Optical Design Compensation from Engineering to Production Manufacturing
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Undergraduate Handbook
Undergraduate Handbook Fall 2018 Introduction This handbook provides a summary of information taken from various University of Rochester publications. Also, it includes program-specific details that are of importance to Optics students. This manual contains information regarding changes to the Optics curriculum and should be read carefully and in its entirety. Policies and procedures that apply to the entire university student body take precedence over the policies and procedures contained in this handbook. This handbook is updated to reflect the curriculum changes that are effective as of Fall 2018. Students will follow the curriculum that was in effect at the time when the major or minor was declared. Requirements for Admission to The Institute of Optics Students normally apply for admission to The Institute of Optics during the second semester of their sophomore year. The entrance criteria for the B.S. Degree in Optics and the B.S. degree in Optical Engineering are the same. To be formally admitted tothe major, students will need to satisfy ALL of the following requirements. Students must: 1. Have an overall grade point average (GPA) of at least 2.0 (C) and not be on probation. 2. Have an average GPA of at least 2.0 (C) in PHY 121(P)/122(P)/123 or PHY 141/142/143 (or in comparable courses taken elsewhere). PHY 113 is an acceptable substitute for PHY121. 3. Have an average GPA of at least 2.0 (C) in MTH 161/162/164 or MTH 141/142/143/164 (or in comparable courses taken elsewhere). 4. Have an average GPA of at least 2.0 (C) for all sophomore-level Optics core courses (OPT 241, OPT 201, OPT 261, OPT 202, and OPT 287), with NO grade below a C- for any course and no more than ONE grade of C- in any of these five courses. -
Optical Engineering at the College of Optical Sciences
Optical Engineering at the College of Optical Sciences wp.optics.arizona.edu/visualopticslab/other-info/ Milster Research Group Activities 2013 • Hyper-NA Imaging and Near-Field Optics: Investigate potential and application of hyper numerical aperture (NA >1.5) imaging systems, including induced polarization and plasmonic effects. Currently working with NA~2.8 for surface science, red blood cell in vivo plasmonic imager, Au nano particle continuum emission in biological cells. • Optical Data Storage: Investigate future generation optical data storage systems, secure data destruction and data recovery. • Computer Generated Holography and Diffractive Optical Elements: Explore applications in microscopy, lithography, illumination, bio and other areas. Develop micro and nano gray-scale direct writing using a maskless lithography tool (MLT). Currently working on fabricating diffractive patterns on curved substrates for exoplanet research. • Statistical Imaging: Investigate properties of coherence, speckle and statistical image distortions due to rough surfaces and other causes. • OPTISCAN Project: Optical simulation software for physical optics and lens systems. Prof. Russell Chipman, Optical Sciences Polarization in Polarization Remote Optical Design Sensing • Extending optical design methods for • NASA is making a major investment in space-based new generations of optical systems polarization imaging for global aerosol mapping – Microlithography – Significant unknown in solar energy balance – Liquid crystal applications • Multi-Spectral -

OSE 3052: Foundations of Photonics and EEL 4440: Optical Engineering Dr
OSE 3052: Foundations of Photonics and EEL 4440: Optical Engineering Dr. Patrick LiKamWa Fall 2019 lCREOL The College of Optics and Photonics University of Central Florida OSE 3052: Foundations of Photonics and EEL 4440: Optical Engineering COURSE SYLLABUS Instructor: Dr. Patrick LiKamWa Term: Fall 2019 Office: CREOL A211 Class Meeting Days: Tuesdays and Thursdays Phone: 407-823-3816 Class Meeting Time: 10:30 AM - 11:45 AM E-Mail: [email protected] Class Location: HEC 104 Recitation Instructor: Dr. Patrick LiKamWa Tuesdays: 6:00 – 6:50 PM in CREOL A214 TBD Office Hours: Mondays: 10:30 AM – 11:30 AM CREOL A211 Wednesdays: 10:30 AM – 11:30 AM and any other time by appointment I. University Course Catalog Description Introduction to wave and photon models of light. Interference and diffraction of light. Polarization. LEDs and Lasers as generators of photons. Detectors of photons. II. Course Overview Introduction: Some of the main growth areas in the “high-tech” sectors are centered on the branch of optics known as “Photonics”, examples are; displays, data storage, telecommunication systems. This is not a temporary phenomenon. Continued growth of optics and photonics based industries means that there will be a growing and permanent need for engineers and scientists with some training in optics. Other areas of optics, such as bio-photonics, laser machining, laser marking, infrared imaging, etc. are growing strongly also. These topics are covered in the other courses in the Photonic Science and Engineering degree program. This course provides students with the strong foundation in optics that will be needed for the subsequent courses. -

