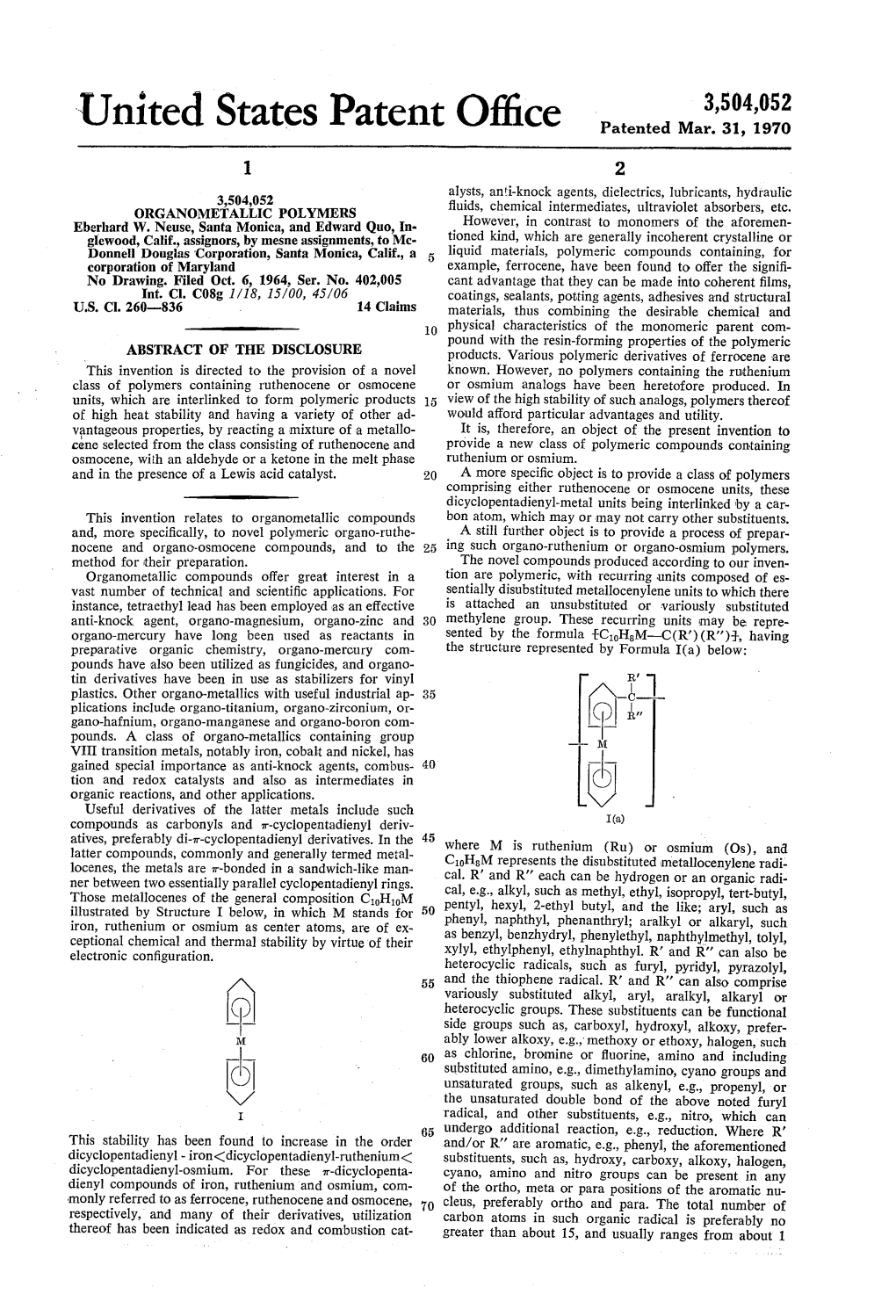
'United States Patent 0
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
The Reaction of Arenetricarbonylchromium Complexes with Alkyllithium Could Proceed Via a Variety of Pathways to Yield Any of Several Possible Products
Iowa State University Capstones, Theses and Retrospective Theses and Dissertations Dissertations 1975 The er action of arenetricarbonylchromium complexes with alkyllithium compounds Roger John Card Iowa State University Follow this and additional works at: https://lib.dr.iastate.edu/rtd Part of the Organic Chemistry Commons Recommended Citation Card, Roger John, "The er action of arenetricarbonylchromium complexes with alkyllithium compounds " (1975). Retrospective Theses and Dissertations. 5410. https://lib.dr.iastate.edu/rtd/5410 This Dissertation is brought to you for free and open access by the Iowa State University Capstones, Theses and Dissertations at Iowa State University Digital Repository. It has been accepted for inclusion in Retrospective Theses and Dissertations by an authorized administrator of Iowa State University Digital Repository. For more information, please contact [email protected]. INFORMATION TO USERS This material was produced from a microfilm copy of the original document. While the most advance technological means to photograim and reproduce this document have been used, the quality is heavily dependent upon the quality of the original submitted. The following explanation of techniques is provided to help you understand markings or patterns which may appear on this reproduction. 1. The sign or "target" for pages apparency lacking from the document photographed is "Missing Page(s)". If it was possible to obtain the missing page(s) or section, they are spliced into the film along with adiacent pages. This may have necessitated cutting tiiru an image and duplicating adjscsnt pages to insure you complete continuity. 2. When an image on the film is obliterated with a large round biack mark, it is an indication Aat the photographer suspected that the copy may have moved during exposure and thus cause a blurred image. -

