Working Principles of Drilling Machine Tool and Its Mechanism
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Drill Press Safety Quiz
Drill Press Safety Quiz Name: ___________________ _ Date: ___________________________ 1. Drill press training is only required if I have no previous experience using a drill press. True False 2. What personal protective equipment should be used when operating a drill presses? A. Respirator B. Gloves C. Safety glasses D. Face shield 3. Before operating a drill press always remember to: A. Secure your hair B. Secure loose clothing C. Remove all jewelry D. All of the above 4. Which of the following three drill bits shanks should only be used in a drill press chuck? A. Triangular, the chuck key, or hex B. Square, round, or hex C. Round, hex, or triangular D. Roller, twist, or triangular 5. You should always position and secure your work piece to prevent it from spinning, and so you do not drill into the table. True False 6. __________ the drill press before changing the belts for speeds. A. Slow down B. Power off C. Speed up D. Keep running 7. When operating a drill press you should: A. Never start the drill with the drill bit pressed against your work B. Operate the drill at appropriate speeds C. Reduce the drilling pressure when the bit begins to break through your work D. All of the above C 10. F, 9. A, 8. D, 7. B, 6. T, 5. C, 4. D, 3. C, 2. F, 1. Answers: 8. ______________ involves plunging the drill bit part way through the work piece, and then retracting it to the surface. This is repeated until the hole is finished. -

Pioneer Double Duck Reed Instructions
v08.13 Turning a Pioneer Double Reed Duck Call Turning the Stopper 1. Mount the 1/2" WoodMaster mandrel into a drill chuck or Supplies Needed collet chuck. • 1 1/2" x 1 1/2" x 6" Blank • Sandpaper/Finish 2. Slide the blank onto the mandrel and tighten the expansion • Duck Call Reed Assembly • Drill or Drill Press screw so the blank will not slip while turning. Do not • 3/4" WoodMaster Mandrel • Eye and Ear Protection overtighten. • 1/2" WoodMaster Mandrel • 1/2" Drill Bit • Glue (Thick CA or Epoxy) • 3/4" Drill Bit 3. Turn a 3/4" dia. tenon that will fit into the barrel. Use a set of calipers to size the tenon. Test the fit of the stopper tenon by Wood Preparation stopping the lathe, and sliding the barrel over the end of the mandrel and onto the stopper tenon. This step may need to be 1. Select a blank 1-1/2" x 1-1/2" x 6". repeated several times. Do not to remove the stopper from 2. Cut the blank to the sizes shown below. the mandrel, as this may alter the alignment. Game Call Instructions3. Mark and drill the blanks as shown below. 3/4" diameter hole Craft 4.Supplies Cut two grooves USA in 1-800-551-887the tenon using the point6 of a skew to for the barrel. 1/2" diameter hole for the stopper. accept the o-rings. The o-rings should be slightly proud of the tenon and no larger or this will cause fitment issues. -

Stanley CE Certified Products Catalog
Selection, Innovation, CE CERTIFIED Performance PRODUCT Your One-Stop Shop for Hydraulic Tools CATALOG and Attachments CE TOOLS CATALOG INDEX About Hydraulic Tools . 1-2 Breakers . 2-4 Chipping Hammer . 5 Augers . 5 Tamper Drills . 6 Grinders . 7 Hammer Drills . 8 Impact Drills . 9 Impact Wrenches . 10 Diamond Chainsaws . 11 Chainsaw & Cutoff Saw Water Pump . 11 Utility Chain saw . 12 Cutoff Saw . 12 Sump Pumps . 13 Trash Pumps . 14 GREAT BRAND, GREAT TOOLS Power Units . 15 STANLEY has a proud tradition of being a global leader in the development of a wide range of innovative hydraulic products used in a variety of industries and Suggested Carrier Ranges . 16 applications throughout the world. As a proud member of STANLEY Black & Decker, a 175 year old company committed to the manufacture and distribution of quality tools for the professional, industrial, and consumer, we at Stanley Infrastructure are dedicated to providing our customers with innovative customer-driven product Profile Grinders . 