Optical Engineer Advanced Neuro-Imaging & Technologies For
Optical Engineer Advanced Neuro-Imaging & Technologies for Systems Neuroscience Laboratory of Neurotechnology & Biophysics The Rockefeller University, New York, NY We are currently looking for highly motivated and ambitious candidates for the following projects: • Development of new high-speed optical methods for large scale recoding of neuronal population activity • Imaging in and through scattering media • Development of computational imaging techniques • Applications of quantum optics and ultrafast optical tools to biology Qualifications Depending on the specific project the ideal candidate should have the following profile: - Highly motivated, ambitious and passionate about science - PhD degree, masters degree or bachelor’s degree plus 2-5 years of work experience ideally in a scientific environment - Background in physics, optical engineering or related area - Experience with one and more of these areas would be highly desired: optics, optical modeling and simulations (e.g. ZEMAX), ultra-fast laser systems, fiber optics, AMO physics/light matter interaction, RF electronics, craniotomy surgery, rodent behavioral experiments, large-scale data processing and cluster computing - Basic programming skills (e.g. Matlab, Python, LabView) - Highly result orientated, excellent time management and communication skills and the ability to effectively work in a team environment and willingness to work outside of the core expertise. The successful candidates will join the lab at the Rockefeller University and will be embedded in our network of active collaborations in the New York area and beyond which are supported by dedicated recent awards. Interested candidates should send their CV including publications, copy of transcripts as well as the contact information of two references to Prof. Alipasha Vaziri ([email protected]). -
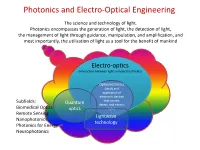
Photonics and Electro-Optical Engineering
Photonics and Electro-Optical Engineering The science and technology of light. Photonics encompasses the generation of light, the detection of light, the management of light through guidance, manipulation, and amplification, and most importantly, the utilization of light as a tool for the benefit of mankind Electro-optics (interaction between light and electrical fields) Optoelectronics (study and application of electronic devices Subfields: that source, Quantum detect, and control Biomedical Optics optics light) Remote Sensing Lightwave Nanophotonics technology Photonics for Energy Neurophotonics Photonics and Electro-Optical Engineering Photonics is an enabling technology1 with general-purpose characteristics applications in : • Communications, information processing and data storage • Health and medicine • Energy • Defense and homeland security • Advanced manufacturing • Advanced metrology 1 enabling general-purpose technology – technology that advances foster innovations across a broad spectrum of applications in a diverse array of economic sectors. Other examples of general-purpose enabling technologies are the transistor and the integrated circuit. Photonics engineering –an enabling technology Not always seen but it is ubiquitous . Consider for example using a smartphone to perform an Internet search. Where is the optics? Efficient Flash light Smart Camera High resolution display cell tower Microprocessor fabricated using optical lithographic techniques fiber optic network Chips inspected with photonics techniques more than 1 million lasers involved in the data signaling Data center 20km of fibers Photonics and Electro-Optical Engineering in the 21st century The term of photonics was coined in analogy with electronics: Electronics involves the control of electric-charge flow (in vacuum or matter); Photonics involves the control of photons (in free space and matter) It is expected that the 21st century will depend as much on photonics as the 20th century depended on electronics1. -

Optics & Photonics Global Salary Report
THE INTERNATIONAL SOCIETY FOR OPTICS AND PHOTONICS OPTICS & PHOTONICS 2019 SPIECareerCenter.org Introduction The optics and photonics community is composed of workers and students on every continent, engaged in disciplines ranging from aerospace to semiconductor to biotechnology. The Optics and Photonics Global Salary Report provides the community with up-to- date information on pay, job satisfaction, and other important workplace topics. A key goal of this report is to provide a reference for employees, students, and managers interested in understanding compensation across the career landscape: How does my pay compare with that of my colleagues? What is a typical mid-career salary in my country? What can I expect to earn in industry versus academia? SPIE delivers the report each year, free of charge, as part of its mission as a not-for-profit educational society supporting the science and application of light. The report builds on data from over 6,000 individuals in 104 countries1 who shared career information in a short online survey. This is the ninth annual survey and report, the largest such study in the optics and photonics community. Unless otherwise noted, all results are based on full-time workers. For a complete list of participant countries and other details on survey methodology, please see Methodology and Endnotes on page 25. ii Optics & Photonics Global Salary Report Optics & Photonics Global Salary Report 1 Key findings: • The median salary for full-time employees is $74,000, up over three percent from $71,748 last year.2 This increase likely reflects the strength of the global economy, and tight labor markets for the highly-skilled workers in our community. -