Synthesis and Reactivity of Cyclopentadienyl Based Organometallic Compounds and Their Electrochemical and Biological Properties
Synthesis and reactivity of cyclopentadienyl based organometallic compounds and their electrochemical and biological properties Sasmita Mishra Department of Chemistry National Institute of Technology Rourkela Synthesis and reactivity of cyclopentadienyl based organometallic compounds and their electrochemical and biological properties Dissertation submitted to the National Institute of Technology Rourkela In partial fulfillment of the requirements of the degree of Doctor of Philosophy in Chemistry by Sasmita Mishra (Roll Number: 511CY604) Under the supervision of Prof. Saurav Chatterjee February, 2017 Department of Chemistry National Institute of Technology Rourkela Department of Chemistry National Institute of Technology Rourkela Certificate of Examination Roll Number: 511CY604 Name: Sasmita Mishra Title of Dissertation: ''Synthesis and reactivity of cyclopentadienyl based organometallic compounds and their electrochemical and biological properties We the below signed, after checking the dissertation mentioned above and the official record book(s) of the student, hereby state our approval of the dissertation submitted in partial fulfillment of the requirements of the degree of Doctor of Philosophy in Chemistry at National Institute of Technology Rourkela. We are satisfied with the volume, quality, correctness, and originality of the work. --------------------------- Prof. Saurav Chatterjee Principal Supervisor --------------------------- --------------------------- Prof. A. Sahoo. Prof. G. Hota Member (DSC) Member (DSC) --------------------------- -

Visiting Professors
RESEARCH ACTIVITIES Visiting Professors Visiting Professor KITAGAWA, Hiroshi (from Kyushu University) Creation of Novel Functional Nano Materials Based on Proton-Coupled Electronic Properties Dynamics of molecules and ions in “coordination nano-space” are acted by characteristic nano-fields such as intermolecular interaction, coulomb interaction, catalytic action, etc. This project is to reveal a basic principle of an unusual nano-field acting on coordination space, and to create the nano space where the energy conversions can be easily operated. In particular, we aim at the construction of coordination nano space system which is able to control a series of energy operations such as generation, separation, storage, material conversion of an energy molecule H2, or electron/ion transport. In this year, we have explored a novel hydrogen-energy functional coordination nano-space by using proton-coupled redox and electron-proton interaction. In the present project, we will create new 1) hydrogen- storage nano-materials, 2) highly proton-conductive coordinatiom polymers, 3) highly electron-proton conductive matrerials, etc. Visiting Associate Professor KANAMORI-KATAYAMA, Mutsumi (from RIKEN) Development of the Assay System for Protein-RNA Interactions Recently, it has been cleared that a large amount of non-coding RNA (ncRNA) existed in mammalian cells. Though some ncRNAs are analyzed and cleared to have important functions, what most ncRNAs do is largely unknown. These ncRNAs are thought to function with Protein, RNA or DNA rather than by themselves. Therefore, it is thought that the information of interactions will play an important role to annotate the function of ncRNAs. So, we focused on the protein-RNA interaction (PRI), and have been developing the assay system to obtain PRI information efficiently. -