16 designs, world class quality, unmatched product support, and superior value. Track Jacks . 17 GLOBAL REPRESENTATION Weld Shear . 17 STANLEY Infrastructure produces an extensive line of products for use in construction, demolition, scrap processing, recycling, utilities, municipalities, railroads, Rail Saw . 18 industry, landscaping, underwater, construction, and specialty trades. STANLEY Infrastructure Tools has sales offices and distributors throughout North America, Central America, South America, Europe, Asia, Australia, and the Middle East. Rail Drill . 18 Hydraulic System Requirements . 19-20 OUR MISSION STANLEY is committed to providing innovative solutions for infrastructure based applications. We are for those who make the world move. B www.stanleyinfrastructure.com 833.723.1843 833.723.1843 www.stanleyinfrastructure.com C CE TOOLS CE TOOLS SERIES BR BREAKERS Nothing equals the impact force of hydraulic-powered breakers. -

Metal Drill Bits Hammer Drill Stronger Than Steel Chisel Drill Bits Stone and Special Metal Drill Bits
BITS METAL DRILL BITS HAMMER DRILL STRONGER THAN STEEL CHISEL DRILL BITS STONE AND SPECIAL METAL DRILL BITS 307 | HSS-E DIN 338 cobalt 76–79 WOOD DRILL BITS 311 | HSS TIN DIN 338 steel drill bit 80–81 302 | HSS DIN 338, ground, split point 82–85 300 | HSS DIN 338, standard 86–90 300 | HSS DIN 338, standard, shank reduced 91 340 | HSS DIN 340, ground, split point, long 92 342 | HSS DIN 1869, ground, extra long 93 SAWS 344 | HSS hollow section drill bit / Facade drill bit 94 345 | HSS DIN 345 morse taper 95–96 303 | HSS DIN 1897 pilot drill bit, ground, split point, extra short 97 310 | HSS DIN 8037 carbide tipped 98 312 | HSS-G Speeder DIN 338 RN metal drill bit 99 304 | HSS Double end drill bit, ground, split point 100 315 | HSS Drill bit KEILBIT, ground 101 317 | HSS combination tool KEILBIT 102 329 | HSS countersink KEILBIT 103 327 | HSS countersink 90° DIN 335 C 104 328 | HSS deburring countersink 105 ASSORTMENTS 326 | HSS tube and sheet drill bit 106 325 | HSS step drill 107 140 | Scriber 108 320 | HSS hole saw bi-metal 109–112 SHELVES | From Pros for Pros | www.keil.eu | 73 MODULES - BITS HAMMER DRILL METAL DRILL BITS Nothing stops the metal drill bits because we offer a drill bit for every application. CHISEL HSS-E TWIST DRILL BIT 135° The HSS-E drill bit is a cobalt alloyed high performance drill bit. Even with insufficient cooling it has reserve in heat resistance. Due to the alloying addition of 5 % Co in the cutting material these drill bits can be used for working with work pieces with a tensile strength of over 800N/m². -

Water Jet Cutting a Technology on the Rise
Water Jet Cutting A Technology on the Rise Water Jet Cutting- A Technology on the Rise Foreword: Siberia to Iceland, from Norway to South The purpose of this brochure is to give the Africa. reader a rough overview of Waterjet Specially trained technicians are constantly Cutting. In addition to precise cutting of on duty and can help you immediately at various materials as presented, many any time. special applications i.e. medical and in the decommissioning and demolition field Service and wear parts are shipped within exist – these however being outside the 24 hours. scope of this text. For any additional Our contract-cutting department takes information, our KMT Waterjet team is care of our customers’ needs to the fullest, always available. Also, we would like to enabling us to perform test-cutting welcome you to visit our homepage procedures in order to optimize the www.kmt-waterjet.com, where you have cutting method, allowing you for the option of downloading useful files. economically and technically sound In order for you to get a better operation of your machines. understanding of KMT Waterjet Systems, The KMT Waterjet team in Bad Nauheim is we would also like to take this opportunity always available to answer your questions! to present our company. In the Autumn of 2003, KMT AB of Sweden purchased the Waterjet Cutting Division from Ingersoll-Rand. The KMT Corporation is an Internationally active corporation with over 700 employees worldwide. KMT Waterjet Systems employs 200 people. Further KMT brands include UVA, LIDKOPING, KMT Robotic Solutions, KMT Aqua-Dyne, KMT McCartney, and KMT H2O. -