Optical Engineering Study Plan
Bachelor of Engineering – Student entering 2020 Fall Study Plan Application for Candidacy (check one) Name ID: Class: Box S--- Email: Major Concentration Field: General Engineering with a concentration in optical engineering Secondary Concentration Field: Please print or type. The primary purpose of this form is to lay out the courses required to complete your degree program and when you expect to take each of them. You may then use it to track your own progress to the degree. You should revise it as needed. Please indicate the term when you expect to take each course (e.g., 2015F, 2016S, etc.). Roman numerals indicate the standard curriculum time schedule. If a choice of course is given for the requirement, circle the appropriate course number. For electives, fill in the course number. Any course taken elsewhere should be marked TR. An additional study plan will be required if any of you wish to receive a minor or a second degree. Term Course Credits Grade Term Course Credits Grade TERM I TERM III CH 115 General Chemistry I 3.0 E 126 Mechanics of Solids 4.0 CH 117 General Chemistry Laboratory 1.0 E 231 Engineering Design III 2.0 E 101 Engineering Experience 1.0 E 245 Circuits and Systems 3.0 E 115 Introduction to Programming 2.0 MA 221 Differential Equations 4.0 E 120 Engineering Graphics 1.0 PEP 112 Electricity and Magnetism 3.0 E 121 Engineering Design I 2.0 Humanities1_______________________ 3.0 MA 121 Differential Calculus 2.0 MA 122 Integral Calculus 2.0 CAL 103 Writing & Communication 3.0 Colloquium TERM II TERM IV 5 Science Elective _____________________ 3.0 E 232 Engineering Design IV 3.0 E 122 Engineering Design II 2.0 PEP 330 Intro. -

Optical Engineering Certificate Program • Online
Division of Continuing Education OPTICAL ENGINEERING CERTIFICATE PROGRAM • ONLINE An increasing amount of today’s consumer, industrial and business products incorporate lenses and optical systems. These are essential to virtually every industry including defense, medical, clean energy, nanotechnology, automotive, electronics, communications, entertainment, computers, and consumer products. The Optical Engineering Certificate Programaddresses the growing demand for skilled professionals who can conceptualize, design, and manufacture optical components and systems. WHO SHOULD ENROLL CERTIFICATE ELIGIBILITY AND The Optical Engineering Program gives students the REQUIREMENTS skills and experience needed to enter this growing field. Candidates should complete EECS X496.55 Geometrical The program will benefit entry and mid-level professionals and Physical Optics or possess equivalent experience who need to broaden their knowledge and improve their or education. career options. A certificate is awarded upon completion of 15 credit units (9 required and 6 elective credit units) with a grade PROGRAM BENEFITS of “C” or better in each course. • Explore the latest technologies in optical engineering All requirements must be completed within 5 years after including new optical materials and the latest cost the student enrolls in his/her first course. Students not effective manufacturing techniques pursuing the certificate program are welcome to take as • Develop skills with industry standard optical software many individual courses as they wish. tools Register for a • Discover innovative approaches for optical engineering membership with the and analysis Optical Society of • Learn through hands-on design courses which provide Southern California skills in manual design, computer simulation, and the to receive 15% off REQUIRED courses art of creating optical components and systems ce.uci.edu/optics PROGRAM FEES TO ENROLL The total cost of the program varies depending on the Visit ce.uci.edu/optics for full course descriptions, elective and prerequisite courses chosen. -

A Glimpse of Materials Research in China a Report from an Interagency Study Team on Materials Visiting China from June 19, 1995 to June 30, 1995
NATL INST. OF STAND ^JECH Rrf^ I PUBLICATIONS mill nil nil I II A111Q4 7T2m3 United States Department of Commerce Technology Administration National Institute of Standards and Technology NIST Special Publication 893 A Glimpse of Materials Research in China A Report From an Interagency Study Team on Materials Visiting China From June 19, 1995 to June 30, 1995 Stephen M. Hsu and Lyle H. Schwartz^ Editors QC 100 ,U57 NO. 893 1995 Jhe National Institute of Standards and Technology was established in 1988 by Congress to "assist industry in the development of technology . needed to improve product quality, to modernize manufacturing processes, to ensure product reliability . and to facilitate rapid commercialization ... of products based on new scientific discoveries." NIST, originally founded as the National Bureau of Standards in 1901, works to strengthen U.S. industry's competitiveness; advance science and engineering; and improve public health, safety, and the environment. One of the agency's basic functions is to develop, maintain, and retain custody of the national standards of measurement, and provide the means and methods for comparing standards used in science, engineering, manufacturing, commerce, industry, and education with the standards adopted or recognized by the Federal Government. As an agency of the U.S. Commerce Department's Technology Administration, NIST conducts basic and applied research in the physical sciences and engineering, and develops measurement techniques, test methods, standards, and related services. The Institute does generic and precompetitive work on new and advanced technologies. NIST's research facilities are located at Gaithersburg, MD 20899, and at Boulder, CO 80303. Major technical operating units and their principal activities are listed below. -