Boron-Carbide and Boron Rich Rhobohedral Based Transistors and Tunnel Diodes
University of Nebraska - Lincoln DigitalCommons@University of Nebraska - Lincoln Peter Dowben Publications Research Papers in Physics and Astronomy July 2003 Boron-Carbide and Boron Rich Rhobohedral Based Transistors and Tunnel Diodes Peter A. Dowben University of Nebraska-Lincoln, [email protected] Follow this and additional works at: https://digitalcommons.unl.edu/physicsdowben Part of the Physics Commons Dowben, Peter A., "Boron-Carbide and Boron Rich Rhobohedral Based Transistors and Tunnel Diodes" (2003). Peter Dowben Publications. 74. https://digitalcommons.unl.edu/physicsdowben/74 This Article is brought to you for free and open access by the Research Papers in Physics and Astronomy at DigitalCommons@University of Nebraska - Lincoln. It has been accepted for inclusion in Peter Dowben Publications by an authorized administrator of DigitalCommons@University of Nebraska - Lincoln. (12) United States Patent (10) Patent NO.: US 6,600,177 B2 Dowben (45) Date of Patent: Jul. 29,2003 (54) BORON-CARBIDE AND BORON RICH (56) References Cited RHOMBOHEDRAL BASED TRANSISTORS U.S. PATENT DOCUMENTS AND TUNNEL DIODES 6,025,611 A * 212000 Dowben ..................... 2571183 (75) Inventor: Peter A. Dowben, Crete, NE (US) * cited by examiner (73) Assignee: Board of Regents, University of Primary Examiner4eorge Fourson Nebraska-Lincoln, Lincoln, NE (US) Assistant Examiner-Thanh V Pham (74) Attorney, Agent, or FirmSuiter West PC LLO ( * ) Notice: Subject to any disclaimer, the term of this patent is extended or adjusted under 35 (57) ABSTRACT U.S.C. 154(b) by 0 days. The present invention relates to the fabrication of a boron carbideboron semiconductor devices. The results suggest (21) Appl. No.: 091991,768 that with respect to the approximately 2 eV band gap pure boron material, 0.9 eV band gap boron carbide (B5C) acts as (22) Filed: Nov. -

First-Principles Simulations of the Interaction of Metal-Organic Molecules with a Surface and As Building Blocks for Nanodevices
Universite´ de Strasbourg IPCMS: CNRS - UMR 7504 These` de Doctorat FIRST-PRINCIPLES SIMULATIONS OF THE INTERACTION OF METAL-ORGANIC MOLECULES WITH A SURFACE AND AS BUILDING BLOCKS FOR NANODEVICES par Burak Ozdamar¨ pr´esent´eeen vue d'obtenir le grade de Docteur de l'Universit´ede Strasbourg Sp´ecialit´e:Physique de la mati`erecondens´eeet des mat´eriaux Soutenue publiquement le 28/10/2016 `al'IPCMS devant le jury compos´ede: Prof. Dr. Roberto Marquardt UdS-LCQ Pr´esident Prof. Dr. J¨urg Hutter UZH-CMSZH Rapporteur Prof. Dr. Andres Saul AMU-CINaM Rapporteur Prof. Dr. Fabrizio Cleri UL1-IEMN Rapporteur Dr. S´ebastien Le Roux UdS-IPCMS Examinateur Prof. Dr. Mauro Boero UdS-IPCMS Directeur de th`ese Tired of lying in the sunshine staying home to watch the rain You are young and life is long and there is time to kill today And then one day you find ten years have got behind you No one told you when to run, you missed the starting gun. Roger Waters iii Abstract UNIVERSITE´ DE STRASBOURG Institut de Physique et Chimie des Mat´eriauxde Strasbourg Doctor of Philosophy FIRST-PRINCIPLES SIMULATIONS OF THE INTERACTION OF METAL-ORGANIC MOLECULES WITH A SURFACE AND AS BUILDING BLOCKS FOR NANODEVICES by Burak Ozdamar¨ The purpose of this study is to investigate the interaction of organometallic com- plexes with transition metals. This topic in question has a broad array of applica- tions in a number of domain; realization of nanojunctions for molecular nanoelec- tronics, biological imaging and nanocatalysis. Within this general framework, this PhD project aims to model the fundamental interactions of molecular building blocks at the atomic level in order to understand their role in the assembly and functionalization of nanostructures. -

