Agfa-Gevaert
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Elements of Screenology: Toward an Archaeology of the Screen 2006
Repositorium für die Medienwissenschaft Erkki Huhtamo Elements of screenology: Toward an Archaeology of the Screen 2006 https://doi.org/10.25969/mediarep/1958 Veröffentlichungsversion / published version Zeitschriftenartikel / journal article Empfohlene Zitierung / Suggested Citation: Huhtamo, Erkki: Elements of screenology: Toward an Archaeology of the Screen. In: Navigationen - Zeitschrift für Medien- und Kulturwissenschaften, Jg. 6 (2006), Nr. 2, S. 31–64. DOI: https://doi.org/10.25969/mediarep/1958. Nutzungsbedingungen: Terms of use: Dieser Text wird unter einer Deposit-Lizenz (Keine This document is made available under a Deposit License (No Weiterverbreitung - keine Bearbeitung) zur Verfügung gestellt. Redistribution - no modifications). We grant a non-exclusive, Gewährt wird ein nicht exklusives, nicht übertragbares, non-transferable, individual, and limited right for using this persönliches und beschränktes Recht auf Nutzung dieses document. This document is solely intended for your personal, Dokuments. Dieses Dokument ist ausschließlich für non-commercial use. All copies of this documents must retain den persönlichen, nicht-kommerziellen Gebrauch bestimmt. all copyright information and other information regarding legal Auf sämtlichen Kopien dieses Dokuments müssen alle protection. You are not allowed to alter this document in any Urheberrechtshinweise und sonstigen Hinweise auf gesetzlichen way, to copy it for public or commercial purposes, to exhibit the Schutz beibehalten werden. Sie dürfen dieses Dokument document in public, to perform, distribute, or otherwise use the nicht in irgendeiner Weise abändern, noch dürfen Sie document in public. dieses Dokument für öffentliche oder kommerzielle Zwecke By using this particular document, you accept the conditions of vervielfältigen, öffentlich ausstellen, aufführen, vertreiben oder use stated above. anderweitig nutzen. Mit der Verwendung dieses Dokuments erkennen Sie die Nutzungsbedingungen an. -

10. the Extraordinarily Stable Technicolor Dye-Imbibition Motion
345 The Permanence and Care of Color Photographs Chapter 10 10. The Extraordinarily Stable Technicolor Dye-Imbibition Motion Picture Color Print Process (1932–1978) Except for archival showings, Gone With the He notes that the negative used to make Wind hasn’t looked good theatrically since the existing prints in circulation had worn out [faded]. last Technicolor prints were struck in 1954; the “That negative dates back to the early ’50s 1961 reissue was in crummy Eastman Color when United Artists acquired the film’s distri- (the prints faded), and 1967’s washed-out bution rights from Warner Bros. in the pur- “widescreen” version was an abomination.1 chase of the old WB library. Four years ago we at MGM/UA went back to the three-strip Tech- Mike Clark nicolor materials to make a new internegative “Movies Pretty as a Picture” and now have excellent printing materials. All USA Today – October 15, 1987 it takes is a phone call to our lab to make new prints,” he says.3 In 1939, it was the most technically sophisti- cated color film ever made, but by 1987 Gone Lawrence Cohn With the Wind looked more like Confederates “Turner Eyes ’38 Robin Hood Redux” from Mars. Scarlett and Rhett had grown green Variety – July 25, 1990 and blue, a result of unstable film stocks and generations of badly duplicated prints. Hair The 45-Year Era of “Permanent” styles and costumes, once marvels of spectral Technicolor Motion Pictures subtlety, looked as though captured in Crayola, not Technicolor. With the introduction in 1932 of the Technicolor Motion Not anymore. -

Download This Issue