Portable Machine Tools Safety Precautions
TC 9-524 Chapter 3 PORTABLE MACHINE TOOLS The portable machine tools identified and described in this Portable machine tools are powered by self-contained chapter are intended for use by maintenance personnel in a electric motors or compressed air (pneumatic) from an outside shop or field environment. These lightweight, transportable source. They are classified as either cutting took (straight and machine tools, can quickly and easily be moved to the angle hand drills, metal sawing machines, and metal cutting workplace to accomplish machining operations. The accuracy shears) or finishing tools (sanders, grinders, and polishers). of work performed by portable machine tools is dependent upon the user’s skill and experience. SAFETY PRECAUTIONS GENERAL Portable machine tools require special safety precautions Remove chuck keys from drills prior to use. while being used. These are in addition to those safety precautions described in Chapter 1. Hold tools firmly and maintain good balance. Secure the work in a holding device, not in your PNEUMATIC AND ELECTRIC TOOL hands. SAFETY Wear eye protection while operating these Here are some safety precautions to follow: machines. Never use electric equipment (such as drills, Ensure that all lock buttons or switches are off sanders, and saws) in wet or damp conditions. before plugging the machine tool into the power source. Properly ground all electric tools prior to use. Never leave a portable pneumatic hammer with a Do not use electric tools near flammable liquids or chisel, star drill, rivet set, or other tool in its nozzle. gases. ELECTRIC EXTENSION CORDS Inspect all pneumatic hose lines and connections prior to use. -
Hollow Chisel Mortiser
User Manual Read and understand this manual before using machine. HOLLOW CHISEL MORTISER Model Number 25200 ® CUS STEEL CITY TOOL WORKS Manual Part No. OR71593 VER. 2.07 THANK YOU for purchasing your new Steel City Hollow Chisel Mortiser. This mortiser has been designed, tested, and inspected with you, the customer, in mind. When properly assembled, used and maintained, your mortiser will provide you with years of trouble free service, which is why it is backed by one of the longest machinery warranties in the business. This mortiser is just one of many products in the Steel City’s family of woodworking machinery and is proof of our commitment to total customer satisfaction. At Steel City we continue to strive for excellence each and every day and value the opinion of you, our customer. For comments about your mortiser or Steel City Tool Works, please visit our web site at www.steelcitytoolworks.com . 2 TABLE OF CONTENTS INTRODUCTION SECTION 1 Warranty .................................................................................................................................................4 SECTION 2 Product Specifications ............................................................................................................................7 SECTION 3 Accessories and Attachments ................................................................................................................7 SECTION 4 Definition of Terms..................................................................................................................................7 -

DRILL PRESSES SAFETY Drill Press Training Is Required Before Operating