Precious Metal Compounds and Catalysts
Precious Metal Compounds and Catalysts Ag Pt Silver Platinum Os Ru Osmium Ruthenium Pd Palladium Ir Iridium INCLUDING: • Compounds and Homogeneous Catalysts • Supported & Unsupported Heterogeneous Catalysts • Fuel Cell Grade Products • FibreCat™ Anchored Homogeneous Catalysts • Precious Metal Scavenger Systems www.alfa.com Where Science Meets Service Precious Metal Compounds and Table of Contents Catalysts from Alfa Aesar When you order Johnson Matthey precious metal About Us _____________________________________________________________________________ II chemicals or catalyst products from Alfa Aesar, you Specialty & Bulk Products _____________________________________________________________ III can be assured of Johnson Matthey quality and service How to Order/General Information ____________________________________________________IV through all stages of your project. Alfa Aesar carries a full Abbreviations and Codes _____________________________________________________________ 1 Introduction to Catalysis and Catalysts ________________________________________________ 3 range of Johnson Matthey catalysts in stock in smaller catalog pack sizes and semi-bulk quantities for immediate Precious Metal Compounds and Homogeneous Catalysts ____________________________ 19 shipment. Our worldwide plants have the stock and Asymmetric Hydrogenation Ligand/Catalyst Kit __________________________________________________ 57 Advanced Coupling Kit _________________________________________________________________________ 59 manufacturing capability to -

SOME STUDIES on CYCLOPENTADIFNYL and CARBONYL COMPLEXES of TRANSITION METALS. a Thesis Submitted by JON ARMISTICE Mccleverty, B
SOME STUDIES ON CYCLOPENTADIFNYL AND CARBONYL COMPLEXES OF TRANSITION METALS. A Thesis submitted by JON ARMISTICE McCLEVERTY, B.Sc. for the Degree of Doctor of Philosophy of the University of London. Royal College of Science. May 1963. This Thesis I dedicate to DIANNE. Her love and understanding is a continual inspiration. kit CHAPTER II ic-CYCLOPENTADIENYL METAL HYDRIDES THE DI-n-CYCLOPENTADIENYL HYDRIDES OF TANTALUM MOLYBDENUM. AND TUNGSTEN. The hydride complexes are prepared in high yields by the inter- action of the anhydrous metal chlorides (Noel" 1C16, or TaC15) with a solution of sodium cyclopentadienide in tetrahydrofuran containing an excess of sodium borohydride. Without addition of borohydride to the sodium cyclopentadienide solution only low yields of the hydrides can be obtained since the hydriue ion required must come from the solvent or from traces of excess of cyclopentadiene or cyclopentene present in the reaction mixture. The tantalum hydride, (n-C5H5)2TaH3, is a white crystalline compound which is sensitive to air; the molybdenum and tungsten hydrides, (n-05H5)2MH2, form yellow crystals, the former being more sensitive to air than the latter, which can be handled briefly in air. The tantalum compound is sparingly soluble in light petroleum but it is moderately soluble in benzene; the other hydrides are soluble in light petroleum as well as in other common solvents. Solutions of all three compounds decompose rapidly wren exposed to air. The compounds are soluble in halogenated solvents and in carbon disulphide but react with them quite rapidly, the order of reactivity being Ta Mo ACKNOWLEDGMENTS I would like to express my deep gratitude to Professor G. -

CURRICULUM VITAE WILLIAM E. GEIGER, JR. Professor Of
CURRICULUM VITAE WILLIAM E. GEIGER, JR. Professor of Chemistry University of Vermont, Burlington VT 05405 802-656-0268; EMAIL [email protected] FAX 802-656-8705 Education B.S. Canisius College 1965 Chemistry Ph.D. Cornell University 1969 Analytical Chemistry Positions Research Associate, Univ. of California at Riverside 1968-69 Postdoctoral Research Associate, Northwestern Univ. 1969-70 Assistant Professor, Southern Illinois Univ. 1970-74 Assistant Professor, Univ. of Vermont 1974-77 Associate Professor, Univ. of Vermont 1977-82 Professor, Univ. of Vermont 1982-Present Pomeroy Professor, Univ. of Vermont 1997-Present Chair, Department of Chemistry, University of Vermont 1998-2001 Honors University of Vermont Scholar 1984 James Crowdle Award, Canisius College 1995 Dean’s Lecturer, UVM 2009 Vermont Academy of Science and Engineering 2009 William Geiger Research Laboratory (Free State University) 2011 Professional Organizations Member, American Chemical Society (ACS) Division of Analytical Chemistry Division of Inorganic Chemistry Society for Electroanalytical Chemistry (SEAC) Vermont Academy of Science and Engineering Selected Professional Activities Professeur Associe, Univ. of Bordeaux 1986 Editor, Newsletter of SEAC 1985-88 Editorial Advisory Board, Organometallics 1989-91 Board of Directors, SEAC 1992-95 Graduiertenkolleg Lecturer, Univ. of Freiburg 1996 Editorial Board, Chemtracts 1997-98 Leverhulme Fellow, University of Bristol 1998 Erskine Fellow, University of Canterbury 2000 Advisory Board, Center for Molecular Electrocatalysis 2009-present INVITED LECTURES AND COLLOQUIA Canisius College 10/70 Univ. Maryland at Baltimore 9/71 Franklin and Marshall College 9/71 Univ. of Missouri at St. Louis 2/73 Brown University 10/75 Univ. of Massachusetts at Amherst 12/75 Univ. of Massachusetts at Boston 2/76 SUNY at Buffalo 11/76 SUNY at Plattsburgh 1/77 Providence College 2/78 Wesleyan University 2/78 St. -