TUTORIAL A CREATIVE JUMP-START | MIKE RODRIGUEZ 2015 | JULY A Creative Jump-Start: CREATING A LENS FLARE BRUSHMIKE RODRIGUEZ DOUBLE CreatingTHE aFUN! Simulated Double Exposure Image DIANA DAY SUBSCRIBER +SHOWCASE How to Identify Which Edits Your Photo Needs ERIN PELOQUIN JULY 2015 | 1 EDITOR’S NOTE | TABLE OF CONTENTS JULY | 2 015 VOLUME 12, NUMBER 5 From the Editor Hello, With summer in full swing, grab your camera and dive into the endless photo ops out there. From picnics with family and friend, to traveling to exotic locations, you EDITOR-IN-CHIEF Diana Kloskowski don't want to miss any opportunities. Make sure you have your camera, extra batteries, and memory cards handy while you’re on the lookout for great shots. When CREATIVE DIRECTOR Eduardo Lowe you get back to your computer, we hope you’ll find arti- cles and videos on the PET site to help you transform CONTRIBUTING WRITERS Mike Rodriguez your photos into cherished memories. Diana Day Till next time, Erin Peloquin Diana Kloskowski Editor-in-Chief PUBLISHED BY PHOTO ONE MEDIA, INC. 15333 SW Sequoia Parkway, Suite 150 Portland OR 97224 (503) 968-1813 PRESIDENT Craig Keudell Table of Contents GENERAL MANAGER Rick LePage WEB MARKETING MANAGER Thomas Penberthy 03 Creative Jump-Start: Creating a Lens Flare Brush WEB DEVELOPMENT Jim Mock Learn how to create and save a very versatile lens flare brush that can be used in a variety of projects. by Mike Rodriguez SUBSCRIBER SERVICE INFORMATION Double the Fun! How do I change my email or mailing address? Log on to the 09 Dive into your creative side, and create simulated double website (www.photoshopelementsuser.com). -
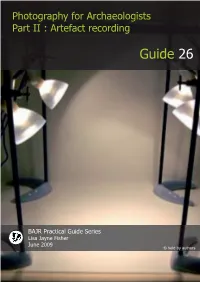
Photography for Archaeologists Part II : Artefact Recording
Photography for Archaeologists Part II : Artefact recording Guide 26 BAJR Practical Guide Series Lisa Jayne Fisher June 2009 © held by authors Photography for Archaeologists Contents Introduction 1 Coins 3 Flint 4 Pottery 5 Glass 6 Exposing correctly with a light-box 8 Colour temperature 9 Camera attachments: filters & close-ups 10 Use of scales 11 Bracketing 12 Building a copy stand 12 Further Reading & Other Notes 13 1 Photography for Archaeologists Introduction Artefact recording is another area in archaeology that is often overlooked and mis-represented. Not only does the archival quality of the resulting image matter but a simple understanding of lighting can achieve an enormous impact on the given textures, form and inherent detail of objects, giving valuable information which is often lost. Depending on the complexity of the artefacts’ shape, lighting can be experimented with by finding the best position and angle of the lights used for the job. It is often a laborious job to find the time to read up on the correct lighting positions for any given artefact. Often, it is far better to spend some time experimenting and observing, to find the best solution in any given situation. This will help you to judge artefacts by eye, leading to an implicit understanding of the qualities of light and should lead to sound practical experience, which should then become second nature. Simple lighting or copy stands can be cheaply purchased or rigs can be built out of simple materials utilizing desk lamps if your budget is limited. See final section on how to improvise with lighting. -

Special Techniques to Make Your Image Different
Special techniques to make your image different 1. Timelapse in one image During a photo tour in Yunnan province, China, we go shoot at a busy local market. I, however, like to experiment something new, presenting the hustle and bustle of the market photographically in a unique way: A time-lapse compressed into one image. To achieve the result, 2 approaches coming to my mind: Option 1. Using the in-camera Multiple exposure mode: Nikon cameras has multiple exposure functions for long time. After years of being ignored, it finally comes to Canon cameras starting 5D III, which I happen to use. This one is shot using "Average" mode in multiple exposure, I set total of 9 exposures, taking one shot every couple seconds, the exposure is automatically reduced, proportional to the number of shots taken, to avoid over-exposing common areas or