DRILL PRESSES SAFETY Drill press training is required before operating this equipment. SAFETY: Know the controls. Know how to turn the drill press on and off. Wear safety glasses when operating the drill press. Wearing gloves is prohibited. Secure your hair and loose clothing. Remove all jewelry. Never try to stop the drill chuck and spindle with your hands. Always keep hands and fingers away from the drill bit. Always remove the chuck key. Tools in poor condition must not be used. SETUP: Clean the drill press tables of all cuttings and tools before use. Use only round, hex, or triangular shank drill bits. Center the shank, tighten and securely lock the drill bit in the chuck. Do not tighten the chuck onto the drill bit’s cutting flutes. Position and secure your work piece to prevent it from spinning, and so you do not drill into the table. Be sure the table lock has been tightened. The drill bit should be a quarter inch (1/4 inches) away from your work before drilling. Power off the drill press before changing the belts for speeds. OPERATION: Peck drill into your work piece. Never start the drill press with the drill bit pressed against the work piece. Always use cutting oils when drilling metals. Remember to back the drill bit out of deep holes. Always operate your drill press at appropriate speeds. Reduce the drilling pressure when the bit begins to break though the work piece. Turn the machine off and clear chips and scrap pieces with a brush. HOUSKEEPING: Use a vacuum or brush to remove cuttings, not your hands. -
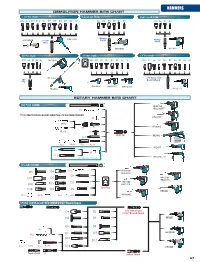
HAMMERS DEMOLITION HAMMER BITS CHART 1-1/8” Hex Shank Makita Large Shank Makita Small Shank D15 D14 D13 D12 D9 D7 D5 D4 D3 D2 D1 D7 D5 D4 D3 D2 D1 D10 D8 D3 D1
HAMMERS DEMOLITION HAMMER BITS CHART 1-1/8” Hex Shank Makita Large Shank Makita Small Shank D15 D14 D13 D12 D9 D7 D5 D4 D3 D2 D1 D7 D5 D4 D3 D2 D1 D10 D8 D3 D1 Makita HM1304B HM1810 Large Makita 1-1/8” Small Hex HM1500 HK1810 SDS Plus Shank SDS Max Shank 3/4” Hex Shank D10 D8 D3 D2 D1 HK1820 D9 D7 D6 D5 D4 D3 D2 D1 D16 D11 D9 D7 D6 D5 D4 D3 D2 D1 SDS max HK1820L 3/4” Hex 21/32” SDS Round Shank Plus HM0860C HM1100C HM1202C HK0500 HM1211B ROTARY HAMMER BITS CHART SDS PLUS SHANK HR3210C R1 HR3210FCT R8 IS ADAPTER WHICH ALLOWS OLDER TOOLS TO USE DEMOLITION BITS R6 HR2811F Metal R3 R2 HR3000C Wood R4 SDS Plus HR2432 D1 R23c R23b R23 R23a HR2455 R9 R8 R10 HR2470F / FT HR160DWA & HR2400 only SDS MAX SHANK D4 R1a HR5210C D5 HR5211C D1 D11 D6 HR4010C SDS HR4011C D2 HR4510C D16 D15 max HR4511C SDS Max D18 D9 D3 HR4002 R24c R24b R24 R24a HR4500C SPLINE SHANK & 3/4” HEX SHANK 21/32” Round Shank D4 D2 3/4” HEX Shank 21/32” Round Shank D5 D3 HR3851 D8 D6 R6 D7 HR4040C R1b D1 D18 D17 R24a R24c R24b R24 D16 HR5000 Taper Shank R5 Spline Shank 67 HAMMERS DEMOLITION HAMMER BITS CHART Demolition Hammer Bits Chart HM1202C, HM1100C, HR3210C/FCT, HM0860C, HR5210C, HR3000C, HR2811F, HR5211C, HR4510C, HM1810C, HM1304B HM1500 HK1810 HR2455, HR2432, Model HR4511C, HR4500C, HR2470F/FT, HK1820, HR4010C, HR4011C, HK0500 HR4002 Ref. No. Description 1-1/8" Hex 3/4" Hex Makita Large Makita Small SDS Plus 3/4" Hex, 21/32" Round SDS Max Hex Shank Size Part No. -

Study Unit Toolholding Systems You’Ve Studied the Process of Machining and the Various Types of Machine Tools That Are Used in Manufacturing
Study Unit Toolholding Systems You’ve studied the process of machining and the various types of machine tools that are used in manufacturing. In this unit, you’ll take a closer look at the interface between the machine tools and the work piece: the toolholder and cutting tool. In today’s modern manufacturing environ ment, many sophisti- Preview Preview cated machine tools are available, including manual control and computer numerical control, or CNC, machines with spe- cial accessories to aid high-speed machining. Many of these new machine tools are very expensive and have the ability to machine quickly and precisely. However, if a careless deci- sion is made regarding a cutting tool and its toolholder, poor product quality will result no matter how sophisticated the machine. In this unit, you’ll learn some of the fundamental characteristics that most toolholders have in common, and what information is needed to select the proper toolholder. When you complete this study unit, you’ll be able to • Understand the fundamental characteristics of toolhold- ers used in various machine tools • Describe how a toolholder affects the quality of the machining operation • Interpret national standards for tool and toolholder iden- tification systems • Recognize the differences in toolholder tapers and the proper applications for each type of taper • Explain the effects of toolholder concentricity and imbalance • Access information from manufacturers about toolholder selection Remember to regularly check “My Courses” on your student homepage. Your instructor -