Synthesis of the Metallocenes for the Production of Exotic High Energy Ion Beams
Synthesis of the Metallocenes for the Production of Exotic High Energy Ion Beams Ntombizonke Yvonne Kheswa A thesis is submitted in fulfilment of the requirements for the degree of Doctor of Philosophy in the Department of Physics & Astronomy, University of the Western Cape, South Africa. Supervised by: Prof. J. N. Orce, Department of Physics & Astronomy University of the Western Cape Prof. S. Titinchi, Department of Chemistry, University of the Western Cape Dr. R. Thomae Accelerator and Engineering Department iThemba LABS March 2019 https://etd.uwc.ac.za DECLARATION I declare that Synthesis of the Metallocenes for the Production of Exotic High Energy Ion Beams is my own work, that it has not been submitted for any degree or examination in any other university, and that all the sources I have used or quoted have been indicated and acknowledged by complete references. Signed: Ntombizonke Kheswa Date: 1 March 2019 i https://etd.uwc.ac.za Synthesis of the Metallocenes for the Production of Exotic High Energy Ion Beams Department of Physics and Astronomy, University of the Western Cape, Private Bag X17, 7535 Bellville, South Africa. ABSTRACT The Subatomic Physics Department of iThemba Laboratory for Accelerated Based Sciences (iThemba LABS) conducts experiments that require a variety of particle beams in order to study nuclear properties (reaction, structure, etc.) of various nuclides. These particle beams are accelerated using the K-200 Separated Sector Cyclotron (SSC) and delivered to different physics experimental vaults. Prior to acceleration, the particle beam is first ionised using an Electron Resonance Ion Source (ECRIS). The main goal of this study is the production of exotic metallic beams of 60Ni8+ and 62Ni8+ using ECRIS4, which are required for the Coulomb excitation experiments approved by the Programme Advisory Committee (PAC) at iThemba LABS. -

Differentiation Between Spin State, Electrostatic and Covalent Bonding
Inorganica Chimica Acta 360 (2007) 179–189 www.elsevier.com/locate/ica Metal–ligand bonding in metallocenes: Differentiation between spin state, electrostatic and covalent bonding Marcel Swart Institucio´ Catalana de Recerca i Estudis Avanc¸ats (ICREA), 08010 Barcelona, Spain Institut de Quı´mica Computacional, Universitat de Girona, Campus Montilivi, 17071 Girona, Spain Received 16 June 2006; received in revised form 26 July 2006; accepted 26 July 2006 Available online 5 August 2006 Inorganic Chemistry – The Next Generation. Abstract We have analyzed metal–ligand bonding in metallocenes using density functional theory (DFT) at the OPBE/TZP level. This level of theory was recently shown to be the only DFT method able to correctly predict the spin ground state of iron complexes, and similar accuracy for spin ground states is found here. We considered metallocenes along the first-row transition metals (Sc–Zn) extended with alkaline-earth metals (Mg, Ca) and several second-row transition metals (Ru, Pd, Ag, Cd). Using an energy decomposition analysis, we have studied trends in metal–ligand bonding in these complexes. The OPBE/TZP enthalpy of heterolytic association for ferrocene (À658 kcal/mol) as obtained from the decomposition analysis is in excellent agreement with benchmark CCSD(T) and CASPT2 results. Covalent bonding is shown to vary largely for the different metallocenes and is found in the range from À155 to À635 kcal/mol. Much smaller variation is observed for Pauli repulsion (55–345 kcal/mol) or electrostatic interactions, which are however strong (À480 to À620 kcal/mol). The covalent bonding, and thus the metal–ligand bonding, is larger for low spin states than for higher spin states, due to better suitability of acceptor d-orbitals of the metal in the low spin state. -