overlapping bright areas. Where overlapping areas do occur, the final brightness level will be the same as the would have been in a single, properly- exposed shot. And, any non-overlapping areas will be darkened. The final combined image is automatically generated by the camera. The pro is that you can experiment a lot with this technique, simple and fast. The con however, is that you have no control on the resulting image at all. The camera has full control here. Option 2. Taking a lot shots and manipulate them in post processing: This is a hard way, but you have absolute control of the final image. It, however, is time-consuming and requires lots of fiddling with Photoshop. -

Fujifilm Motion Picture Film Manual
FUJIFILM MOTION PICTURE FILM MANUAL Ref.No.KB-0707E 00_motionpicture目次入 07.11.13 0:57 AM ページ1 Contents FUJICOLOR NEGATIVE FILM LIST........ 1 How to read labels ................................. 2 Products..................................................10 FUJICOLOR NEGATIVE FILM FUJICOLOR NEGATIVE FILM ETERNA Vivid 160 .........................................10 TUNGSTEN TYPE DAYLIGHT TYPE ETERNA 250..................................................14 ETERNA 400..................................................18 ETERNA 500..................................................22 ITEM F-64D .............................................................26 ETERNA 250D ...............................................30 35mm 8543 8553 8583 8573 8522 8563 8592 REALA 500D ..................................................34 TYPE No. FUJICOLOR INTERMEDIATE FILM 16mm 8643 8653 8683 8673 8622 8663 8692 ETERNA-CI ....................................................38 FUJICOLOR RECORDING FILM 16 64 125 ETERNA-RDI .................................................42 TUNGSTEN 160 250 400 500 Kodak Daylight Filter No.80A FUJICOLOR POSITIVE FILM E.I. F-CP ...............................................................46 100 160 250 320 ETERNA-CP...................................................50 DAYLIGHT 64 250 500 ETERNA-CP 3521XD.....................................54 Kodak Daylight Filter No.85 Edge Marking of Films...........................58 SIDEPRINT FN43 FN53 FN83 FN73 FN22 FN63 FN92 35mm..........................................................58 -

Multiple Exposure Notes
MULTIPLE EXPOSURE NOTES • Read your manual to determine what features your camera offers • Check the setting for default time out and adjust to your needs • Some camera will save each image in a multiple exposure series while others do not. • Check to see if Live View is available when shooting multiple exposures • Turn on your grid in the view finder and/or live view to help placement. • Shooting Menu o On – Series will continue multiple exposure mode until turned off o On – Single will turn off after one multiple exposure completed o Off - *Make sure you turn off when finished! o Number of shots varies from camera to camera with some restricted to 2 exposures and others up to 10 (or more) • Multiple Exposure Modes o Auto Gain: Turning off would require all adjustments to be done manually. When on, the camera will adjust the exposure of each frame automatically to try and avoid overexposure. o Add (Additive): The exposures are overlaid without any modification / adjustment o Average: This provides an automatic exposure control whereby each image is automatically underexposed to allow for a correctly exposed final image. o Lighten: The pixels in the images are compared and only brightest pixels are used to overlay. o Darken: The pixels in the images are compared and only the darkest are used to overlay. • Previsualize what you want as the end result and find compatible images. Use your grid or a part of your subject to help line up individual images. • Multiple Exposure Hints and Tips o Simple double exposure using Auto Gain is usually available in all camera with Multiple Exposure option. -

Daphne, Bob and Bird Win New City Council to Be Sworn in Nov