3/8 In. Variable Speed Electric Drill Instruction Manual
COMPONENT COMPOSANT COMPONENTE N°691769 3/8 IN. VARIABLE SPEED ELECTRIC DRILL INSTRUCTION MANUAL PERCEUSE À PILE DE 3/8 PO, À VITESSE VARIABLE MODE D’EMPLOI MANUAL DE INSTRUCCIONES SOBRE EL TALADRO ELÉCTRICO DE 3/8 PULG. DE VELOCIDAD VARIABLE THIS MANUAL CONTAINS IMPORTANT INFORMATION REGARDING SAFETY, OPERATION, MAINTENANCE AND STORAGE OF THIS PRODUCT. BEFORE USE, READ CAREFULLY AND UNDERSTAND ALL CAUTIONS, WARNINGS, INSTRUCTIONS AND PRODUCT LABELS. FAILURE TO DO SO COULD RESULT IN SERIOUS PERSONAL INJURY AND/OR PROPERTY DAMAGE. CE MANUEL CONTIENT DES INFORMATIONS IMPORTANTES CONCERNANT LA SÉCURITÉ, LE FONCTIONNEMENT ET LE REMISAGE DE CE PRODUIT. LIRE, ÉTUDIER ET VEILLER À BIEN COMPRENDRE TOUTES LES MISES EN GARDE ET INSTRUCTIONS ET AUTOCOLLANTS APPOSÉS SUR LE PRODUIT AVANT DE L’UTILISER. NE PAS RESPECTER CES INSTRUCTIONS POURRAIT ENTRAÎNER DES BLESSURES ET/OU DES DOMMAGES MATÉRIELS. ESTE MANUAL CONTIENE INFORMACIÓN IMPORTANTE SOBRE LA SEGURIDAD, OPERACIÓN, MANTENIMIENTO Y ALMACE- NAMIENTO DE ESTE PRODUCTO. ANTES DE USARLO, LEA Y COMPRENDA TODAS LAS PRECAUCIONES, ADVERTENCIAS, INSTRUCCIONES Y ETIQUETAS DEL PRODUCTO. DE LO CONTRARIO PODRÍA SUFRIR LESIONES GRAVES O CAUSAR DAÑOS MATERIALES. IF YOU SHOULD HAVE ANY QUESTIONS OR EXPERIENCE A PROBLEM WITH YOUR ALLTRADE PRODUCT, DO NOT RETURN THIS PRODUCT TO THE STORE. PLEASE CALL OUR CUSTOMER SERVICE DEPARTMENT AT 1-800-590-3723. BEFORE YOU CALL, KAWASAKI IS A TRADEMARK LICENSED BY KAWASAKI MOTORS HAVE THE FOLLOWING INFORMATION AVAILABLE: MODEL No., DATE PURCHASED AND STORE LOCATION. AN ALLTRADE CORP., U.S.A., WHICH DOES NOT MANUFACTURE OR REPRESENTATIVE CAN RESOLVE YOUR PROBLEM OVER THE PHONE. IF YOU WOULD LIKE TO MAKE A SUGGESTION OR DISTRIBUTE THIS PRODUCT. -
FEIN METAL CORE DRILLING User-Oriented Solutions from the Specialist
FEIN METAL CORE DRILLING User-oriented solutions from the specialist FEIN • SLUGGER Core Drilling Units Hand-Held Core Drill FEIN System Expertise Quickin System Tappers HSS Annular Cutters Carbide Cutters Accessories CONTENTS Table Of Contents General Core Drilling Units Cutters & Accessories Additional Core Drill Overview 4 KBM 32 Q 6 KBM Accessories 9 FEIN Tappers 14 KBM Premium Line 5 KBM 50 QX 7 KBM QUICKIN Cutters 11 FEIN Product Line 31 KBB Standard Line 15 KBM 52 U 6 KBH Hand-held 12 KBM 80 AUTO 7 Slugger Cutters 19 FEIN Warranty 32 Why FEIN QUICKIN? 11 HSS Nova 20 KBB 30 16 Slugger Cutter Line 19 HSS Dura TiN 22 KBB 38 16 HM Ultra Carbide 23 FEIN System Expertise KBB 40 17 Tap Size 24 “FEINOLOGY” 3 KBB 60 17 Sheet Metal 26 Slugger Accessories 25 FEIN Brand 3 KBH 25 12 Industrial Arbors 28 FEIN Mobile Training 32 ShortSluggers 30 FEIN KBM Premium Series: Core drilling system with high quality standards for versatile applications and optimum speed for carbide cutters. FEIN KBB Standard Series: Ideal for workshop and installation jobs. Reliable and economical with optimum speed for HSS annular cutters. FEIN KBH Hand-held: Drilling reinvented with the world’s first hand-held metal core drilling system. FEIN SYSTEM EXPERTISE Profit from FEIN system expertise. No other power tool manufacturer offers you as much experience in the core drilling field. FEIN knowledge has been built up over decades, and built into every aspect of FEIN core drilling. Introducing FEIN offers you a core drilling system for metal in which machine, core bits, and accessories are precisely matched to each other.