"Mixed-Ligand" Homocyclopentadienyl Ruthenocenes
Western Michigan University ScholarWorks at WMU Master's Theses Graduate College 12-1992 Synthesis of Symmetric and "Mixed-Ligand" Homocyclopentadienyl Ruthenocenes John Adjeiku Amanfu Follow this and additional works at: https://scholarworks.wmich.edu/masters_theses Part of the Organic Chemistry Commons Recommended Citation Amanfu, John Adjeiku, "Synthesis of Symmetric and "Mixed-Ligand" Homocyclopentadienyl Ruthenocenes" (1992). Master's Theses. 902. https://scholarworks.wmich.edu/masters_theses/902 This Masters Thesis-Open Access is brought to you for free and open access by the Graduate College at ScholarWorks at WMU. It has been accepted for inclusion in Master's Theses by an authorized administrator of ScholarWorks at WMU. For more information, please contact [email protected]. SYNTHESIS OF SYMMETRIC AND "MDCED-LIGAND" HOMOCYCLOPENTADEENYL RUTHENOCENES John Adjeiku Amanfu A Thesis Submitted to the Faculty of The Graduate College in partial fulfillment of the requirements for the Degree of Master of Arts Department of Chemistry Western Michigan University Kalamazoo, Michigan December 1992 Reproduced with permission of the copyright owner. Further reproduction prohibited without permission. SYNTHESIS OF SYMMETRIC AND "MIXED-LIGAND HOMOCYCLOPENTADIENYL RUTHENOCENES John Adjeiku Amanfu, M.A. Western Michigan University, 1992 Muller and co-workers were the first to report the synthesis of a symmetric bicyclic analogue of ferroene, by treating the anion of bicy- cio[3.2.2]nona-2,6,8-triene (BCNT) with ferrous chloride. This compound was found to be thermally less stable than ferrocene decomposing above 50°C. We report the synthesis and characterization of two homocy- clopentadienyl ruthenocenes; namely (pentamethylcyclopentadienyl)- (bicyclo[3.2.1]octa-2,6-dienyl) ruthenium(II), {ri^-(C5Me5)Ru(BCOD)} and (cyclopentadienyl)(bicyclo[3.2.1]octa-2,6-dienyl)ruthenium(II) {^-(CsHs)- Ru(BCOD)} by treating bicyclo[3.2.1]octa-2,6-dienyl anion with the ruthenium complexes, [Cp*RuCl2]2 and [(NBD)RuCl 2 ]2 respectively. -

Single Wall Carbon Nanotubes Filled with Metallocenes: a First Example of Non-Fullerene Peapods
University of Pennsylvania ScholarlyCommons Departmental Papers (MSE) Department of Materials Science & Engineering November 2001 Single Wall Carbon Nanotubes Filled with Metallocenes: a First Example of Non-Fullerene Peapods Ferenc Stercel University of Pennsylvania, [email protected] Norbert M. Nemes University of Pennsylvania, [email protected] John E. Fischer University of Pennsylvania, [email protected] David E. Luzzi University of Pennsylvania, [email protected] Follow this and additional works at: https://repository.upenn.edu/mse_papers Recommended Citation Stercel, F., Nemes, N. M., Fischer, J. E., & Luzzi, D. E. (2001). Single Wall Carbon Nanotubes Filled with Metallocenes: a First Example of Non-Fullerene Peapods. Retrieved from https://repository.upenn.edu/ mse_papers/16 Copyright Materials Research Society. Reprinted from MRS Proceedings Volume 706. 2001 Fall Meeting Symposium Z Making Functional Materials with Nanotubes Publisher URL: http://www.mrs.org/members/proceedings/fall2001/z/Z7_8.pdf This paper is posted at ScholarlyCommons. https://repository.upenn.edu/mse_papers/16 For more information, please contact [email protected]. Single Wall Carbon Nanotubes Filled with Metallocenes: a First Example of Non- Fullerene Peapods Abstract We report the synthesis and analysis of metallocenes (ferrocene, chromocene, ruthenocene, vanadocene, tungstenocene-dihydride) encapsulated in single wall carbon nanotubes (SWNTs). In the case of ferrocene, efficient filling of the TSWN s was accomplished from both the liquid and the vapor phase. The other two metallocenes were filled from the vapor phase. High resolution transmission electron microscopy reveals single molecular chains of metallocenes inside SWNTs. Molecules move under the electron beam in the SWNTs indicating the absence of strong chemical bonds between each other and the SWNT wall.