP ceramic dual inline package circuit CF4 carbon tetrafluoride, freon-14 ATE automatic test equipment CFM contamination free Au gold manufacturing; cubic feet per minute Cl chlorine B CL cathodoluminescence -

Commercial Aspects of Epitaxial Thin Film Growth in Outer Space
The Space Congress® Proceedings 1988 (25th) Heritage - Dedication - Vision Apr 1st, 8:00 AM Commercial Aspects of Epitaxial Thin Film Growth in Outer Space Alex Ignatiev Associate Director, Space Vacuum Epitaxy Center, University of Houston, Houston, TX 77004 C. W. Chu Director, Space Vacuum Epitaxy Center, University of Houston, Houston, TX 77004 Follow this and additional works at: https://commons.erau.edu/space-congress-proceedings Scholarly Commons Citation Ignatiev, Alex and Chu, C. W., "Commercial Aspects of Epitaxial Thin Film Growth in Outer Space" (1988). The Space Congress® Proceedings. 2. https://commons.erau.edu/space-congress-proceedings/proceedings-1988-25th/session-1/2 This Event is brought to you for free and open access by the Conferences at Scholarly Commons. It has been accepted for inclusion in The Space Congress® Proceedings by an authorized administrator of Scholarly Commons. For more information, please contact [email protected]. Commercial Aspects of Epitaxial Thin Film Growth in Outer Space Alexlgnatiev C.W.Chu Associate Director Director Space Vacuum Epitaxy Center Space Vacuum Epitaxy Center University of Houston University of Houston Houston, TX 77004 Houston, TX 77004 ABSTRACT A new concept for materials processing in space exploits the ultra vacuum component of space for thin film epitaxial growth. The unique low earth orbit space environment is expected to yield 10~ 14 torr or better pressures, semi-infinite pumping speeds and large ultra vacuum volume (~100 m3) without walls. These space ultra vacuum properties promise major improvement in the quality, unique nature, and the throughput of epitaxially grown materials especially in the area of semiconductors for microelectronics use. -

Molecular Beam Epitaxy
Molecular Beam Epitaxy • In MBE, ‘molecular beams’ of semiconductor material are deposited onto a heated crystalline substrate to form thin epitaxial layers. • Deposited films are crystalline • Special thermal evaporation or sputter tool required • Growth rates = a few Å/s • Substrate temperatures can exceed 900oC • Surface measured using RHEED gun • Mass Spectrometer determines purity deposited material • Alternate types of MBE – metal-organic group III precursors (MOMBE), – gaseous group V hydride or organic precursors (gas-source MBE) – combination (chemical beam epitaxy or CBE). http://projects.ece.utexas.edu/ece/mrc/groups/str eet_mbe/mbechapter.html#EpionInP Effusion Cells • Thermal evaporation sources • Also called Knudsen or K-cells • Most important part of the MBE system • Ultra high purity material • Ultra high vacuum • Insulated walls to prevent heating of Crucible other sources • Highly accurate thermal probes • PID control on temperature and shutter • Shutter speed = fractions of a second UHV seal Shutter Not shown Substrate holder • To improve film uniformity substrates are spun azimuthally during the process. • GaN is typically grown at temperatures exceeding 700°C • For GaAs growth systems can reach temperatures of approximately 900°C • Molybdenum (Mo) substrate holders are used • Zn is used as a wetting material between the holder and the substrate. – Zinc’s partial pressure is low enough not to contaminate films during long depositions – Wets Mo and MgO sufficiently at T>700oC to be act as a seal between holder and substrate -

Selectivity Map for Molecular Beam Epitaxy of Advanced III–V Quantum
This is an open access article published under a Creative Commons Non-Commercial No Derivative Works (CC-BY-NC-ND) Attribution License, which permits copying and redistribution of the article, and creation of adaptations, all for non-commercial purposes. Letter Cite This: Nano Lett. 2019, 19, 218−227 pubs.acs.org/NanoLett Selectivity Map for Molecular Beam Epitaxy of Advanced III−V Quantum Nanowire Networks † ‡ § ∥ ∥ Pavel Aseev,*, Alexandra Fursina, Frenk Boekhout, Filip Krizek, Joachim E. Sestoft, † † † † ⊥ Francesco Borsoi, Sebastian Heedt, Guanzhong Wang, Luca Binci, Sara Martí-Sanchez,́ ⊥ § § ⊥ # ∥ Timm Swoboda, RenéKoops, Emanuele Uccelli, Jordi Arbiol, , Peter Krogstrup, † ‡ ‡ Leo P. Kouwenhoven,*, , and Philippe Caroff*, † QuTech and Kavli Institute of NanoScience, Delft University of Technology, Lorentzweg 1, 2600 GA Delft, The Netherlands ‡ Microsoft Station Q at Delft University of Technology, 2600 GA Delft, Netherlands § QuTech and Netherlands Organization for Applied Scientific Research (TNO), Stieltjesweg 1, 2628 CK Delft, The Netherlands ∥ Center For Quantum Devices and Station Q Copenhagen, Niels Bohr Institute, University of Copenhagen, 2100 Copenhagen, Denmark ⊥ Catalan Institute of Nanoscience and Nanotechnology (ICN2), CSIC and BIST, Campus UAB, 08193 Bellaterra, Barcelona, Catalonia, Spain # ICREA, Passeig de Lluıś Companys 23, 08010 Barcelona, Catalonia, Spain *S Supporting Information ABSTRACT: Selective-area growth is a promising technique for enabling of the fabrication of the scalable III−V nanowire networks required to test proposals for Majorana-based quantum computing devices. However, the contours of the growth parameter window resulting in selective growth remain undefined. Herein, we present a set of experimental techniques that unambiguously establish the parameter space window resulting in selective III−V nanowire networks growth by molecular beam epitaxy.