An Overview of U.S. Optics Programs
AC 2011-1135: AN OVERVIEW OF U.S. OPTICS PROGRAMS Lauren D. Thomas, Virginia Tech Lisa D. McNair, Virginia Tech Lisa McNair, PhD, LinguisticsUniv of Chicago, is an Assistant Professor of Engineering Education at Virginia Tech and co-Director of the VT Engineering Communication Center (VTECC). She is involved in several NSF-funded projects that explore issues of learning, practicing and teaching interdisciplinarity in university and industry settings. Her teaching emphasizes the roles of engineers as communicators and educators, the foundations and evolution of the engineering education discipline, and assessing com- munication in engineering. Her research includes communication and interdisciplinary collaboration, institutional structures that encourage transformational learning, and integrating engineering, the social sciences, and the humanities. c American Society for Engineering Education, 2011 An Overview of US Optics Programs Abstract Optical engineering has existed as a specialty within electrical engineering, physics, material science, and other academic departments and as a significant industry focus for over 70 years. For most of that period only a few degree-granting programs existed in the United States, with the first at the University of Rochester in 1929 and the second at the University of Arizona in 1964. In the last thirty years, however, eight additional degree-granting programs in optical engineering or optics and photonics have been established. Documenting the development of these educational programs in optics has not been completed, yet such an endeavor would yield valuable insight on the emergence of this interdisciplinary field. This paper will review the degree-granting optics programs in the U.S. by tracking the history of their development and comparing curricula. -
Graduate Enrollment and Degrees: 2009 to 2019 APPENDIX D: TAXONOMY of FIELDS of STUDY APPENDIX D Taxonomy of Fields of Study
Graduate Enrollment and Degrees: 2009 to 2019 APPENDIX D: TAXONOMY OF FIELDS OF STUDY APPENDIX D Taxonomy of Fields of Study ARTS AND HUMANITIES American Sign Language BIOLOGICAL AND Asiatic Languages and AGRICULTURAL SCIENCES Arts – History, Theory, and Literatures Criticism, Art History, Celtic Languages and Agriculture, Natural Criticism, and Conservation Literatures Resources, and Conservation Ethnomusicology Classics and Classical Languages Agricultural and Domestic Music History, Literature, and and Literatures Animal Services Theory Germanic Languages and Agricultural and Food Products Musicology Literatures Processing Theatre Literature, History and Iranian/Persian Languages and Agricultural Business and Citicism Literatures Management Arts – History, Theory, and Modern Greek Language and Agricultural Economics Criticism, Other Literature Agricultural Mechanization Romance Languages and Agricultural Production Arts – Performance Literatures Agricultural Public Services and Studio Slavic, Baltic, and Albanian Agriculture, General Arts, Entertainment, and Media Languages and Literatures Agronomy Management Foreign Languages and Animal Sciences Crafts/Craft Design Literatures, Other Applied Horticulture Dance Fishing and Fisheries Sciences Design and Applied Arts History and Management Drama/Theatre Arts American History Food Science and Technology Film/Video and Photographic European History Forestry Arts History and Philosophy Horticultural Business Services Fine and Studio Arts of Science International Agriculture Music and Technology -

Lasers and Optical Engineering
P.K. Das Lasers and Optical Engineering A textbook on lasers and optical engineering should include all aspects of lasers and optics; however, this is a large undertaking. The objective of this book is to give an introduction to the subject on a level such that under graduate students (mostly juniors/ seniors), from disciplines like electrical engineering, physics, and optical engineering, can use the book. To achieve this goal, a lot of basic background material, central to the subject, has been covered in optics and laser physics. Students with an elementary knowledge of freshman physics and with no formal courses in electromagnetic theory should be able to follow the book, although for some sections, knowledge of electromagnetic theory, the Fourier transform, and linear systems would be highly beneficial. There are excellent books on optics, laser physics, and optical engineering. Actually, most of my knowledge was acquired through these. However, when I started teaching an undergraduate course in 1974, under the same heading as the title of this book, I had to use four books to cover the material I thought an electrical engineer needed for his introduction to the world of lasers and optical engineering. In my sabbatical year, 1980-1981, I started writing class notes for my students, so that they could get through 1991, XXII, 470 p. the course by possibly buying only one book. Eventually, these notes grew with the help of my undergraduate and graduate students, and the final result is this book. Printed book Hardcover ▶ 169,99 € | £149.99 | $219.99 ▶ *181,89 € (D) | 186,99 € (A) | CHF 200.50 eBook Available from your bookstore or ▶ springer.com/shop MyCopy Printed eBook for just ▶ € | $ 24.99 ▶ springer.com/mycopy Order online at springer.com ▶ or for the Americas call (toll free) 1-800-SPRINGER ▶ or email us at: [email protected].