INDEX What's going on around the islands 4B ""W f^USfoeSS • 3C Calendar 4B CHvside 9A Classifieds 5C Farewell Singapore Commentary 1C Crossword 5C Bailey, Miracle McPhees Environment Police Beat 2A receive 'official' sail to another Scuba Scoop 4A Far East island IB Weather Watch 4A council send-off Since 1961 Still first on Sanibel i and Captiva 50 CENTS VOL. 31, NO. 45 TUESDAY, NOV. 10, 1992 THREE SECTIONS, 32 PAGES CEPD expresses Islands mourn loss frustration at lack of of long-time resident, Blind Pass progress Esperanza Woodring By Steve Ruediger Noted long-time Sanibel Island resident, Esperanza Lor- Islander staff writer raine Woodring, passed away on Friday, Nov. 6, 1992. Captiva Erosion Prevention District commissioners ex- She was 91. sed frustration at last Wednesday's meeting at what A resident of the island for 77 years coming here at age «say is the lack of progress regarding Blind Pass. 15 from Cayo Costa island where she was born, Esperanza The CEPD commissioners say they view the situation became Southwest Florida's first woman fishing guide. as one in which $6 million in already approved state fund- According to family and friends, she spent three quarters of ing for beach renourishment on northern Sanibel is being a century on the water working as a commercial fisherman held up by Sanibel not agreeing to precise wording on a and fishing and shelling guide. proposed agreement. Some commissioners also said the Esperanza was born on July 7, 1901, the first-born of need for $150,000 in local funding might be holding Manuel and Rosa Almas' 12 children. -

Expand Your Creative Playground Contents
Expand your creative playground Contents Superior performance in diverse scenes. 6-7 FX-Format image sensor and NIKKOR lenses ISO 100-51200. © ful.fi lled © Mattia Bonavida © Mattia Bonavida 8-9 273-point AF system. Eye-detection AF & Animal-detection AF. 5.0-stop in-camera VR. 10-11 NIKKOR Z 24-50mm f/4-6.3. NIKKOR Z 24-70mm f/4 S. NIKKOR Z 24-200mm f/4-6.3 VR. Intuitive operation your style. 12-13 Creative picture controls. Multiple exposure. © ful.fi lled Silent photography function. © Mattia Bonavida 14-15 Electronic viewfi nder. Tilting touch screen monitor. P menu. 16-17 Nikon’s ergonomics. Robustness with anti-weather / dust sealing. Long battery life & USB power delivery. Snapbridge. © Jordi Koalitic © Jordi Koalitic Wide-ranging options to go further. 18-19 4K UHD videos. 4K UHD time-lapse movie. Accessories. 20 Nomenclature. 21 System chart. 22 Specifi cations. © John Wingfi eld © John Wingfi eld © Shohki Eno © Shohki Eno The FX sensor and NIKKOR® Z combo unlocks your hidden potential. Why do you create? Whatever your reasons, do full justice to your creative voice with new range of possibilities from impressive portraits with beautiful bokeh to richly striking, high-quality images brought by the combination of a full-frame sensor and colored landscape shots – all from a portable, tough, easy-to-handle body. City or superb NIKKOR® Z lenses. An ode to every kind of creator, the Z 5 gives you a whole nature, day or night, wherever inspiration strikes – the world is your playground. 4 5 Eye-catching bokeh and remarkable low-light performance. -
![Photography 4X6” [40]](https://docslib.b-cdn.net/cover/9101/photography-4x6-40-1069101.webp)
Photography 4X6” [40]
Photography Printing Paper Epson SHEET PAPER Scrapbook Semigloss Photo Quality Adhesive BORDERLESS PAPER All-Purpose Glossy 8.5x11” [20].....................14.95 8.3x11.7” [10]..................10.95 Photo Paper Glossy 8.5x11” [20].......................6.95 Scrapbook Premier Matte Photo Quality Glossy 4x6” [50]............................6.95 Inkjet Transparency 8.5x11” [20].....................14.95 8.5x11” [20].......................9.95 Photo Paper 8.5x11” [30].....................41.50 8.3x11.7” [20]..................10.95 Heavy Weight Matte 11.7x16.5” [20]................59.95 12x12” [10]......................14.95 Durabrite Glossy High Quality 13x19” [20]......................32.50 8x10” [50]..........................9.95 4x6” [50]............................8.49 8.5x11” [100].....................8.95 Dupont Proofing Glossy 11x14” [50]......................22.95 8.3x11.7” [20]....................9.95 8.3x11.7” [100]..................9.50 13x19” [100]..................249.95 Premium Glossy Premium Semigloss Photo Paper Glossy 4x6” [40]............................8.95 Premium Luster 8.3x11.7” [20]..................12.95 8.5x11” [20].......................8.50 4x6” [100]........................13.95 8.5x11” [50].....................29.95 11.7x16.5” [20]................41.95 8.5x11” [50].....................18.95 5x7” [20]............................6.95 Enhanced Matte 11.7x16.5” [50]................77.95 8.5x11” [100]...................25.95 8x10” [20]........................11.95 8.5x11” [50].....................13.95 13x19” [50]......................96.50 -
Agfa D-Lab.1 Is the Solution You've Been Looking For
AG2_01_23125_dlab1Folder_gb# 01.09.2003 13:41 Uhr Seite 2 vaert AB nsgatan 18 Kista Stockholm +46 8 793-0100 +46 8 793-0123 www.agfa.se and vaert AG/SA hstr. 7 Dübendorf +41 1 823-7111 +41 1 823-7255 www.agfa.ch wan Co., Ltd. Sung Chiang Rd. The unique all-in-one talent. 04, Taiwan, R.O.C. +886 2516-8899 +886 2516-1041 www.agfanet.com.tw d-lab.1 poration llenger Road o change. ld Park, NJ 07660 +1 201 440-2500 +1 201 440-6703 www.agfaus.com Asean , RI, RP, SGP, TH, VN) vaert Ltd. Menara Merais, Jalan 19/3 etaling Jaya angor +603 7957-4200 +603 7957-4700 www.agfa.com Iberia vaert S.A. a, 392 Barcelona +34 93 476-7600 +34 93 476-7619 www.agfa.es Nola YV, Central , Caribbean) vaert de Venezuela S.A. Principal de la Castellana Centro Letonia G Bank, Piso 9 cíon La Castellana 305 Caracas la 1060-A +58 212 263-6344 +58 212 263-4386 www.agfa.com rica, Near/Middle East, sia) vaert AG 10 01 60 Leverkusen Information on design, product descriptions, and scope of delivery are subject t Printed in Germany. DB+ML 411 0903 GB / TBWA\ +49 214 30-1 +49 214 30-54012 www.agfa.com World Class Imaging Solutions AG2_01_23125_dlab1Folder_gb# 01.09.2003 13:41 Uhr Seite 3 Expect the best. You want to satisfy all your customers' photo imaging needs and maximise your profits at the same time. The Agfa d-lab.1 is the solution you've been looking for. -

FUJICOLOR NEGATIVE FILM a 250 35Mm TYPE 8518 • 16Mm TYPE 8528
FUJICOLOR NEGATIVE FILM A 250 35mm TYPE 8518 • 16mm TYPE 8528 General This is an ultra-high speed color negative film for motion pictures having an exposure index Properties of 250. It is color balanced to a 3200K tungsten light source and incorporates automatic color masking through the use of colored couplers. Even with its high speed this film pro vides fine grain, high definition, wide exposure latitude and natural color reproduction. It is suitable to all kinds of motion picture uses but it is especially suited to indoor and out door uses under low light level conditions including special applications such as night time, underwater and high-speed photography. When this film is printed on Fujicolor Positive Film or other similar color print film excellent image qualities are to be derived. Exposure 3200K Tungsten Lamps. 250 Index Daylight 160 (with Fuji Light Balancing Filter LBA-12 or Kodak Daylight Filter No. 85) These numbers are appropriate for use with exposure meters marked for ASA speeds. Since these exposure indexes may not apply exactly as publ ished due to differences in exposure meter usage and processing cond itions, it is recom mended that for best results exposure tests be made prior to use. Film This film is composed of three emulsion layers being sensi tive to blue, green and red light Structure respectively. Beside these a protective layer, a yellow filter layer, an antihalation layer and other layers are all coated on a clear safety base. Incorporated in each one of the co lor layers is a specific coupler and through processing, color dye and co lor mask images are formed in the emu lsion layers.